基于田口算法与方差分析的短电弧加工参数优化
2023-01-12安徽天航机电有限公司常星星李红进于家祥张昊
◇安徽天航机电有限公司 常星星 李红进 于家祥 张昊
在短电弧加工中以石墨电极加工铸铁工件为研究对象,为了提高短电弧加工过程中工件表面加工质量与减小工具电极损耗率,对加工过程中电压、占空比、频率三个主要脉冲电源参数对工件表面粗糙度和工具损耗率的影响规律进行了研究,通过对实验数据的分析,结合正交试验和田口算法对试验结果进行分析,初步确定这三个要素对其影响程度,然后采用极差分析方法对正交结果进一步处理,得出各要素对试验的影响程度。发现极差分析结果与田口得出的结论一致,经过分析得出最优的参数组合且工件粗糙度达到12.86。最后通过实验进行验证而确认了田口法适用于短电弧加工。
在现代的生活、生产中,人类的生活日益更新,高强度,高硬度的材料的使用越来越普遍,而对于普通的加工加床是难以进行有效的加工,为了满足人类生产的需求,短电弧铣削加工更适合生产发展的需要,并得到广泛的应用。同时对工件的表面质量和相对工具损耗率要求越来越高,而对于短电弧加工工件的表面粗糙度和工具损耗量的影响因素有许多,如工件(材料、形状,物理性能等)、工具(材料,形状,导电性,物理性能等)、放电参数(电压、电流、脉冲宽度、频率)等[1]。本文针对短电弧铣削加工方案,设计正交切削试验,考察了电压、占空比、频率等因素对表面质量的影响程度,应用田口法和方差分析法分别对正交试验结果进行了分析,得出了电参数对工件表面粗糙度的影响规律,并且得到最优的切削参数组合,进一步提高短电弧加工工件的表面质量。
1 短电弧加工材料去除机理
短电弧加工是一种非接触、机械切削力近与零的强电流放电加工,工作介质通常为具有一定压力的气液混合物,在加工的过程中,当两电极距离接近时工作介质会被击穿形成放电通道,此时会产生强电子电流(电流可以达到3000A以上)[2],由放电通道产生的高温与火花会转移到加工材料表面使工件表层金属迅速发生局部熔化,在压力溶液的作用下蚀除的颗粒会脱离工件,达到蚀除表层材料的目的,在加工中采用的脉冲电源放电,当一个电弧放电结束后,会引发下一个电弧的产生放电,经过周而复始电弧的产生,大量的材料会被蚀除,达到去除材料的目的[3]。由于短电弧加工中工件去除率较电火花相对较高,有一部分能量会转移到工具上,因此存在电极的损耗和工件表面质量相对较低。因此有必要对加工进行改善,目前采用较多的是改变工件与工具的材料、特性等[4]。其加工的原理如图1所示。
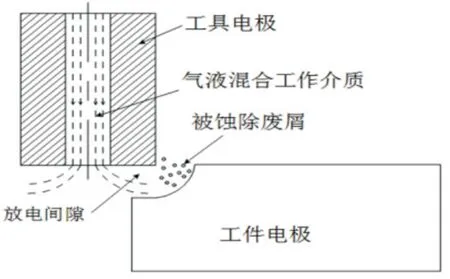
图1 短电弧加工示意图
1.1 田口法与方差分析法
田口法源于日本教授田口玄一在实践中发现,它采取当一个工程中影响它的目标结果有很多因素,通过改变影响因素来提高总体的目标值。在计算的过程中使用正交表进行参数的划分。正交表具有均匀分配的特点,实验中的每一个因素因子与另外一个因子会水平结合一次,通过较少的实验次数来达到优化结果的目的[5]。在正交试验的过程中引入信噪比来衡量每一个因素对目标的影响程度。
田口博士提出信噪比的概念,并且在分析中规定事件分为三种情况,分别为望小特性、望目特性、望大特性[5],接着是衡量目标中的影响因素对结果所造成的优先级,通过对正交试验结果的分析找出优化目标的最佳参数组合,从而来提高所需要的优化值。同时在运算的过程中对损失量与偏离的目标值进行偏差分析,将损失函数转换成信噪比S/N。很显然短电弧加工的表面粗糙度和电极相对损耗应采用望小特性。
其信噪比计算公式为[6-7]:

式中:n为总的测量次数,yi为第i次测得的表面粗糙度值。
方差分析先对目标中的每一个因素进行统计,将总的变化分为试验值与误差值,并且构造统计量F,结果给出精确的数字进行比较,得出每个试验因素影响因子的显著程度,其方差计算公式如下[8]:

F统计量的计算公式为[9]:计算出来的F值有三种情况:
1.2 正交试验设计
短电弧正交切削实验过程中考虑的因素有电压(V)、占空比(%)、频率(Hz),试验考虑的优化指标有加工工件的表面粗糙度Ra,针对石墨电极加工铸铁工件设计三因素三水平的正交试验,以A代表电压(V),B代表占空比(%),C为频率(Hz),各切削参数结合平时的经验和实际的情况选取三个水平,其正交试验的参数如表1所示。

表1 因素水平配置表
此次试验是三因素三水平是试验,采用L9(33)正交表,开展切削试验,切削试验结束后采用TR210表面粗糙度测试仪测量工件表面粗糙度Ra。加工时工作介质压力为2MPa,工具电极速率为2000r/min,工件为铸钢,工具为外径为18mm,内径为6mm石墨电极进行内冲电火花加工,试验的参数组合和表面粗糙度的值记录于表2中。

表2 正交试验表
1.3 田口法与方差分析
显而易见表面粗糙度Ra和电极损耗属于信噪比里面的三个特性中的望小特性,利用公式(2)计算其信噪比S/N见表2,将电压、占空比与频率对粗糙度和电极损耗率的平均信噪比如图2所示。
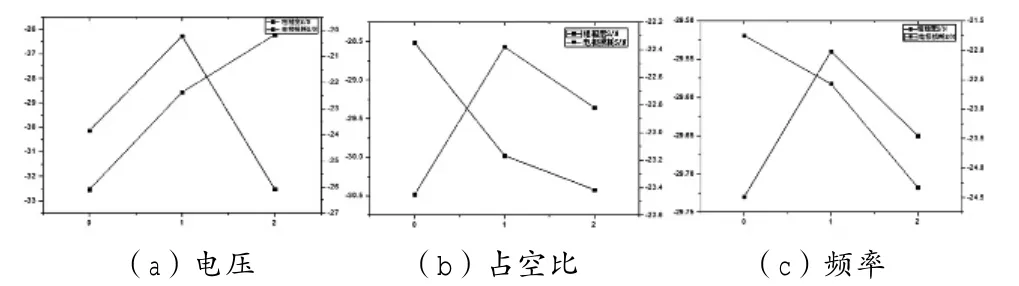
图2 电压、占空比、频率因素的平均S/N
由图2可以看出,对于表面粗糙度各因素信噪比的数值最大的组合为A1B0C1,即电压选择20V、占空比为60%,频率为700。最小电极损耗率为A2B1C0,即电压选择为25V、占空比为70%,频率为500%。
从表3、表4中可以看出:三个影响因子对表面粗糙度与相对电极损耗的显著程度不一样,但是总体影响顺序是一样的,即A>B>C,在方差分析中电压对表面粗糙度的影响为80.65%,对电极的相对损耗为60.01%,表面加工过程中,随着电压的增大,极间电弧产生的热量聚集的越多,所产生的热量也就相应增加,加工中转移到电极表面热量就会变多,从而导致电极的相对损耗更加明显,同时加工工件的表面质量也会降低。

表3 表面粗糙度的方差分析
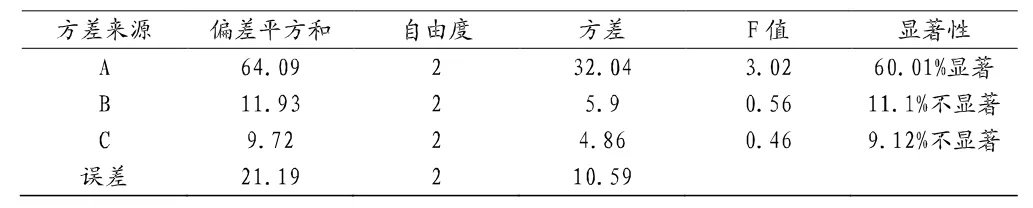
表4 电极相对损耗的方差分析
2 加工验证
当采用第一组A1B0C1进行实验时,加工出来的工件表面粗糙度为12.86,电极相对损耗为10.71%,而采用第二组A2B1C0时,表面粗糙度为18.55,电极损耗为6.93%,因此可以看出当采用信噪比进行参数的优化时,对于表面粗糙度或者是电极损耗都有相应的较小,该算法能够达到优化的粗糙度与电极损耗。
3 结论
(1)通过对田口算法的研究可以对多输入和多目标问题进行优化的应用。
(2)短电弧加工中对电极损耗与表面粗糙度影响程度先后顺序为:电压>占空比>频率。
(3)当选择电压为20V,占空比为60%,频率为700Hz时,用石墨电极加工铸铁的表面粗糙度值可以达到12.86,可以更好的满足于工业上要求。