常见侧围尖点变薄超差的原因及解决方法
2023-03-11叶梦彬广汽乘用车有限公司
文/叶梦彬·广汽乘用车有限公司
马宝顺·盘起工业(大连)有限公司
随着我国汽车行业的发展和技术进步,对汽车车身的品质要求进一步提升。整体侧围作为最大最关键的汽车车身部件,造型复杂,品质要求高,是生产难度最高的部件。侧围由前立柱、中立柱及后翼子板等部分构成,由于造型复杂,不可避免地存在较多尖点。这些尖点在侧围拉延或整形时极易开、暗裂,是侧围变薄超差的重点高发位置。以前处理侧围尖点变薄超差通常采取磨圆、放大尖点的方法。随着对车身质量要求的提升,为了保持尖点的锐利视觉,现在已经不允许放大尖点。本文结合笔者多年经验,重点介绍解决侧围尖点变薄超差的处理方法。
侧围常见尖点
侧围尖点是指侧围因为造型需要而存在的尖锐的点。如前立柱前端两侧的尖点,后翼子板主棱线靠后门洞一头的尖点,侧围后窗下部靠后门洞的尖点,后轮拱造型两端的尖点,侧围尾灯、后保险杠位置的尖点等,常见侧围尖点如图1、图2 所示。每一个车型都有其独特的造型,这些尖点不是每一个车型的侧围都有。也有个别车型中立柱上部还有尖点,如丰田阿尔法的侧围中立柱上部,这些非常见的尖点这里不做讨论。
尖点开裂的原因分析、分类及对策
尖点开裂的原因分析
由于工艺的原因,上述尖点基本上不可能拉延就能成形好,需要拉延后通过整形成形。因此,尖点的开裂有拉延开裂和整形开裂。拉延开裂的点在整形后基本都会进一步加剧开裂。
拉延开裂分两种情况:⑴由于材料流入补充不足导致的开裂;⑵最先触料造成的开裂。材料流入不足,造成的开裂好理解,最先触料点开裂的原因是拉延过程中尖点先触料,触料点在成形过程中顶到板料并产生滑移,形成削磨效应造成材料变薄超差甚至开裂。
整形开裂也分两种情况:⑴拉延成形时材料储备不足,材料整形时被拉开造成开、暗裂。这种情况发生率最高、最常见,如图1 的点4―2、点5―1、点5―2 和图2 的点7。⑵材料经过拉延及一次整形后,尖点位置已经因为成形而硬化,再进行二次整形而产生开、暗裂。最典型的例子就是前立柱尖点。

图1 常见侧围尖点示意图A
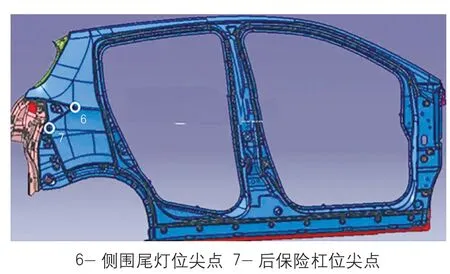
图2 常见侧围尖点示意图B
拉延时如果尖点处材料预留不足,整形时尖点材料需要进一步成形而延展,而整形时一般无法进行材料补充。这种整形开、暗裂,如果不允许放大、磨圆尖点,要解决的难度极大。
尖点开裂按原因分类及对策
⑴拉延材料流入不足导致的开裂。
对于拉延工艺设计导致材料流入不足引起的开、暗裂,首要的对策当然是促进、加大材料流入补充。要分析开裂尖点的材料流入路线及其影响位置,对材料流入路线上影响因素(如棱线R 角、拉延筋松紧度)进行研究,确认主要影响因素,并按是否是造型需要、修改风险大小和对策失误是否便于恢复来制定对策,进行调整,使更多材料流入。有些拉延材料不足问题不是材料多流入就能解决的,如一些离压边面、拉延筋比较远的位置,调整和加大材料流入并不能改变其拉延变薄,需要考虑一些其他对策,如加大R 角、加大过拉延量、工艺设计预留储料包等。这些对策能有效解决拉延的局部材料不足,也容易造成起皱、多料,需要根据产品图和拉延工艺图的断面进行线长比较和CAE 计算,直至找出最优方案。
侧围后窗下部尖点的造型,对应于图1 的点2。这个位置原来的工艺是将局部R 放大进行拉延(即加大过拉延),后序再整形成产品造型(图3)。分析的结果是拉延开裂,整形后开裂加大。
经过分析,原方案拉延工艺不利于材料流入,也不能构成材料有效储备,造成整形后断面线长被过度拉长开裂。根据盒子共一个点的三个面面积等于另外三个面的面积的原理,制定优化对策,确定将图3 的造型当成盒子的三个面:右侧面、下底面、远侧面,工艺补充后造型做成包含盒子的上面、左侧面和近侧面三个面构成的形状,如图4 所示。

图3 侧围后窗初始的拉延工艺方案

图4 工艺分析图示
这样就构造出一个便于拉延成形,整形后不会造成材料变薄加剧的对策。对策前后造型变化如图5所示。
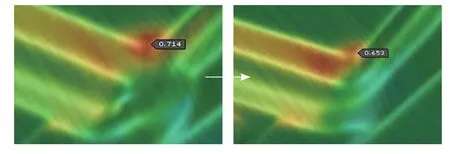
图5 新旧拉延工艺方案
新工艺进行第一次CAE计算,结果有了很大改善,但还有少许超差。再次调整方案细节、增加断面线长后CAE,拉延和整形都控制在了品质要求的变薄范围以内(图6),问题解决。

图6 最终效果
⑵拉延过程中尖点先触料造成的开、暗裂。
一般来说拉延过程中先触料的尖点都是模具凸模的最高点,这种尖点在拉延过程中最先接触板料,由于材料在拉延时的流动,不可避免地在尖点处发生滑移。尖点因为滑移对板料造成割伤,形成削磨效应,产生变薄超差。如图1 中的点3或点4-1,有一个是最高点,另一个是次高点。有时候次高点也会变薄超差。点4-2、点5-1、点5-2 也比较高,也可以划为次高点范围。
这种情况出现的变薄超差,对策通常是:1)加大过拉延。通过加大过拉延,将拉延工序的最高点和整形工序的最高点分成两个不同的点;2)对过拉延构造的拉延工序最高点进行放大磨圆,或采用其他一些对策来解决拉延变薄超差。这样,避免了整形的尖点,即产品的尖点受拉延变薄影响,整形后不会变薄超差。
上述过拉延的量和R 值也是要反复进行CAE 分析来确定的,首先通过计算断面的线长预估过拉延量需要多少,然后用CAE 分析确认设计的过拉延是否合适,再通过细节的调整不断改善和优化,直到目标达成。
⑶拉延成形时材料储备不足,材料整形时被拉开造成开、暗裂。
拉延开、暗裂相对整形开、暗裂来说还算简单,整形工序已经没有办法加大材料流入来解决开、暗裂,技术上难度会更大。这类问题仍通过拉延进行改善,通过改善材料流入减小尖点的拉延变薄量,达成整形后不开裂,或是拉延工序预留一些材料,补充给整形的需要来消除整形开裂。
图7 是侧围后保险杠安装位置的3 个尖点,3 个尖点拉延、整形工序变薄都超差。拉延时材料流入(受椭圆形圈住的工艺补充包的影响)不能补充到尖点位置,造成尖点拉延材料供应不足、变薄超差,因而要对此工艺补充包进行优化,降低其高度和坡度,促进材料流入。降低高度和坡度后,CAE 分析发现拉延合格了,整形还不行,再次对工艺补充包的造型和位置进行修改,使工艺补充包的材料能在整形的时候补充到整形位置。根据上述原理,将拉延工艺优化,如图8 所示。通过这一优化,CAE 分析和模具改修施工后的实际拉延变薄、整形变薄都控制在了质量标准以内,实际效果如图9 所示。
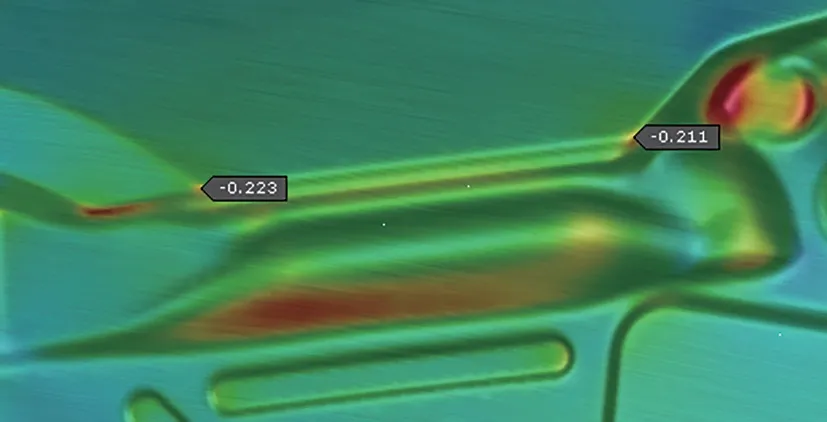
图7 侧围后保险杠安装位置的尖点及初始拉延工艺方案

图8 优化后的拉延工艺
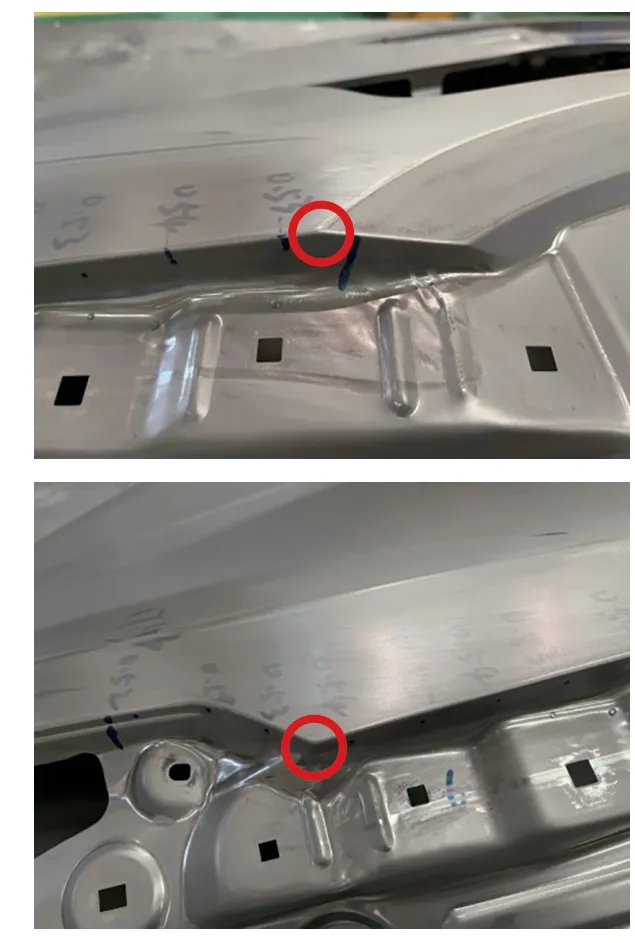
图9 实际效果图
⑷前立柱的尖点整形开、暗裂。
前立柱的尖点整形开裂的原因跟上述各点的整形开裂原因有点差异,如图10 所示。

图10 前立柱整形开裂
前立柱整形工艺包含了两次整形,首先是侧向整形,然后再进行正向整形,整出产品的造型。这个尖点拉延基本不会出问题,因为离材料边缘近,材料容易补充。此尖点的材料由于在拉延成形的时候已经被冲压了一次,材料已经有所硬化,一次整形的时候侧整使尖点材料进一步硬化,当进行二次整形即正向整形的时候,已经过分硬化的尖点很容易因为整形的形变而开裂。根据以上分析,制定了拉延工艺对尖点增加做1mm 过拉延,使拉延和侧整形的尖点与正向整形的尖点分为两个相距1mm 的点,避免了二次整形的尖点(即产品尖点)材料因拉延和一次整形影响硬化造成二次整形开裂。通过CAE 分析,结果相当理想(图11)。模具施工后的效果也达成了预期目标,如图12 所示。
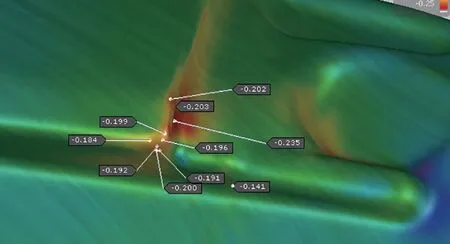
图11 通过过拉延优化后的CAE 结果
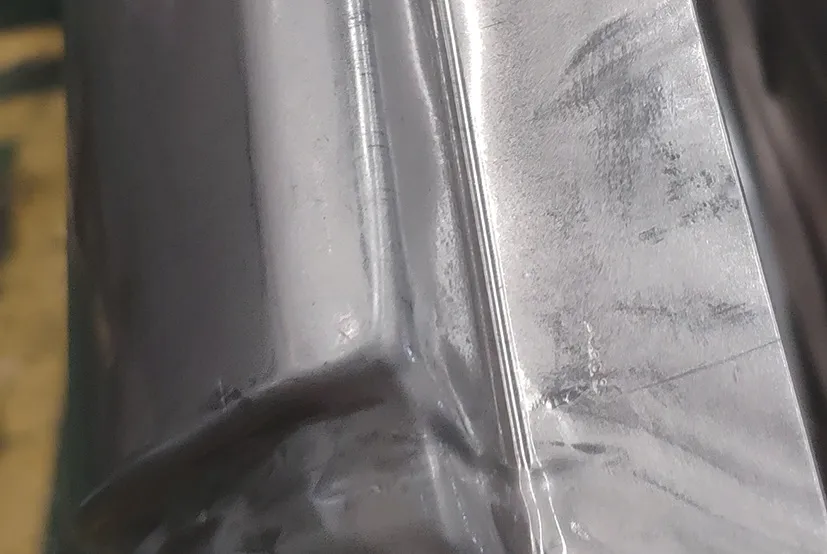
图12 施工后效果
结束语
本文介绍了侧围常见尖点开、暗裂,以及不通过放大尖点解决尖点开、暗裂的原理及对策方法。这些技术方法可以达成不改变尖点设计的锐利度,尖点也不会变薄超差的效果,提高了产品的精确性,使冲压出来的产品更接近设计的理想状态。这些对策不是仅仅可以用于侧围的,侧围作为车身上最难最复杂的件,其解决问题的思路都可以扩展到其他所有覆盖件。
