履带销硫化挂胶脱模装置及脱模方法
2023-02-10王东
王东
(南京金三力橡塑有限公司,江苏 南京 210061)
0 引言
履带销挂胶的制作方式一般是将橡胶圈黏结在履带销上,橡胶圈与履带销一并压入履带履带销内,其紧度要求达到橡胶圈在履带销内即使有足够大的摩擦力也不能转动的程度。组装好的铰链上,橡胶可填满履带销的全部空间[1]。目前坦克中最常见的双销履带基本都采用该技术,故挂胶履带销的制造批量化已成为当务之急。
由于挂胶履带销在行驶过程中容易受到巨大的牵引力和压力,属于消耗件,故在日常的训练中需要定期进行检查更换。然而当前市场上挂胶履带销加工流程都是普遍采用胶料预成型后,再填入履带销进行模压硫化生产,然后再手工打磨处理,各个环节都是手工操作,自动化水平较低,各个环节人为因素较多,产品质量风险较大。
市场上也有其他产品采用自动脱模设计,如中南大学艾琦等人对V型橡胶弹簧双腔自动脱模进行模具设计[2]和汽车橡胶垫圈自动脱模进行机构设计[3]。衡阳华意机械有限公司的都兴武提出了硅胶绝缘子注射成型的自动脱模装置[4]。
另外检索专利:一种自动脱模橡胶硫化装置(中国专利申请号:201310135416.X,申请日:2013年04月18日),该发明通过在下加热板上设置导轨和挡板,使下模板推入到硫化机下加热板后位置固定,同时上模板被固定在上加热板中,从而使硫化机上、下加热板在开、合中实现模具的脱模和闭合,取代原来模具整体通过人工操作分离上下模取出。
专利:一种用于汽配胶管生产线的脱模机器人及方法(中国专利申请号:201910717837.0,申请日:2019年 01月12日),该第一夹持组件主要用于在脱模过程中,将需要脱模的橡胶管进行压紧。压紧过程中,通过夹紧气缸驱动夹紧板,通过夹紧板将橡胶管压紧在承载台上,保证了正常的脱模过程。
以上装置虽能够辅助硫化后的橡胶从模具中顺利脱出,但需大批量生产时,将脱模后的橡胶从模具中拿出费时费力。同时由于所脱模的对象与挂胶履带销结构不一致,无法满足对挂胶履带销的脱模要求。因此,在挂胶履带销领域,硫化脱模一体化还需有很大的改进空间,才能减轻工人的劳动强度,避免模具的损坏,快速提高生产效率。
针对现在市场上的履带销硫化挂胶后无法自动脱模问题,本文设计了一种履带销硫化挂胶脱模装置及脱模方法,通过在脱模部中设置能够在履带销的销孔与脱模部之间作往复运动的穿杆,穿杆能够在硫化部开模时固定履带销,并设置护板用于放置由穿杆脱模后的挂胶履带销;该脱模装置根据履带销特性设计,全程机械化运作,无需人工拿取挂胶履带销,进一步保障工人作业时的安全性,避免履带销掉落砸坏模具。
1 脱模装置
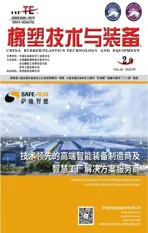
本文设计了一种履带销硫化挂胶脱模装置,属于橡胶硫化和修边整套设备联动领域。本文的硫化成型模具,根据履带销产品(见图1 产品图)胶珠结构进行设计,多余飞边尺寸与骨架形成0.1~0.3 mm的间隙,宽度3 mm,其余尺寸放开,便于后期修边。电加热框式硫化机台有上下两层,可以放置2层模具(见图2 模具图),护板气缸连接护板、上模和下模穿杆气缸分别连接上下穿杆,这些都通过PLC实现和硫化机的联动(见图3 总装配图)。硫化后,穿杆插入销耳骨架内孔中,保证履带销不下落砸伤模具型腔,然后护板进入,穿杆后退使得履带销落在护板上,操作人员从护板上取出履带销即可。
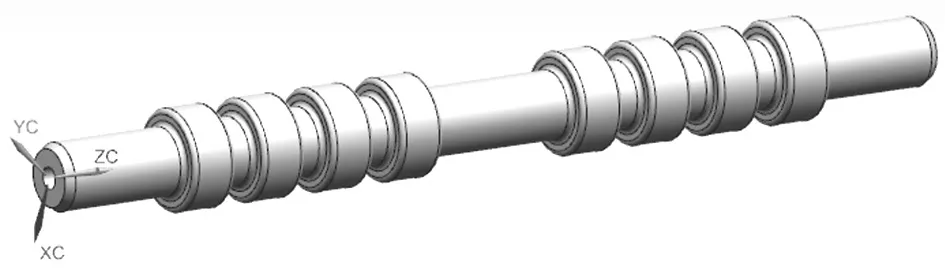
图1 产品图
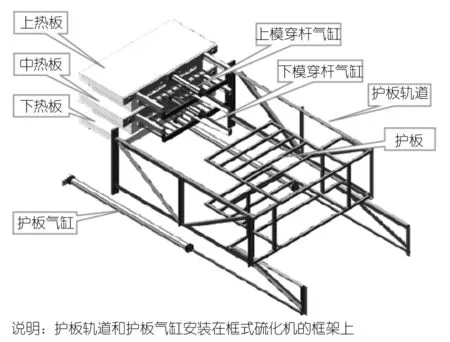
图3 总装配图
履带销的修边从人工打磨变为手工撕边,降低劳动强度,且在生产过程中一并操作。通过穿杆和护板联动装置解决了原本利用撬棒挨个手工起模的问题、防止履带销掉落砸伤模具型腔,只需挨个拾取履带销,大大降低劳动强度和提高模具的使用寿命。
2 脱模方法
脱模流程如下:
填料(机台打开,放入胶料和骨架,穿杆和护板后移)→合模硫化(穿杆和护板后移位置不变)→开模(提前5~10 s穿杆进,护板位置不变)→开模到位(护板进,穿杆后移)→取制品,手工撕边→重复“填料”循环。
具体要求如下:
(1)履带销硫化挂胶脱模装置和脱模方法,包括定制版框式电加热硫化机、2层自主设计手工撕边模具、护板、护板气缸、护板轨道、上模穿杆、上模穿杆气缸、下模穿杆、下模穿杆气缸和PLC连接控制系统。
(2)根据权利要求(1)所述的履带销硫化挂胶脱模装置和脱模方法,其特征在于:定制版框式电加热硫化机为上下两层加热,控制单位均为PLC控制。
(3)根据权利要求(1)所述的履带销硫化挂胶脱模装置和脱模方法,其特征在于:自主设计手工撕边模具根据销耳胶珠结构进行设计,多余飞边尺寸与骨架形成0.1~0.3 mm的间隙,宽度3 mm,其余尺寸放开,便于后期修边。
(4)根据权利要求(1)所述的履带销硫化挂胶脱模装置和脱模方法,其特征在于:所述护板通过护板气缸实现往复运动,护板气缸通过电控阀门与PLC联动,在护板轨道上实现规律运动。
(5)根据权利要求(4)所述的履带销硫化挂胶脱模装置和脱模方法,其特征在于:所述护板为长方形内部嵌入多根镶条结构,既能接住产品不掉落,也能保障其轻量化。
(6)根据权利要求(4)所述的履带销硫化挂胶脱模装置和脱模方法,其特征在于::所述护板轨道安装在框式硫化机的框架上。
(7)根据权利要求(4)所述的履带销硫化挂胶脱模装置和脱模方法,其特征在于:所述控制护板气缸的电控阀门与PLC联动,保证护板的有序往复运动。
(8)根据权利要求(1)所述的履带销硫化挂胶脱模装置和脱模方法,其特征在于:所述上、下模穿杆通过上、下模穿杆气缸现往复运动,上、下模穿杆气缸通过电控阀门与PLC联动,实现规律运动。
(9)根据权利要求(5)所述的履带销硫化挂胶脱模装置和脱模方法,其特征在于:所述上、下模穿杆为小于销耳骨架内孔直接的实心刚强度圆钢均匀排布,和模腔中心孔一一对应。
(10)根据权利要求(7)所述的履带销硫化挂胶脱模装置和脱模方法,其特征在于:所述上、下模穿杆气缸的电控阀门与PLC联动,保证上、下模穿杆的有序往复运动。
(11)一种利用权利要求(11)~(10)中任一项所述的履带销硫化挂胶脱模装置和脱模方法,其特征在于:包括以下步骤。
S1:填料,图4所示。定制版框式电加热硫化机打开,放入销耳骨架和橡胶胶料,上、下模穿杆和护板处于后移到位状态。
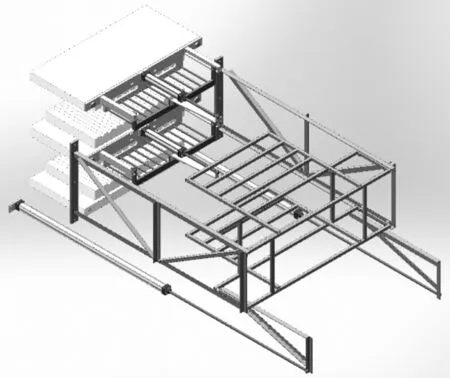
图4 填料
S2:合模硫化,图5所示。定制版框式电加热硫化机合模加压,上、下模穿杆和护板处于后移到位状态不变。
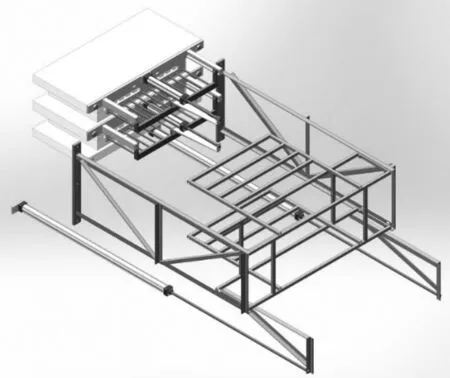
图5 合模硫化
S3:开模,图6所示。提前5~10 s(试穿杆气缸动作时间而定)将上、下模穿杆插入销耳骨架内孔中,用来固定履带销起模过程中不脱落而砸伤模具。护板位置保持不变。
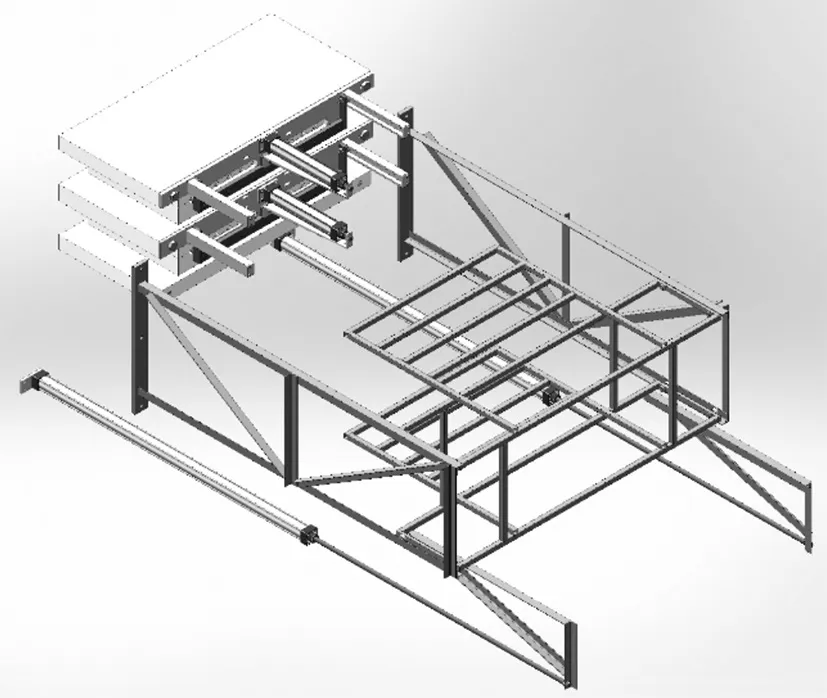
图6 开模
S4:开模到位,图7所示。护板前移,上下穿杆后移,穿杆和销耳骨架内孔分离,护板接住履带销。完成履带销的脱模过程。
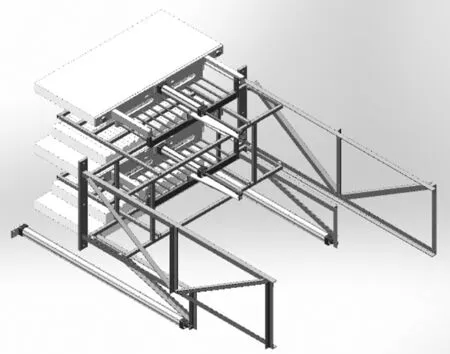
图7 开模到位
S5:取出履带销,手工撕边,再重复S1~S4步骤。以上步骤均通过PLC控制,设置好程序后自动操作,不需要人为干预。
3 结束语
本文设计了一种履带销硫化挂胶脱模装置和脱模方法,制作安装了实物,并进行了一次模拟试验,试验结果表明,本文设计的履带销硫化挂胶脱模装置具有如下优点:
(1)该脱模装置根据履带销特性设计,全程机械化运作,无需人工拿取挂胶履带销,进一步保障工人作业时的安全性,避免履带销掉落砸坏模具。
(2)履带销硫化挂胶脱模装置制作成本低、易于实现,脱模方法简单,生产效率显著提高。