燃料电池金属双极板连接技术研究现状*
2023-02-08郭朋彦魏新敬康王冠曾鑫昊
郭朋彦,魏新敬,康王冠,任 赟,程 文,曾鑫昊
(1.华北水利水电大学,河南 郑州 450045;2.河南省新能源车辆热流电化学系统国际联合实验室,河南 郑州 450045)
燃料电池可以直接通过内部的氧化还原反应将储存在燃料中的化学能高效转化为电能,具有能量转换效率高、环境友好、可利用多种燃料等优点[1],被广泛应用于汽车、航空航天、潜艇等领域。其中,以氢气作为燃料质子交换膜燃料电池(Proton Exchange Membrane Fuel Cell,PEMFC)具有启动快、噪声低、无污染等优点,受到各国政府和企业的高度重视。
质子交换膜燃料电池主要由膜电极组件(MEA)和双极板两部分组成[2]。双极板作为质子交换膜燃料电池的核心组件,在燃料电池中起到均匀分配气流、收集电流、冷却和支撑等作用[3],对燃料电池的电堆性能有着非常重要的影响。目前,双极板的制造材料主要有石墨、金属以及复合材料,与另外两种材料制造的双极板相比,金属双极板具有体积功率密度高、结构简单、机械强度高、抗冲击能力强、易于批量制造、成本低等优点,被认为是制造燃料电池双极板的最佳材料。
通常来说,金属双极板是先将0.1mm的超薄金属板冲压成阴阳单极板,然后由两块单极板通过连接工艺对应连接而成,为了防止隔氧化剂和还原剂以及冷却液三者互相干扰,双极板的连接工艺需要达到一定的工艺要求,包括良好的气密性、足够强的接头强度以及连接后流道通畅不被堵塞,连接接头具有一定的耐腐蚀性,以保证燃料电池的寿命[4]。因此,金属双极板连接技术的研究对提高燃料电池性能和使用寿命,降低生产成本具有重要意义。
本文通过对金属双极板连接技术国内外研究现状的分析,讨论了金属双极板连接技术存在的问题,指明了金属双极板连接技术的发展趋势。
1 金属双极板连接技术研究现状
在过去的研究中,为了实现金属双极板的有效连接,国内外金属双极板连接领域的研究者,研究了包括胶粘、钎焊、电阻缝焊、搅拌摩擦焊、超声焊接、激光焊接等在内的多种工艺,并分别从生产效率、变形控制、接头品质等方面进行评价。
1.1 金属双极板连接技术国外研究现状
Fuss等人[5]发明了一种通过导电粘合剂粘结阴阳极单极板制造燃料电池双极板的方法。Newman等人[6]发明了一种高效制造涂覆双极板燃料电池的方法,将已涂覆传导涂层的单个金属板焊接在一起以形成用于燃料电池的双极板。Neutzler等人[7]提出了对燃料电池金属双极板进行钎焊连接,对钎料的选择方法、钎焊的工艺步骤等进行了详细的研究。
Gholami Omid等人[8]以焊缝强度和抗泄露性能为评价指标,研究了电极压力、焊接能量、电极速度等电阻缝焊的焊接工艺参数对304不锈钢燃料电池金属双极板焊接品质的影响,根据影响规律优化了电阻缝焊工艺参数,得到了焊接能量为14ws、电极压力为20N和电极速度为300mm/min的最佳电阻缝焊工艺参数。
Harald等人[9]发明了一种真空夹持激光焊接燃料电池金属双极板的方法,该方法结合了激光焊接和真空夹持的优点:焊缝的热输入集中、强度高、夹持紧密,焊接过程稳定,但是焊接条件较为苛刻,不适于批量生产。
韩国的柳成弼等人[10]发明了一种采用搅拌摩擦焊进行双极板的焊接的方法,搅拌摩擦焊的设备如图1所示,双极板的待焊接部分为V型结构。搅拌摩擦单元在焊接时压在双极板V型结构的两个侧面上并快速旋转,摩擦部位由于摩擦热或塑性流动产生的热而软化或熔化,最终两个单板以塑性流动的状态结合。搅拌摩擦焊的热输入量较少,导致的热变形也较小,可以有效地控制焊接变形。
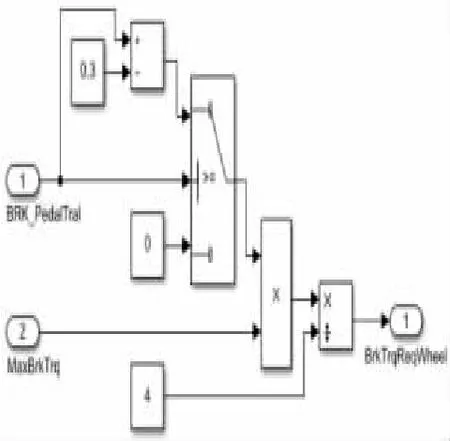
图1 金属双极板搅拌摩擦焊装置
韩国的金荣建等人[11]发明了一种用于燃料电池金属双极板连接的超声焊接装置,该焊接装置通过超声振动来粘合由金属材料制成的燃料电池的金属阳极板和金属阴极板,可以减少双极板的焊接变形,并且不会由于压痕而产生裂纹。
1.2 金属双极板连接技术国内研究现状
大连交通大学的徐洪峰等人[12]发明了一种新型的双极板焊接方法,该方法首先将压制好的带有流场和进出口的阴阳极单极板需要焊接的部位涂覆上低熔点的合金焊料,厚度约为40~60μm,然后将有焊料的面相互接触,叠放在一起,放入平板热压机中,在150~180℃焊料熔化温度和0.5~1MPa压力下,热压1~8min,热压后涂敷的低熔点焊料融化并将两块单极板连接到一起形成双极板。该方法焊接工艺简单,制得的双极板不变形、平整、强度好、性能均一。
大连交通大学的翟长峰[13]提出采用真空钎焊技术对金属双极板进行连接,并与激光焊接金属双极板进行对比分析。结果表明:钎焊不锈钢双极板的最佳钎料为TS-4AgSn,使用该钎料钎焊的最佳工艺参数为钎焊温度250℃、钎焊保温时间15min、真空度10e-2Pa。与激光焊接相比,真空钎焊技术可以有效降低不锈钢双极板的变形,但是该方法需要在真空条件下进行,对焊接环境的要求较高,不利于批量生产。
大连交通大学的姚宇新等人[14]把双极板视为薄板,通过对薄板失稳的分析,确定薄板失稳的最小临界压应力和薄板焊接加热、冷却过程中的最大压应力,进而确定控制双极板焊接变形的预拉应力。
彭林法等人[15]提出了一种电辅助固态焊接工艺,并通过试验研究了电流和工艺条件对粘结强度的影响。结果表明:与传统固态焊接相比,电辅助固态焊接可以大大提高固态焊接的性能。
胡唯[16]建立了针对燃料电池金属双极板整体焊接变形的评价方法,基于该方法研究了激光胶焊工艺参数对极板整体变形的影响规律,研究结果表明:与激光焊接工艺相比,激光胶焊工艺中胶层的引入,促进了热量自上层板向下层板的传递,减小了由于热量横向扩散引起的变形,胶层的连接力保证了上下层板始终保持连接,装夹约束小,进而使得焊接变形小。
易培云等人[17]基于固有应变理论建立了双极板横向变形分析模型。同时,提出了一种基于熔池几何形状的角度变形评估模型。最后,基于前面的预测模型,提出了一个计算双道焊BPP焊接诱导形状误差的公式,并通过实验验证了公式的正确性。
杜祥永[18]进行了基于单模激光器的燃料电池金属双极板焊接工艺研究,建立了单模激光焊接金属双极板的实验平台,比较了单模激光相对于多模激光焊接金属超薄板的优势与特性,同时验证了单模激光实现对0.1mm厚316L不锈钢薄板高速焊接的可行性,并通过单模激光高速焊接工艺实验,得到了焊接工艺参数对起收焊点和转弯路径处焊缝形态的影响规律,获得了改善高速焊接起收焊点和转弯路径处焊缝品质的工艺参数范围。
华中科技大学的王梦然[19]采用脉冲激光焊接的方式对304不锈钢双极板进行试验研究,在输出电流为70A、脉宽1.3ms、频率20Hz、速度200mm/min的焊接参数下,可得到符合品质要求的双极板。
许等人[20]通过数值模拟的方法对不锈钢双极板钎焊焊接接头的残余应力进行分析,研究了夹紧压力、钎焊间隙和钎料类型等工艺参数对残余应力的影响。结果表明:夹紧压力对不锈钢双极板钎焊接头残余应力的影响不大,残余应力随着钎焊间隙的增大而减小,应选择0.03mm的钎焊间隙,以节约钎料,SAC305作为不锈钢BBP的焊料。
刘峰等人[21]对金属双极板的激光焊接位置和顺序进行了优化,提出了一种先焊接极板中间部分,再焊接极板次外围,接下来焊接极板次中间,最后焊接极板最外围的焊接方法。焊接结果表明,采用该方法焊接后的金属双极板的翘曲度可以保持在1~2mm。
湖南理工大学的肖朝阳[22]采用脉冲光纤激光器对0.15mm厚的不锈钢双极板进行叠焊试验研究,综合考虑了焊缝表面缺陷以及双极板为熔透的焊接要求,得到了金属双极板最佳未熔透工艺参数为激光焊接功率80W,焊接速度40mm/s,离焦量为0mm,脉冲宽度为50ns。
张晓龙等人[23]采用单模光纤激光焊对0.1mm厚316L不锈钢双极板进行搭接焊工艺研究,观察焊接接头正面以及截面组织形貌,并分析不同工艺参数对焊缝成形以及接头力学性能的影响。结果表明,焊缝表面品质良好,焊接接头可达到熔透连接,焊缝的熔深和熔宽与激光功率成正比,与焊接速度成反比;在熔透连接的情况下,焊缝强度满足双极板的强度要求。焊接接头显微硬度呈“M”型分布。
2 金属双极板连接技术存在的问题以及发展趋势
通过对国内外金属双极板连接技术研究发现,胶粘、钎焊、电阻缝焊、搅拌摩擦焊、超声焊接等连接方法都能实现金属双极板的有效连接,但是以上方法或多或少地存在变形大、效率低、成本高等问题,从而影响燃料电池电堆的性能、成本和使用寿命。相比之下,激光焊接工序简单,焊接速度快,易于建立批量化生产系统,被认为是双极板连接工艺中最为高效和低廉的连接方式。
然而,在过去的研究和生产中发现金属双极板激光焊接过程中存在焊缝品质缺陷(焊穿和虚焊)以及焊后变形大等问题需要进一步研究。针对焊缝品质缺陷问题,通过仿真与实验相结合的方法优化激光焊接工艺参数,避免出现焊缝品质缺陷。针对焊后变形大的问题,设计合理的夹具以及研究适合的变形控制方法,减少金属双极板激光焊接产生的变形,从而提高金属双极板生产的成品率,降低金属双极板的生产成本,实现金属双极板的快速批量制造。
3 总结
金属双极板连接技术的研究对于提高燃料电池性能和寿命,降低燃料电池成本具有重大意义。本文分析了金属双极板连接技术的国内外研究现状,讨论了金属双极板连接技术存在的问题,指明了金属双极板焊接技术的发展趋势,为中国金属双极板连接技术的研究提供了一定的理论参考。