强度不合格在役大口径三通修复方法研究
2023-01-25徐烈贾海东曹俊李世强马卫锋
徐烈 贾海东 曹俊 李世强 马卫锋
1国家管网集团西部管道有限责任公司
2中国石油集团工程材料研究院有限公司
3华北油田公司第四采油厂
大口径三通管件是油气输送管道工程中的重要配件,它能实现改变油气输送方向、改变管径大小、分流和特殊连接等作用。然而大口径三通由于其形状的不规则性,在制造领域是工程技术难题[1]。三通的制造工艺有铸造、液压胀形、焊接和热挤压成形等。其中,热挤压三通为国内制造高强度、大口径油气站场管件的主要技术。三通管件的热挤压工艺主要的工序为:制坯、压扁、鼓包、拉拔和热处理[2]。国外关于三通的标准主要有MSS SP—75 《High Strength Wrought Butt-welding Fittings》、ISO 15590—2 《Petroleum and Natural Gas Industries-Induction Bends,Fittings and Flanges for Pipeline Transportation Systems—Part2:Fittings》、ASME B16.9 《Factory-made Wrought Butt-welding Fittings》,国内关于管件的标准主要有GB/T 29168.2—2012《石油天然气工业管道输送系统用感应加热弯管、管件和法兰第2 部分:管件》和SY 0609《优质钢质对焊管件规范》等[3]。这些管件标准在制造方面对管件成形的制造工艺方法作了要求,即管件的成形方法不产生有害缺陷,但对管件的制造工艺未作规范化和程序化的规定。然而,从标准执行上难以保证管件制造工艺满足管件的性能要求,以致运行中管件可能有潜在安全风险。对管件的热处理,GB/T 12459—2017《钢制对焊无缝管件》只要求冷加工成形,CrMo 钢、不锈钢热加工成形及碳钢最终成形温度低于750 ℃的三种工艺情况进行管件热处理,而对其他钢材和制造工艺(包括成形温度)加工的管件均不要求热处理[4]。这种规定,将难以保证管件的性能和质量,以及消除管件制造中产生的残余应力。在对管件进行热处理过程中,由于三通结构不规则性和热处理工艺的执行不严格等原因,成批的大口径三通力学性能并未能全部达到技术要求[5]。由于性能无损检测手段的滞后,存在强度性能不合格三通未被抽查筛查出来。诸多学者利用有限元模拟方法独特的优势研究管道和管件的修复。王勇军等[6]通过有限元模拟方法研究复合材料的最优层数与缺陷尺寸的关系。帅健等[7]利用有限元方法进一步论证了复合材料的补强层数与缺陷尺寸的关系。陈杰[8]采用有限元和试验结合的方式研究环氧套筒修复含缺陷管道。
建立完善、高效的管道应急抢修体系,提高管道企业应对重大突发事件的应急处置能力非常重要[9]。目前针对在役强度不合格三通修复的研究较少。因此,针对在役强度不合格三通进行修复技术亟待进一步研究,从而能保障天然气站场安全运行。
1 三通修复技术分析
针对强度不合格三通进行修复,而不是进行高成本的动火换管作业,从而能更有效地保障天然气站场的安全运行。在天然气站场中,如利用B型套筒或者异形B型套筒(无成熟技术)则需要进行降压动火焊接或放空操作,场站停输及现场动火作业工艺处置现场施工难度大。使用复合材料修复虽然操作简单,但只能修复局部腐蚀缺陷[10-11]。对不合格三通进行修复时,涉及到异形结构修复问题。整体三通进行复合材料修复时存在腹部缠绕问题,且复合材料后期老化问题无法彻底解决,无法实现低强度三通的永久修复,因此不适合修复整体强度不合格三通。环氧钢套筒作为临时修复措施[12-13],其修复可靠性较高,能在相当长时间内保证修复质量,且可以实现不停输、不降压修复,不需要动火作业。三通修复方式比选调查如表1所示。上述三种修复方式,在现有的标准中,复合材料修复是临时修复,B型套筒修复是永久修复,而环氧钢套筒在一定条件下可以作为永久修复,需进行定期检查。通过对GD 1033、Q/SY 1592、GB 32167、PRCI—2006、ASME B31.8、CSA Z662和ASME PCC—2 标准分析,以上7 个标准均允许修复外腐蚀、管体制造缺陷和管体机械损伤缺陷,ASME B31.8—2016 支持环氧套筒对环焊缝缺陷进行永久性修复。异形环氧钢套筒修复的案例较少,公开文献中发现李尚鹏等人[14]采用异形环氧钢套筒对卤水管道焊台进行修复。因此,本文重点研究异形环氧钢套筒修复强度不合格三通。

表1 强度不合格三通修复方式的比选结果Tab.1 Comparison and selection results of repair methods for tees with unqualified strength
然而,在采用异形环氧钢套筒修复三通本体时存在一些问题:三通本体强度问题与三通环焊缝问题如何区别进行修复;异形环氧钢套筒是否需要覆盖三通与直管对接的环焊缝。可将环焊缝缺陷问题和三通强度不合格问题结合进行对待,分级修复(表2)。
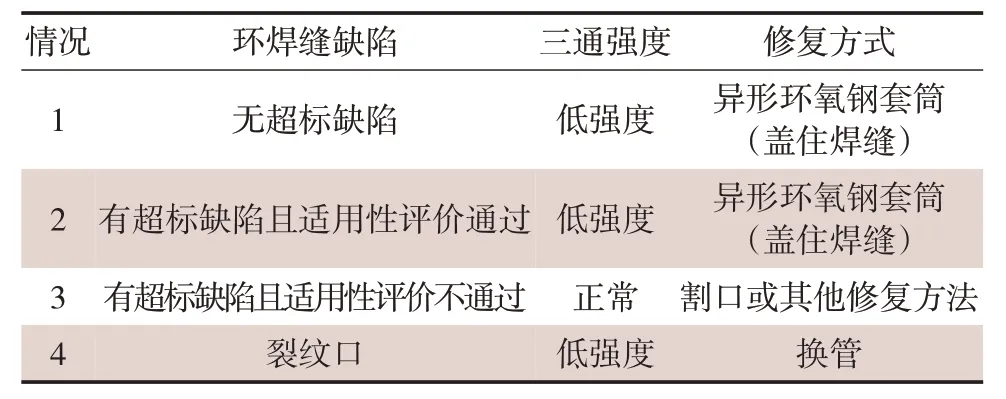
表2 三通分级修复方法Tab.2 Graded repair method of tee
2 三通修复有限元模型
通过有限元模拟分析方法,能分析三通支管对异形环氧钢套筒修复三通的影响,选取DN1 000 mm×450 mm 和DN1 000 mm×800 mm 三通规格作为有限元模拟对象,分别编号为T1 和T2。根据三通的实测壁厚与实测外形结构尺寸在CATIA(计算机辅助三维交互式应用)软件中分别建立几何模型。三通外形结构编号如图1 所示。T1 和T2 三通的实测外形结构尺寸与壁厚实际取值如表3 所示。模拟6种异形环氧钢套筒修复方式对T1 和T2 进行修复,6种异形环氧钢套筒的修复方式分别为未盖住焊缝175 mm(修复方式A),未盖住焊缝100 mm(修复方式B),刚好盖住焊缝(修复方式C),盖住焊缝100 mm(修复方式D),盖住焊缝200 mm(修复方式E)和盖住焊缝300 mm(修复方式F)如图2和图3所示。

表3 三通实测外形结构尺寸与壁厚Tab.3 Measured shape structure size and wall thickness of tee
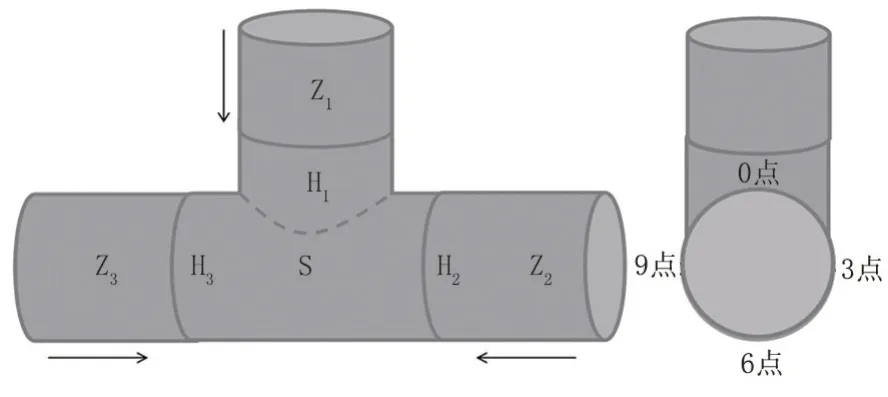
图1 三通外形结构编号示意图Fig.1 Schematic diagram of the number of the shape structure of tee
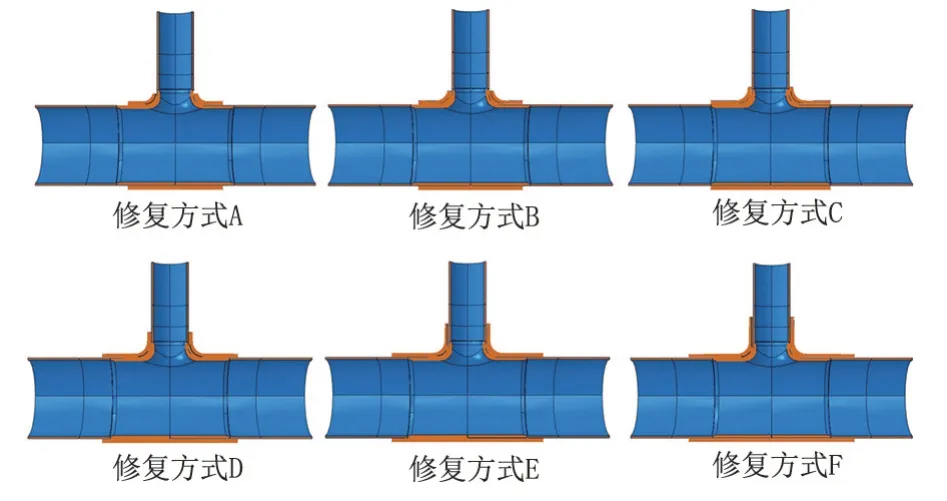
图2 T1三通6种修复方式Fig.2 Six repair methods of T1 tee

图3 T2三通6种修复方式Fig.3 Six repair methods of T2 tee
T1和T2的12种有限元模型的三通本体屈服强度设置为245 MPa,采用ABAQUS(有限元仿真)软件对失效三通进行有限元模拟分析,材料模型选用弹塑性模型:

式中:E为弹性模量;εe为弹性应变;σs为屈服应力;K为强度系数;n为应变硬化指数;εp为塑性应变;σ为真应力,弹性模量取210 GPa,泊松比取0.3。
Z1,Z2,Z3直管段部分弹塑性阶段采用的是X70材料属性,壁厚为26.2 mm,根据API SPEC 5L标准给定的屈服强度、抗拉强度与伸长率取值,分别为485 MPa、570 MPa 与18%。环氧套筒采用16Mn材料属性,屈服强度为345 MPa。环氧树脂的弹性模量为3 GPa,弹性模量为0.38。
采取的失效准则为JB 4732 中规定的塑性失效准则,即认为部件内壁面出现屈服而外层金属仍处于弹性状态时,并不会导致失效,只有当部件内外壁全截面屈服时才是承载的最大极限。有限元模型的加载条件为纯内压加载至全截面屈服。
3 试验结果
T1 和T2 三通的异形环氧钢套筒修复模拟6 种修复方式,在设计压力12 MPa 和全截面屈服时的等效应力云图如图4 和图5 所示。由图4 应力云图结果可知,T1三通设计压力12 MP时6种修复方式情况下,三通的应力集中区域主要在三通主管端部和肩部内表面区域,且修复方式A和修复方式B的主管端部的应力集中最明显,修复方式C~F 的应力集中区域在三通肩部内表面。
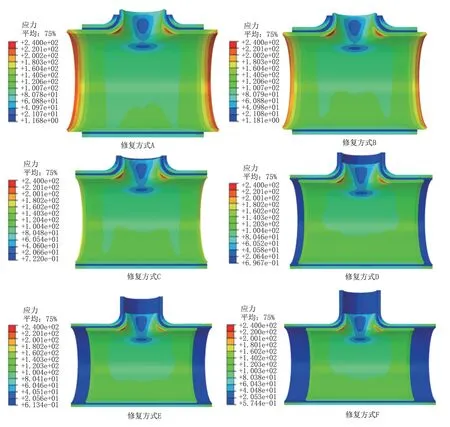
图4 12 MPa时T1三通修复件的等效应力云图Fig.4 Equivalent stress cloud map of the T1 tee repaired parts at 12 MPa

图5 全截面屈服时T1三通修复件的等效应力云图Fig.5 Equivalent stress cloud map of the T1 tee repaired parts at full section yield
由图5可知:T1三通全截面屈服时的6种修复方式情况下,修复方式A~C 的全截面屈服区域在三通主管端部,其中修复方式C的全截面屈服区域在主管端部的顶部区域;修复方式D~F 的应力集中区域均在三通肩部内表面,而三通端部并未发现全截面屈服;同时三通底部4~5 点钟区域内表面出现屈服区域。这说明三通的主管端部、肩部内表面和主管底部4~5点钟区域均为应力集中区域。
T2 三通设计压力12 MPa 时6 种修复方式情况下,修复方式A和B的应力集中区域在三通主管端部和肩部内表面区域,修复方式C~F 的应力集中区域均在三通肩部内表面,相对于T1 三通的应力集中程度,T2的应力集中程度较小(图6)。

图6 12 MPa时T2三通修复件的等效应力云图Fig.6 Equivalent stress cloud map of the T2 tee repaired parts at 12 MPa
由图7所示:T2三通全截面屈服时6种修复方式情况下,修复方式A~C 的全截面屈服区域在三通主管端部,其中修复方式C的全截面屈服区域同样在主管端部的顶部区域;修复方式D~F 的全截面屈服区域均在三通肩部内表面,而三通主管端部并未发现全截面屈服,三通腹部与底部4~5 点钟区域均存在屈服区域。结合图5的T1全截面屈服应力云图可知,随着支管管径的增加使得三通的应力集中区域扩大了,增加了三通腹部区域,且三通底部4~5点钟为应力集中区域。
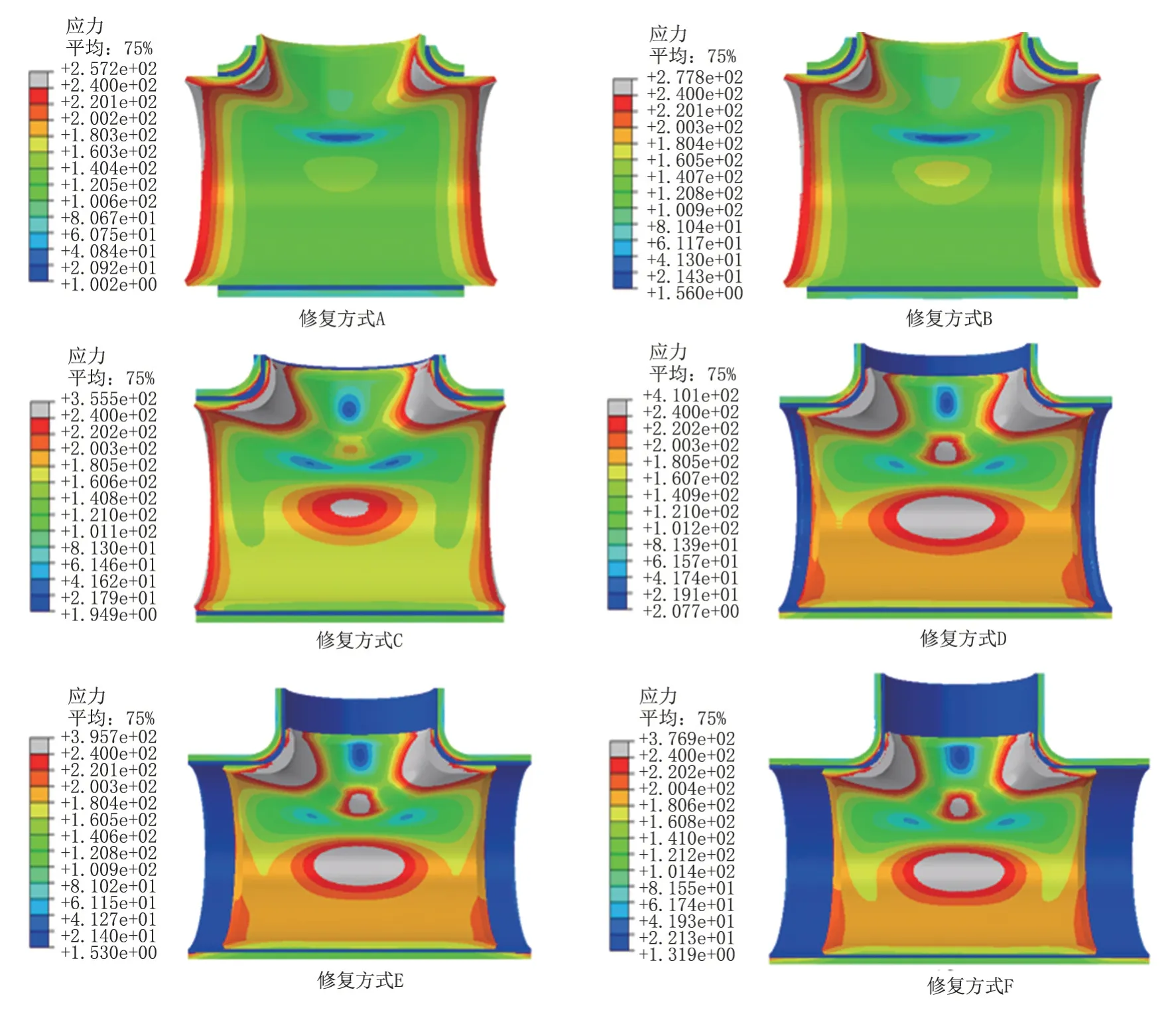
图7 全截面屈服时T2三通修复件的应力云图Fig.7 Equivalent stress cloud map of the T2 tee repaired parts at full section yield
综合T1和T2三通设计压力和全截面屈服时6种修复方式的应力云图结果可知:异形环氧钢套筒不盖住环焊缝的三通,应力集中区域主要集中在主管端部;而盖住环焊缝的三通应力集中区域主要集中在三通肩部、腹部和底部4~5 点钟区域。支管管径的增加,使得三通的应力集中区域扩大,增加了三通腹部区域。
在修复方式A~F的情况下,T1和T2全截面屈服时6 种修复方式的最大允许压力比较结果见表4和表5。由表4 和表5 可知,修复方式D~F 提高最大允许压力幅度最大,并且最大允许运行压力超过12 MPa,T1三通的修复方式E和F,T2三通的修复方式D~F 最大允许运行压力一样,说明异形环氧钢套筒盖住焊缝200 mm 以后,再增加套筒长度并无意义。这说明异形环氧钢套筒修复强度不合格三通的最优尺寸为盖过三通焊缝200 mm。

表4 6种修复方式条件下T1三通最大允许运行压力对比结果Tab.4 Comparison results of maximum allowable operating pressure of T1 tee under six repair methods

表5 6种修复方式条件下T2三通最大允许运行压力对比结果Tab.5 Comparison results of maximum allowable operating pressure of T2 tee under six repair methods
4 结论
针对强度不合格三通问题,提出了异形环氧钢套筒修复方法。将三通强度不合格和环焊缝缺陷修复结合考虑,提出了分级修复方法。通过对DN1 000 mm×450 mm 和DN1 000 mm×600 mm 三通进行不同异形环氧套筒修复方式进行有限元模拟分析,得出以下结论:
(1)异形环氧钢套筒未盖住三通环焊缝的全截面屈服区域为三通主管端部区域,而异形环氧钢套筒盖住三通环焊缝的全截面屈服区域为三通肩部区域。
(2)异形环氧钢套筒盖住三通环焊缝的修复方式优于未盖住环焊缝的修复方式。
(3)异形环氧钢套筒修复强度不合格三通的最优尺寸为盖过三通焊缝200 mm。
(4)随着支管管径的增加,三通应力集中区域扩大,相对于支管管径为450 mm 的应力集中区域,支管管径为800 mm的应力集中区域增大。