利用火花直读光谱仪快速检测不锈钢焊丝成分
2023-02-27王磊李柱张超谷亚宁李新宇黄鉴琼
王磊,李柱,张超,谷亚宁,李新宇,黄鉴琼
1.中冶建筑研究总院有限公司 北京 100088
2.北京金威焊材有限公司 天津 301906
1 序言
北京金威焊材有限公司是制造特种焊接材料的生产商。为了满足客户和市场的需求,产品具有多品种、小批量、交货时间短及技术条件范围小等特点。基于产品的要求,对原材料要求比较严格,特别是对不锈钢焊丝原材料,不仅要求检测速度快,而且要求数据准确。
2 检测不锈钢焊丝成分的主要方法
对于不锈钢焊丝原材料的检测,北京金威焊材有限公司检测焊丝成分的方法主要有化验室滴定法、手持光谱检测、火花直读光谱仪检测和火花直读光谱仪检测光谱块成分间接检测法等。
(1)化验室滴定法检测焊丝成分 其检测结果最为准确,是焊丝成分检测的仲裁方法。但这种方法检测速度慢,在检测过程中需要使用管制化学药品,并且化验产生的废液属于危险废物,需要由有资质的公司回收处理,这使得化验检测的成本较高。另外,购买、储存,以及使用化学药品和收集、储存废液也增加了企业的管理成本。
(2)手持光谱检测 这是最为快速的检测方法,检测仅需要几分钟的时间。但这种方法的准确性较差,不能作为定量分析,只能作为定性分析。另外,这种检测方法只能检测焊丝中金属元素的含量,对非金属元素的含量无法检测。
(3)火花直读光谱仪直接检测焊丝成分 这种方法具有速度快、检测数据比较准确和成本低廉等优点。但是,光谱仪检测焊丝成分的结果受焊丝直径、设备气密性和激发面积等因素的影响,会产生一定的偏差。
(4)火花直读光谱仪检测光谱块成分的间接检测 为了快速、准确检测不锈钢焊丝成分,采用先将不锈钢焊丝用钨极氩弧焊的方法制备成光谱块,然后使用火花直读光谱仪进行检测,这种方法能够比较准确快速地检测出光谱块的化学成分,而焊丝在制备光谱块过程中的烧损,除个别元素外,其他成分基本不会变化。
本文对火花直读光谱仪直接检测焊丝成分和使用钨极氩弧焊制备光谱块后再使用火花直读光谱仪间接检测焊丝成分进行试验,并对试验结果进行分析。
3 试验流程
3.1 试验设备
本次试验采用的试验仪器为德国斯派克MAXX火花直读光谱仪。光谱可以快速准确地检测样品的成分[1],设备采用多光室设计,可较好地降低临近元素的相互干扰,具有较高的准确度。
3.2 火花直读光谱仪检测焊丝成分的方法
光谱可以使用专用夹具来快速检测较大规格焊丝的成分,对于规格≥φ3.2mm的焊丝,可使用粗丝夹具(见图1),直接激发焊丝端面来检测焊丝的化学成分。

图1 粗丝夹具
介于φ1.6~φ3.2mm的焊丝,由于焊丝端面面积较小,因此如使用粗丝夹具,则不能充分激发,从而会导致检测数据有较大偏差,甚至不能产生读数,这时可采用细丝夹具,通过激发焊丝的侧面来检测焊丝的成分[2],如图2所示。
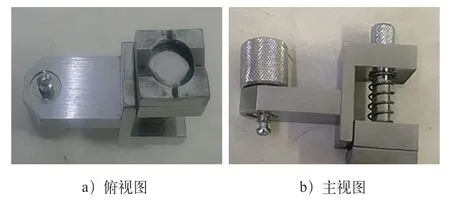
图2 细丝夹具
当焊丝规格介于φ1.6~φ2.4mm时,焊丝侧面受激发面积较小,会影响检测数据,这时采用冲压机将焊丝压扁来增加激发面积,以提高检测的准确性,如图3、图4所示。

图3 冲压设备
图4 焊位冲压
对于φ1.6mm以下的焊丝,光谱检测数据不理想,可采用钨极氩弧焊制备光谱块,然后使用光谱检测光谱块的方法进行成分检测。
3.3 ICAL校准
ICAL是描绘光谱仪曲线的一种校准方法。ICAL校准采用设备自带标准样品,激发出4个有效激发点,然后点击接受即可完成ICAL校准。
3.4 试验数据及分析
(1)钨极氩弧焊制备光谱块烧损情况 光谱火花台激发位置开孔直径为13mm,通常焊丝的直径远小于这个开孔直径,因此常采用钨极氩弧焊的方法制备光谱块,然后通过光谱检测光谱块的成分来间接检测焊丝成分,但在焊接构成中会因一些元素烧损而造成成分偏差。为了摸清烧损情况,进行了大量的试验工作,试验用焊接参数见表1。

表1 试验用焊接参数
为了得到未经稀释的熔敷金属,制备的光谱块如图5所示。
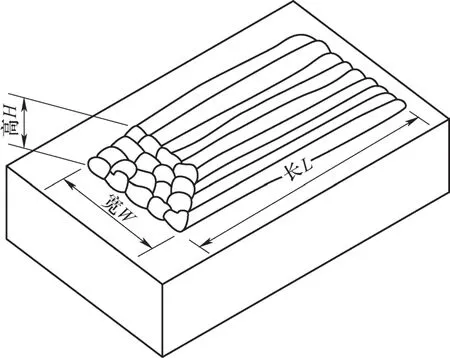
图5 光谱块尺寸示意
要求光谱块母材应为Q355碳素钢板,厚度为20mm,熔敷金属采用钨极氩弧焊的方法进行堆焊,熔敷金属长度L≥50mm,宽度W≥30mm,高度H≥20mm。熔敷金属表面应平整,并无焊接缺陷。焊接完成后,应使用铣床对熔敷金属进行加工,要求将表面加工平整,加工完成后,应使用砂纸对表面进行打磨。
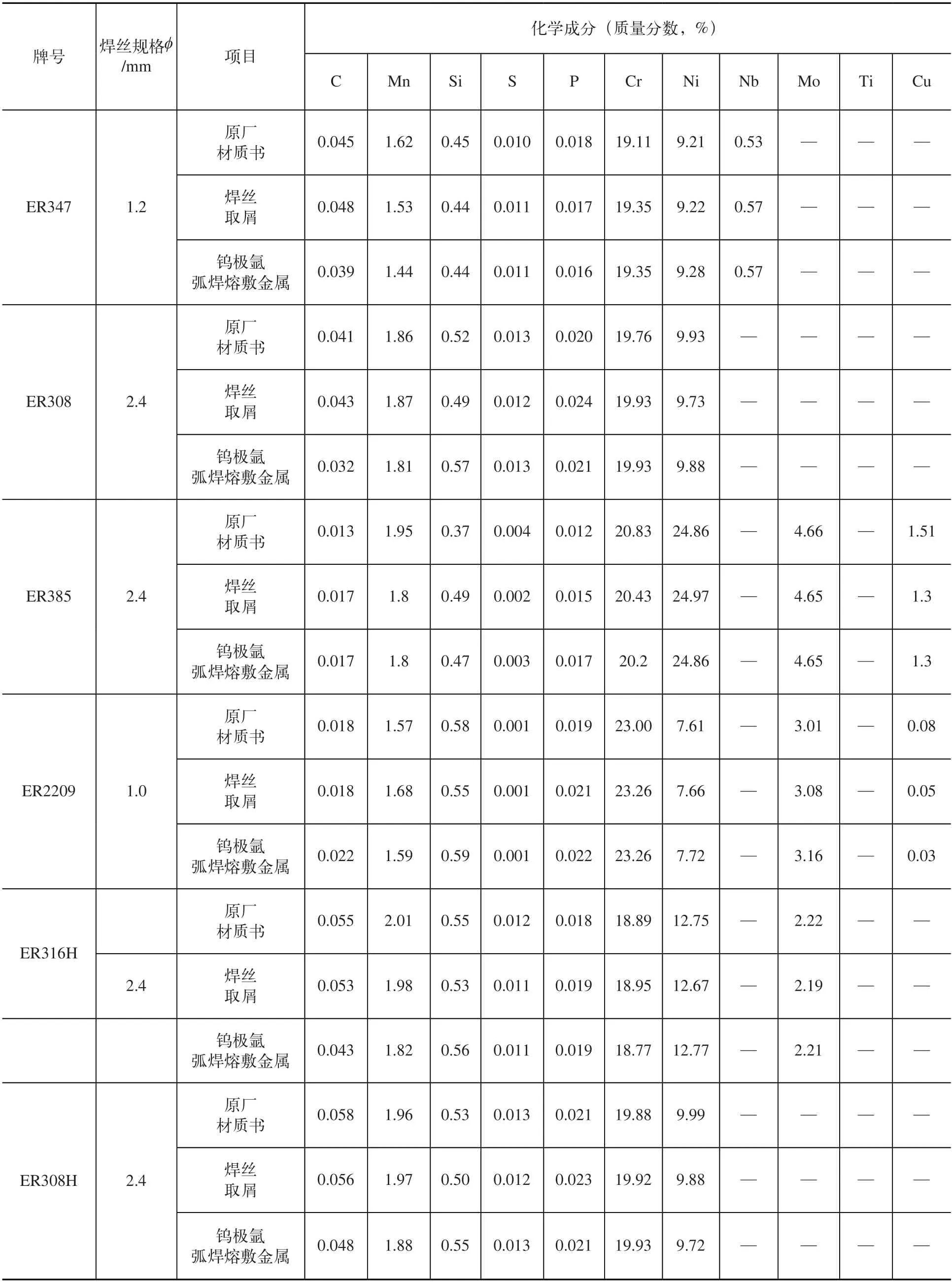
将光谱检测光谱块的结果和对焊丝取屑进行化学成分分析的结果,与焊丝原厂材质书进行对比,结果见表2。

表2 钨极氩弧焊光谱块成分、焊丝成分化验数值和焊丝材质书成分对比

(续)
(续)
从表2中发现,钨极氩弧焊制成的光谱块Mn元素相较于焊丝,会有少量的烧损,当wC>0.04%时,光谱块的碳会有少量烧损,其他元素基本与原焊丝含量相当。结合表1、表2可知,同品种、不同规格的焊丝采用不同焊接参数进行焊接后,其熔敷金属化学成分并没有因焊接参数不同而产生较大偏差。基于上述结果,可以使用光谱检测光谱块的化学成分来间接检测焊丝的化学成分。
(2)不同直径焊丝通过火花直读光谱仪进行成分检测的数据对比 火花直读光谱仪台面激发位置开孔直径为13mm,常用的焊丝规格有φ0.8mm、φ1.0mm、φ1.2mm、φ1.6mm、φ1.9mm、φ2.0mm、φ2.4mm、φ3.2mm、φ4.0mm和φ5.0mm,这些焊丝的直径均小于开孔直径,无法直接激发。因此,使用设备自带的专业夹具进行试验,分别对同炉号、不同规格的焊丝使用光谱对原焊丝进行成分检测,检测的规格分别为φ1.0mm、φ1.2mm、φ1.6mm、φ2.0mm、φ2.4mm和φ3.2mm,并对φ1.2mm焊丝制备的光谱块也进行了成分检测。检测数据见表3。

表3 同炉号不同规格不锈钢焊丝使用火花直读光谱仪检测数据
对试验结果进行分析发现,当焊丝规格≤φ1.6mm时,光谱仪不能直接对焊丝完成成分的检测工作,φ1.6~φ2.4mm的焊丝通过冲压机压扁的方法可以完成成分检测,但φ1.6mm焊丝的检测结果存在一定偏差,结果与原厂材质和化学法检测焊丝的结果有一些差距。焊丝直径越大,其结果与原厂材质书和化学法检测焊丝的结果越接近[3]。φ1.2mm焊丝使用钨极氩弧焊制备光谱块后,通过光谱进行检测,其结果与原厂材质书和化学法检测焊丝的结果比较接近,可以作为快速检测焊丝成分的方法。
4 结束语
1)焊丝采用钨极氩弧焊制备光谱块,其成分与原焊丝成分基本相当,其Mn含量较原焊丝略有烧损。当wC较高(≥0.04%)时,会有少量烧损。
2)采用斯派克MAXX光谱仪检测焊丝成分时,焊丝直径越小,其偏差会越大,当检测小直径焊丝时,应使用冲压机压扁焊丝来增加焊丝的受激发面积,从而提高检测结果的准确性。
3)当细直径焊丝不能激发时,使用钨极氩弧焊制备光谱块可以用来间接检测焊丝成分。
4)焊丝的C、S推荐使用碳硫仪进行测量,这样可以快速得到更准确的结果。
