提高铜锌铁矿石中伴生金银指标的试验研究
2023-02-23杨延宙谢兰馨冯媛媛许永伟赖春华
王 朝 杨延宙 谢兰馨 冯媛媛 许永伟 赖春华
(1.西部矿业集团科技发展有限公司,青海 西宁 810006;2.青海省有色矿产资源工程技术研究中心,青海 西宁 810006;3.青海省高原矿物加工工程与综合利用重点实验室,青海 西宁 810006;4.青海鸿丰伟业矿产投资有限公司,青海 格尔木 816000)
随着经济社会的发展,金银等贵金属资源的需求量加大,而资源的大量开发利用加剧了我国金银矿资源的贫化。金、银均为亲铜硫元素且极化能力强,多伴生于黄铜矿、辉铜矿、黄铁矿和闪锌矿等硫化矿物中[1]。加强多金属硫化矿中金银的综合回收研究,对最大程度利用金银资源具有重要意义[2-4]。阮华东等[5]经过多方案选矿试验比较,确定采用优先浮选铜—中矿再磨工艺流程处理武山铜矿石,以MA-1+MOS-2为铜高效捕收剂,在铜精矿品位和回收率均优于现场工艺的情况下,伴生金银的回收率分别提高2.07个百分点、2.38个百分点。针对甘肃某铜铅锌多金属硫化矿石,李国栋等[6]采用铜优先浮选—铅锌硫分离浮选工艺流程,闭路试验最终获得铜品位20.99%、铜回收率74.23%的铜精矿,及铅和锌品位分别为16.65%和27.32%、铅和锌回收率分别为91.11%和93.32%的铅锌混合精矿,富集在铜精矿和铅锌精矿中的金、银回收率分别达83.84%和88.27%。袁明华等[7]对云南某以铜、锌、金、银为主的多金属复杂硫化矿石进行试验研究,通过不同试验条件优化后,得出在低碱环境下选择组合抑制剂可有效将铜锌与硫分离,铜、锌、金、银的回收率分别提高1.92、2.83、10.93、11.91个百分点。
某铜锌铁多金属矿石中铜、锌、铁的品位分别为0.58%、1.44%和34.96%,为提高矿石中伴生金银的回收率,基于矿石性质,开展了系统的选矿试验研究,以达到合理回收伴生金、银矿物的目的,为现场生产提供理论依据。
1 试样性质
1.1 化学成分及物相分析
试验矿样取自我国某铜锌铁矿,对其进行化学多元素分析,结果见表1。
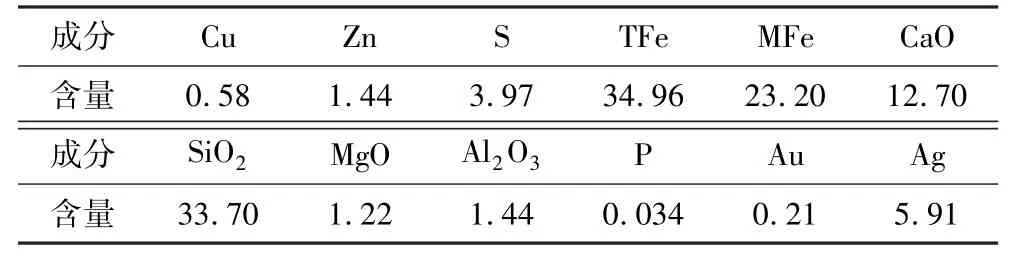
表1 试样化学多元素分析结果Table 1 Analysis results of chemical multi-elements for the samples %
由表1可知:试样中主要回收元素铜、锌、铁的品位为0.58%、1.44%、34.96%,伴生金银的含量分别为0.21 g/t和5.91 g/t。
铜、锌物相分析结果表明:铜以硫化物的形式存在,其中原生硫化铜占总铜的90.83%;锌主要以硫化锌的形式存在,分布率为87.50%,其次为12.50%的氧化锌。
1.2 矿物组成
试样中铜矿物主要有黄铜矿、辉铜矿、斑铜矿、赤铜矿、透视石和铜蓝等;锌矿物主要有铁闪锌矿、异极矿、菱锌矿、锰硅锌矿等。脉石矿物主要为钙铁榴石、闪石、长石、石英、辉石等。伴生金银矿物主要以显微包体和粒间填充等嵌布形式赋存于铜矿物中,因此回收伴生金银需最大程度地回收铜矿物。
1.3 黄铜矿的嵌布特征和解离度
工艺矿物学研究表明,黄铜矿的矿物量为0.42%,平均含Cu 34.92%、Fe 31.24%、S 33.84%。黄铜矿的平均粒径为0.024 mm,主要分布在-0.038 mm粒级范围内,累计占71.39%。黄铜矿的单体解离度仅为35.12%,未解离的颗粒主要以脉状、不规则状、星点状、格状与脉石矿物紧密共生。由此可见,黄铜矿粒度嵌布过细,这将会对铜矿物与脉石矿物的解离造成较大的影响,最终影响铜回收率的提高。另外,矿石中部分铜矿物与闪锌矿嵌布关系紧密,这会使得少量铜矿物进入锌浮选作业,造成铜回收率的降低,这些情况会不可避免地影响伴生金银的回收。
2 试验方案
矿石性质研究表明,金银主要富集于铜精矿中,少量富集于锌精矿中,要提高矿石中金银的回收率,应最大程度地提高铜的回收率。本试验主要讨论有价元素铜和锌的回收,后续铁的回收将另文讨论。
对于硫化铜锌矿石,通常采用优先浮选工艺或等可浮工艺[8-9]。考虑到本研究矿石氧化率较低,且等可浮工艺后续仍需进行铜锌分离作业,为降低企业成本及简化流程,本试验采用铜、锌依次优先浮选工艺流程进行优化试验研究。具体流程见图1。
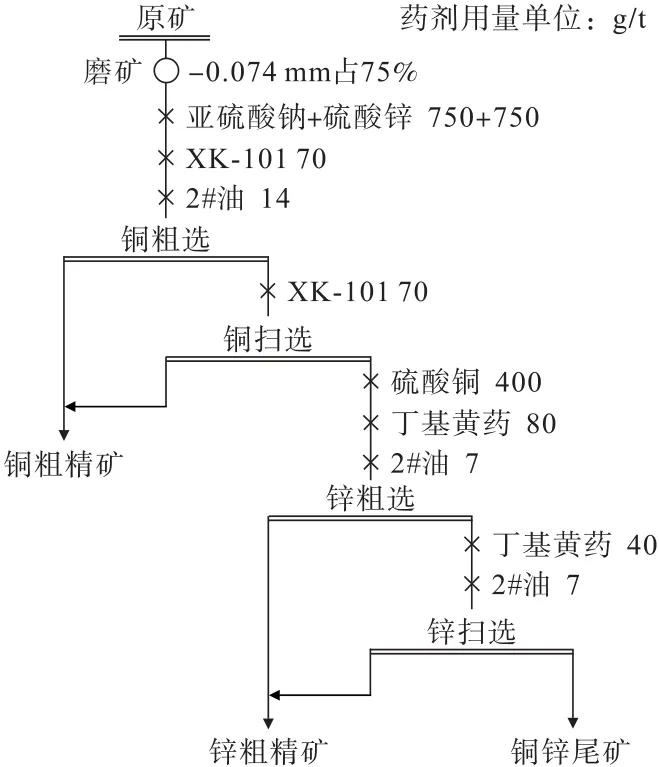
图1 铜、锌依次优先浮选工艺流程Fig.1 Copper,zinc priority flotation process
3 试验结果及讨论
3.1 铜、锌依次优先浮选试验
根据图1所示流程进行铜锌选别试验,结果见表2。
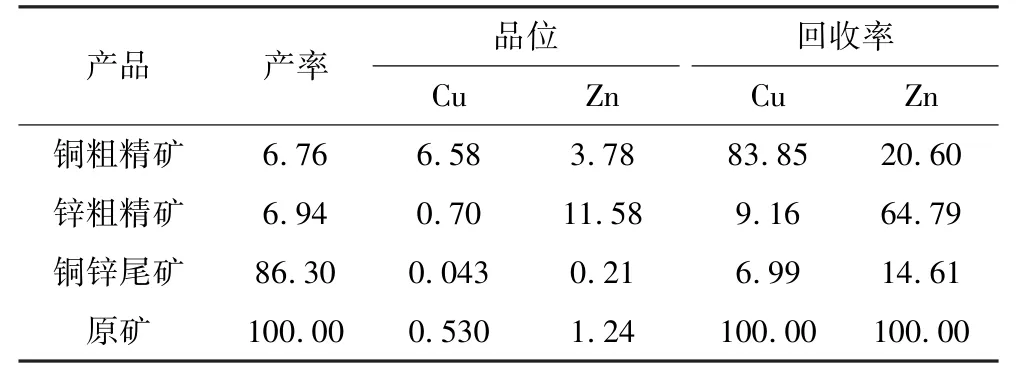
表2 铜锌选别试验结果Table 2 Results of copper and zinc separation test %
由表2可知:该试样适用于先铜后锌的优先浮选方式,铜粗精矿中铜品位为6.58%、铜回收率为83.85%,锌粗精矿中锌品位为11.58%、锌回收率为64.79%。铜粗精矿中含锌较低,锌粗精矿中含铜较低,铜、锌指标均较好。因此,后续试验均采取先浮铜后浮锌的浮选工艺。
3.2 条件优化试验
3.2.1 磨矿细度试验
磨矿细度是直接影响选矿指标和选矿成本的重要因素,磨矿细度过大会导致成本增加,过小影响精矿品位与产品回收率[10]。按图1所示药剂制度,选择-0.074 mm占65%、70%、75%、80%、85%为试验磨矿细度,采用“1粗1扫”进行铜选别试验,结果见图2。
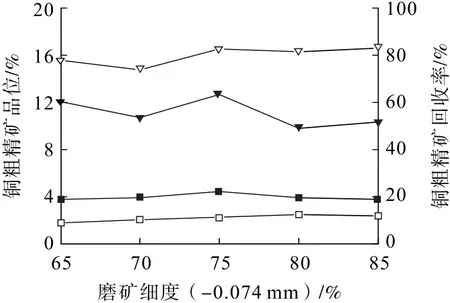
图2 磨矿细度试验结果Fig.2 Results of grinding fineness test
由图2可知:随着磨矿细度的提高,铜粗精矿中铜品位先增加后减小,铜回收率逐渐增加,幅度较小。磨矿细度为-0.074 mm占75%时,铜粗精矿中铜回收率为82.68%,继续增加磨矿细度,铜品位下降幅度较大。综合考虑,确定适宜的磨矿细度为-0.074 mm占75%。
3.2.2 亚硫酸钠+硫酸锌用量试验
亚硫酸钠和硫酸锌是铜浮选常用调整剂[11-12]。参考图1所示药剂制度,固定亚硫酸钠与硫酸锌总用量为1 500 g/t,进行铜浮选调整剂用量试验,结果见图3。
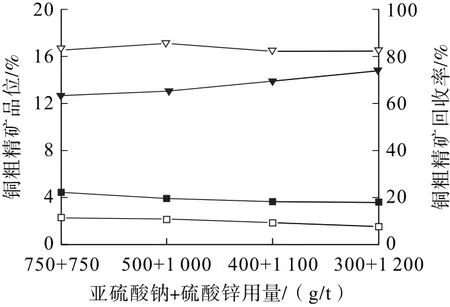
图3 调整剂用量试验结果Fig.3 Results of adjusting agent dosage test
由图3可知:随着亚硫酸钠与硫酸锌用量比例的减小,铜粗精矿中锌品位和回收率均逐渐减小,铜粗精矿中铜品位逐渐增加,铜回收率先增加后降低。当亚硫酸钠为500 g/t、硫酸锌用量为1 000 g/t时,铜锌指标均较好。因此,确定适宜的调整剂用量为亚硫酸钠+硫酸锌500+1 000 g/t。
3.2.3 捕收剂种类试验
固定磨矿细度为-0.074 mm占75%,加入500 g/t的石灰,调节矿浆pH值为7.7,在亚硫酸钠+硫酸锌用量500+1 000 g/t、粗扫选2#油用量均为14 g/t的条件下,考察捕收剂种类[13-15]对铜浮选指标的影响,结果见图4。其中捕收剂粗选用量为56 g/t,扫选用量为28 g/t。
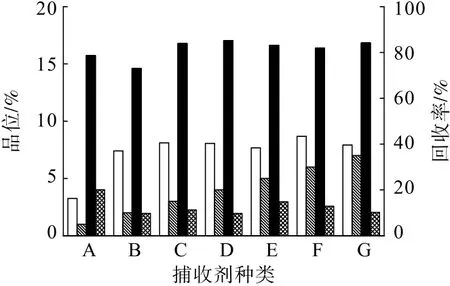
图4 捕收剂种类试验结果Fig.4 Results of collector types test
由图4可知:新型捕收剂8250对铜的捕收性能最好,相同条件下铜粗精矿中铜品位较高,且含锌较低。因此,后续采用8250为铜捕收剂。
3.3 新工艺闭路试验
现场药剂制度为25#黑药+Z-200作选铜捕收剂,丁基黄药作选锌捕收剂,原工艺试验结果见表3。

表3 原工艺铜捕收剂(25#黑药+Z-200)+锌捕收剂丁基黄药闭路试验结果Table 3 Closed-circuit test results of copper collector (25# black drug +Z-200) + zinc collector butyl xanthate %
捕收剂筛选试验表明,8250有较好的铜捕收性能。根据8250捕收剂特性,采用同系列的8194作为锌捕收剂,并添加对应的起泡剂AF-20。采用“1粗2扫3精”选铜、“1粗2扫3精”选锌,具体药剂制度见图5,试验结果见表4。
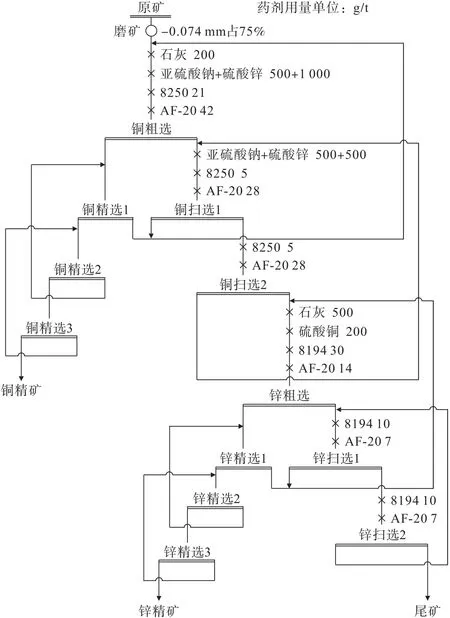
图5 铜捕收剂8250+锌捕收剂8194闭路试验流程Fig.5 Closed-circuit test flow chart of copper collector 8250+ zinc collector 8194

表4 铜捕收剂8250+锌捕收剂8194闭路试验结果Table 4 Closed-circuit test results of copper collector 8250+ zinc collector 8194 %
由表3可知:原工艺在原矿含铜0.562%、含锌1.58%的条件下,可获得含铜22.680%、铜回收率81.48%的铜精矿,及含锌37.16%、锌回收率76.91%的锌精矿。铜精矿金回收率为38.39%、银回收率为50.40%。
由表4可知:在原矿含铜0.555%、含锌1.59%的条件下,采用新的药剂制度,可获得含铜20.801%、铜回收率88.92%的铜精矿,及含锌50.86%、锌回收率75.82%的锌精矿。铜精矿金回收率为48.03%、银回收率为71.16%。铜回收率比原工艺提高7.44个百分点,金、银均已达到计价标准且回收率较原工艺分别提高9.64个百分点和20.76个百分点。
4 结 论
(1)某铁铜锌多金属矿含铜0.58%、锌1.44%、全铁34.96%、金0.21 g/t、银5.91 g/t。铜以硫化物的形式存在,其中原生硫化铜占总铜的90.83%;锌主要以硫化锌的形式存在,分布率为87.50%,其次为12.50%的氧化锌。伴生金银矿物主要以显微包体和粒间填充等嵌布形式赋存于铜矿物中,回收伴生金银需最大程度地回收铜矿物。
(2)根据8250捕收剂特性,采用8194作为锌捕收剂,AF-20作为起泡剂,铜工艺:“1粗2扫3精”;锌工艺:“1粗2扫3精”。可获得含铜20.801%、铜回收率88.92%的铜精矿,及含锌50.86%、锌回收率75.82%的锌精矿。铜精矿金回收率为48.03%,银回收率为71.16%。
(3)采用8250选铜捕收剂,铜回收率比原工艺提高7.44个百分点,金、银均已达到计价标准且回收率较原工艺分别提高9.64个百分点和20.76个百分点。
