航空铝试块疲劳裂纹相控阵超声成像检测
2023-01-12彭朝勇胥松柏杜创洲张杰
彭朝勇, 胥松柏, 杜创洲, 张杰
(1. 西南交通大学 物理科学与技术学院, 成都 610031; 2. 英国布里斯托尔大学 机械工程学院, 布里斯托尔 BS8 1TR)
疲劳裂纹多在反复载荷和恶劣工作条件下产生,是金属结构失效的主要原因之一[1-3]。 据统计,运行中的金属结构有多达90%的故障是由疲劳引起的[4]。 初始疲劳裂纹的形成通常并不导致结构立即失效[5],在循环载荷继续作用下,宏观裂纹会以惊人的速度扩展至临界水平,从而对结构完整性造成不利影响,导致灾难性后果[6-7]。利用实测的疲劳裂纹尺寸,结合断裂力学计算分析,通过结构完整性评估,可以估算结构的剩余寿命[8]。 如果疲劳裂纹位于结构可触及的被检测面上,可使用渗透、磁粉、涡流、热成像等技术来对疲劳裂纹进行无损评价[9]。 对于一些检测手段难以直接接触的工件表面疲劳裂纹,则可使用超声波导波或体波检测[10-12]。
常规超声检测结果呈现通常采用A 扫,对缺陷的定量通常是与参考缺陷进行当量对比,而无法获得真实的缺陷形貌特征;普通相控阵超声扇形扫查,在超声检测效率和结果成像上有了进一步的提高,但仍然无法对疲劳裂纹进行直观成像量化。 疲劳裂纹可通过相控阵超声全矩阵采集(full matrix capture, FMC)和后处理技术来成像,如全聚焦方法[13](total focusing method,TFM)及其变体[14-16]。 使用相控阵超声FMC/TFM 来检测和表征疲劳裂纹的一大优势在于相控阵超声探头可以以一个大角度入射到疲劳裂纹面,所形成的高分辨率图像有利于提高疲劳裂纹的检测精度和对其进行特征量化[13,17]。 理论上,对于尺寸大于2 个超声波长的裂纹,TFM 图像中所包含的信息可用于测量裂纹尺寸[18-20]。 然而,这种超声检测及成像方法几乎都采用人工切槽来开展试验研究,较少涉及对实际疲劳裂纹进行验证。
本文采用三点弯曲疲劳试验(将条状试样平放于弯曲试验夹中,形成简支梁形式,试样下方有2 个支撑点,间距视试样长度可调,试样上方有1 个加载点对试样施加周期性载荷,用于产生疲劳裂纹)在航空铝试块中生长疲劳裂纹,利用相控阵超声波FMC/TFM 成像技术,对疲劳裂纹进行检测和生长监测,并采用该技术对疲劳裂纹检测量化能力进行验证。 本文测试出了相控阵超声波FMC/TFM 成像技术的疲劳裂纹量化能力,得出开/闭合状态及不同裂纹表面粗糙度对成像结果的影响,为该技术进一步在工业领域应用提供了参考依据。
1 疲劳裂纹超声成像
1.1 全矩阵采集
使用TFM 对超声回波信号进行成像处理之前,需先利用FMC 获取超声数据。 对于晶元数为N的相控阵超声探头(见图1),在一个数据采集周期内,每个晶元相继单独发射一次超声信号,每次发射时所有晶元都接收并储存超声回波信号[21]。 首先,第1 个晶元发射超声信号,全部N个晶元接收并储存超声回波信号,得到N个超声A 扫信号;然后,第2 个晶元发射,再次得到N个超声A 扫信号,直至顺序激发完所有N个晶元,共得到N2个超声A 扫信号。 将所有超声A 扫信号组合在一个矩阵中,其中i为发射晶元,j为接收晶元,用Aij来表示全矩阵数据采集中第i个晶元发射、第j个晶元接收的超声A 扫信号。

图1 全矩阵数据采集Fig.1 Full matrix data capture
1.2 全聚焦方法
TFM 是对聚焦区域的每个离散坐标点进行虚拟聚焦,其成像原理如图2 所示。 相控阵超声探头对试块进行检测,以探头中心点为原点O建立坐标轴,i表示发射晶元,j表示接收晶元。 以P(x,z)点为例,为得到P点的超声回波信号幅值,将全矩阵数据矩阵中的所有对应的超声回波信号在该点进行叠加,其幅值I(x,z)表示[22]为


图2 全聚焦成像原理Fig.2 Imaging principle of total focusing
式中:TiP为晶元i发射声波到P点所需的延时时间;TjP为晶元j接收到P点反射回波所需的延时时间。
延时可表示为

式中:xi和xj分别为发射和接收晶元的横坐标;c为超声波在试块中的纵波传播速度。
聚焦区域的每个离散点的幅值都按照式(1)进行计算,通过计算这些幅值,归一化后便可得到被监测区域的超声二维图像。
1.3 裂纹超声成像测量
通过FMC/TFM 方法形成的高分辨率超声成像可用于准确检测并量化裂纹。 对于大于2 个波长的裂纹,可以从TFM 图像中包含的裂纹尖端和裂纹开口信号测量出裂纹尺寸。 为了避免裂纹与底面回波超声图像重叠,探头中心偏离裂纹扩展线一定距离Δs,如图3(a)所示。
图3(b)为疲劳裂纹TFM 超声成像,缺陷成像与试块底波成像分离,裂纹尖端和开口位置成像清晰且完全分离。 通过测量裂纹尖端和裂纹开口超声图像区域中心点之间的深度差,即可得出裂纹长度。 理论仿真表明,该方法在裂纹长度小于2 倍波长时不适用,此时裂纹尖端与裂纹开口超声图像重叠,无法将二者有效分离[19]。
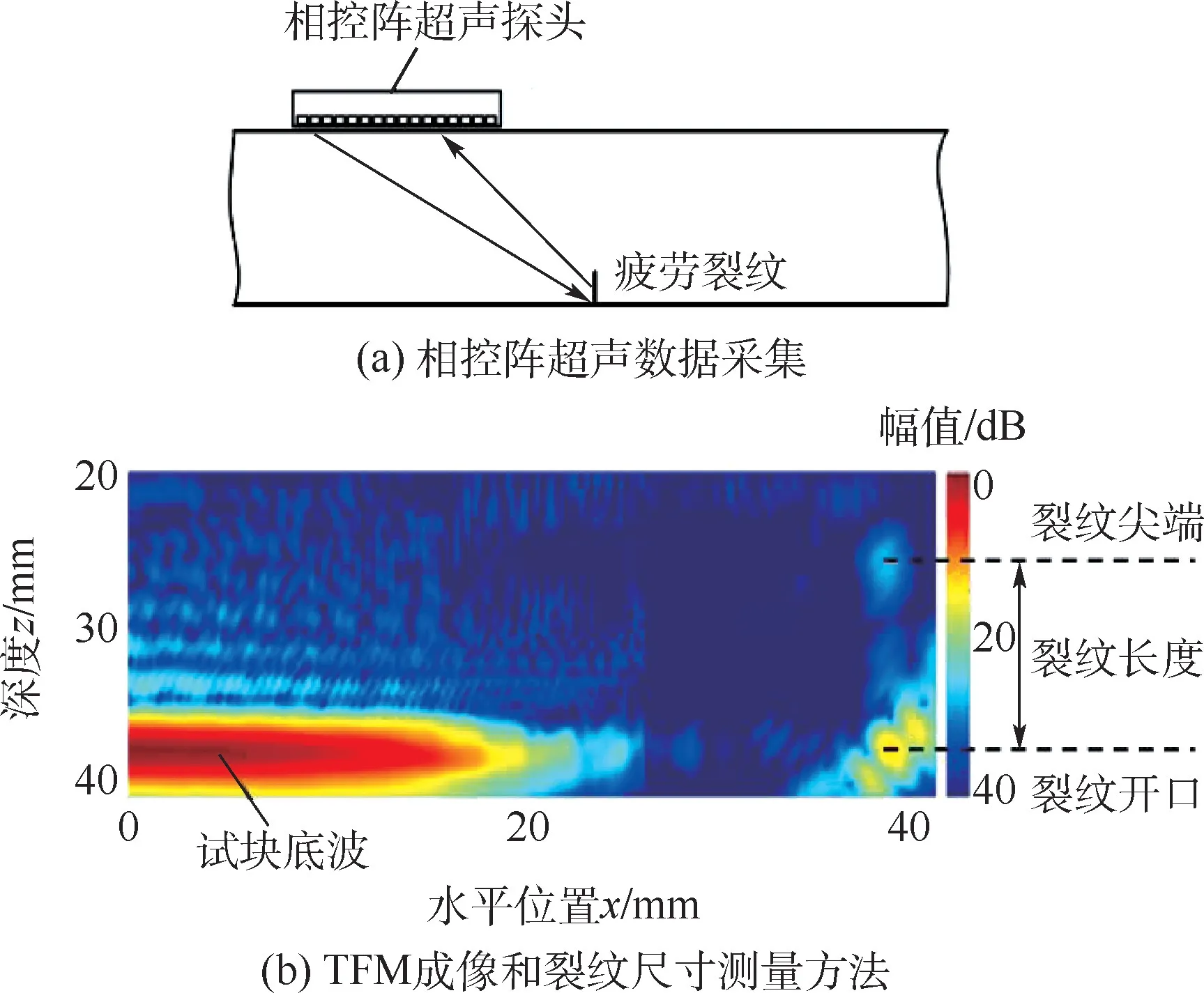
图3 裂纹成像和测量方法Fig.3 Crack imaging and sizing method
2 试样制备及试验系统构成
本文所采用试验试块由2014-T6 航空铝制成。 试块的x、y、z方向尺寸为342 mm ×76 mm ×31.5 mm,参考ASTM E 1820—2020[23]标准制作单边切槽三点式弯曲疲劳试验试块,并开展疲劳裂纹制作,如图4 所示。 首先,在试验试块中部利用电火花线切割加工(wire electrical discharge machining, WEDM)切割34.5 mm 的槽,电极丝直径为0.1 mm;然后,装在疲劳试验机(Instron 8801 型)上,利用三点式弯曲疲劳加载方式完成裂纹生长。
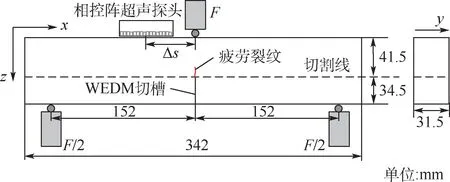
图4 试块及试验设计Fig.4 Testing block and testing plan
试验系统构成如图5 所示,主要由三点弯曲疲劳试验平台、相控阵超声探头、FMC 超声采集单元、计算机TFM 超声成像软件平台构成。 试验中,为了获得较高的分辨率和超声成像,选择法国Imasonic 公司的中心频率为10 MHz 的128 晶元相控阵超声探头,其参数如表1 所示。 FMC 超声采集单元为英国Peak NDT 公司的Micropulse MP5PA,TFM 超声成像软件平台基于英国布里斯托尔大学超声无损团队开发的BRAIN 软件,采用MATLAB 编程实现。

图5 疲劳裂纹超声试验系统Fig.5 Ultrasonic testing system on fatigue crack

表1 相控阵超声探头参数Table 1 Parameters of phased array ultrasonic probe
3 测试方法
根据图4 制作试验试块并开展三点式弯曲疲劳试验,疲劳试验加载采用频率为5 Hz 的正弦波,加载最小和最大力分别为0.75 kN 和7.5 kN,在图示位置放置相控阵超声探头,利用FMC 超声采集单元和TFM 超声成像软件平台进行裂纹检测和生长监测。
1) 开展相控阵超声探头摆放位置对疲劳裂纹超声成像检测效果影响测试。 对疲劳裂纹生长进行定期监测,并与试验试块表面显现出来的疲劳裂纹长度进行对比。 当疲劳裂纹生长达到预期长度时,取下试验试块,沿图4 所示切割线,切除试验试块的WEDM 切槽区域,仅留下含有实际疲劳裂纹的试块区域——疲劳试块。
2) 对疲劳试块进行FMC 超声数据采集,利用TFM 超声成像技术测量疲劳裂纹长度,利用游标卡尺测量疲劳试块厚度。 对疲劳试块的疲劳裂纹开口面,以约0.5 mm 深度为步进对材料厚度进行切削,随着疲劳试块厚度的减小,疲劳裂纹长度随之减小。 每切削一次疲劳试块,分别进行超声成像法疲劳裂纹剩余长度测量和游标卡尺疲劳试块剩余厚度测量,直至超声成像技术无法测量疲劳裂纹长度为止。
3) 开展疲劳裂纹张开/闭合和不同粗糙度表面对FMC/TFM 超声成像特征影响的测试。 参考图5,将疲劳试块重新放置到三点式弯曲疲劳试验平台上,按增加1 kN 加载力步进,从0 kN 加载至4 kN,再以减少1 kN 减载力步进,从4 kN 减载至0 kN,每加或减一次作用力便采集记录超声成像。 对试验试块加载时采用最大7.5 kN 加载力,而对疲劳试块加载时仅采用最大4 kN 加载力,目的是确保疲劳裂纹无实质性扩展。
4) 利用一块新的试验试块,按疲劳试验加载方式生长裂纹,直至试块瞬断,观察断口形态。 利用英国Taylor Hobson 公司的表面粗糙度测试仪Talysurf 进行WEDM 切槽区、疲劳裂纹扩展区和瞬断区的表面粗糙度测量,对断面进行超声成像并分析。
4 试验结果与讨论
定义试验试块的x方向0 点在WEDM 切槽左侧,WEDM 切槽位于x=40 mm 处;z方向0 点位于超声探头耦合面,WEDM 切槽的底部位于试验试块z=41.5 mm 处。 超声数据采集时,相控阵超声探头放置于试块y方向的正中间。
首先,开展相控阵超声探头位置与成像效果试验。 对试验试块中长度约为4.5 mm 的疲劳裂纹进行测试,将相控阵探头沿x方向移动位置并采集超声数据(见图6)。 如图6(a)、(d)所示,探头中心置于x=0 mm,即Δs=40 mm 位置时,观察超声成像图可见,WEDM 切槽底端及疲劳裂纹尖端能够清晰辨识。 如图6(c)所示,当探头中心置于x=20 mm,即Δs=20 mm 位置时,WEDM 切槽底端及疲劳裂纹尖端能够基本辨识,两者之间亦有较强的超声反射信号。 如图6(b)所示,当探头中心置于x=40 mm,即Δs=0 mm,探头位于切槽正上方位置时,WEDM 切槽底端及疲劳裂纹尖端区域存在较多的干扰信号,WEDM 切槽底端基本能够辨识,但疲劳裂纹尖端无法准确辨识。 试验中,进行疲劳裂纹生长监测时,相控阵超声探头置于x=0 mm,使得探头晶片产生的超声能量信号能够很好地照射WEDM 切槽和疲劳裂纹,实现WEDM 切槽底端和疲劳裂纹尖端位置的超声成像,从而实现裂纹生长监测。
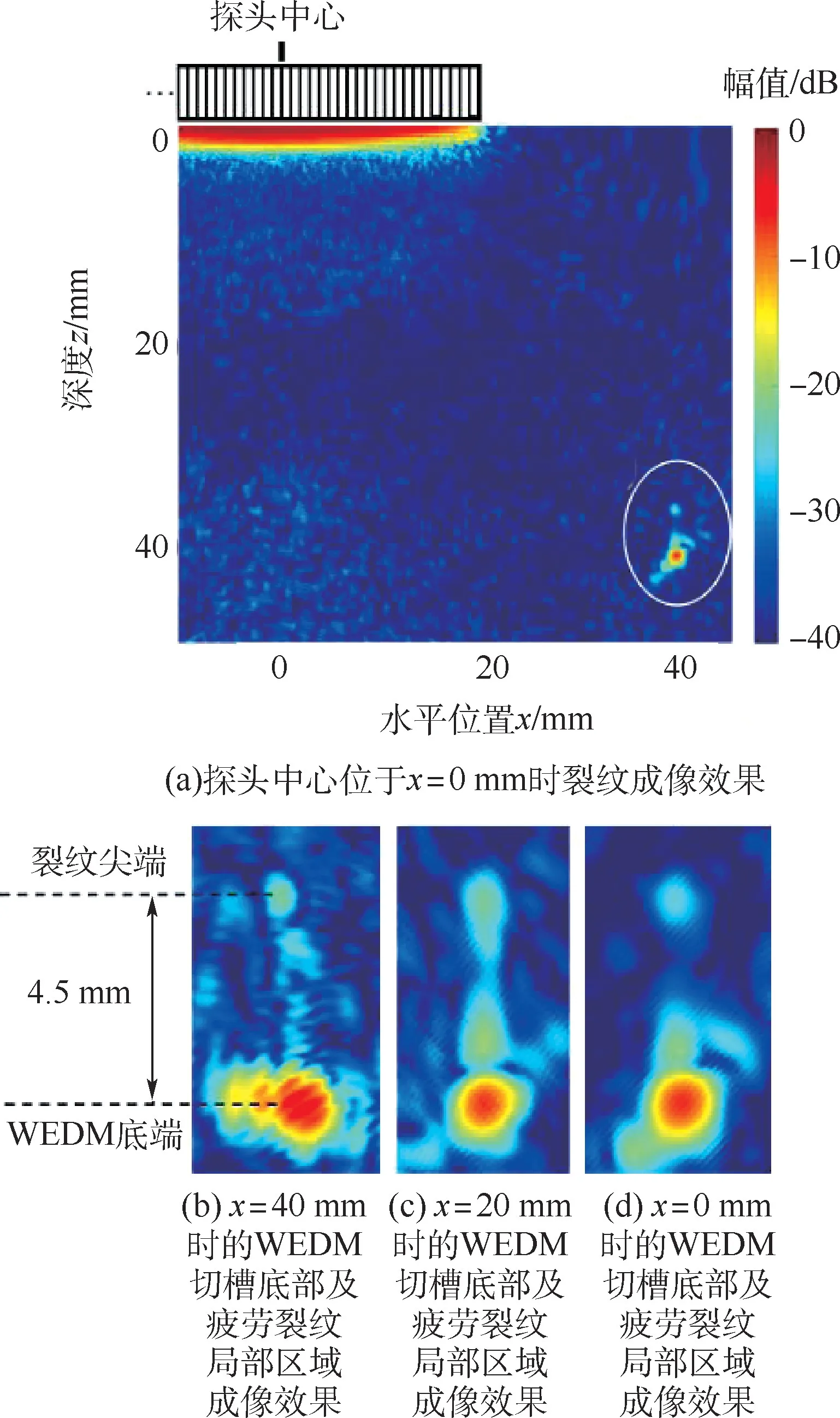
图6 相控阵超声探头位置与成像效果Fig.6 Phased array ultrasonic probe position and images results
对试验试块中疲劳裂纹生长进行定期监测,并与试块表面显现出来的疲劳裂纹长度进行对比,结果如图7(a)所示。 图7(b) ~(f)分别为疲劳加载周期为0、25 ×103、50 ×103、75 ×103、95 ×103次时对应的WEDM 切槽底端及疲劳裂纹的超声成像。 图7(a)为超声图像与表面测量法得到的裂纹长度结果对比,裂纹刚开始生长较为缓慢,逐步加快,总体生长趋势呈指数曲线。 超声图像测量的疲劳裂纹长度要比表面测量法大,图7(c) ~(f)为裂纹在4 个不同疲劳加载周期时的超声图像,超声测量值比表面测量值平均大2.3 mm。 沿试验试块y方向,裂纹扩展前缘呈现曲面状,中间高、两表面低,这是由于疲劳裂纹在材料表面位置的闭合效应更大造成的结果[8]。 由此可见,从材料表面测量所得到的疲劳裂纹长度不能真实体现内部疲劳裂纹的真实状态,超声图像则能客观反映。
图7 疲劳裂纹生长监测Fig.7 Fatigue crack growth monitoring
为验证基于FMC/TFM 超声成像技术测量疲劳裂纹长度的能力和精度,对不同大小疲劳裂纹进行了测试。 试验选取预制疲劳裂纹的试验试块,超声测量裂纹长度为5. 0 mm,完全削出WEDM 切槽部分的试块材料,采用超声图像测量疲劳裂纹长度为4.6 mm,用游标卡尺测量疲劳试块厚度为41.3 mm,逐步切削疲劳裂纹开口面试块材料来获得依次递减的疲劳裂纹长度,直至疲劳试块剩余高度为38.7 mm。 图8(a)为试验过程中获得的不同长度的疲劳裂纹超声图像,疲劳裂纹尖端部位图像在试块z方向位置保持不变,而疲劳裂纹开口部位图像在试块z方向位置不断上移,这说明疲劳试块厚度在逐步减小。 通过测量超声图像中疲劳裂纹开口和尖端超声能量在z方向的中心位置差,便可得出疲劳裂纹的长度。当疲劳裂纹长度大于2.2 mm 时,超声图像中能够清晰辨识裂纹开口和尖端部位,因此可以实现超声测量;当疲劳裂纹小于2.2 mm 时,超声图像中仅能辨识开口部位,而尖端图像消失,超声测量失效。 根据仿真研究[19]表明,通过FMC/TFM 超声成像技术进行疲劳裂纹长度测量,当疲劳裂纹长度大于2 倍超声波长时,疲劳裂纹尖端与开口超声图像开始分离,当疲劳裂纹长度大于3 倍超声波长时,疲劳裂纹尖端与开口超声图像能够完全分离。 2.2 mm 疲劳裂纹长度,相当于10 MHz超声波3.4 倍波长,疲劳裂纹所对应的超声图像测量效果表征与该仿真结论基本一致。
将疲劳试块超声图像测量的第一个疲劳裂纹长度4.6 mm 作为疲劳试块剩余高度法测量基准,对比2 种方法的测量精度,如图8(b)所示。可见,剩余高度法测量值符合线性递减关系,将4.0 mm、3. 4 mm、2. 8 mm、2. 4 mm、2. 1 mm 这5 个点测量数据进行对比,超声图像法测量结果较试块剩余高度法测量值小,最大差0.2 mm,最小差0.1 mm,平均小0.14 mm。 综合试验结果,考虑到游标卡尺的精度为0.02 mm,超声成像时设置的网格间距为0. 1 mm,疲劳裂纹前缘为曲面,基本可以得出试验中超声图像测量方法本身的误差不大于0.2 mm。
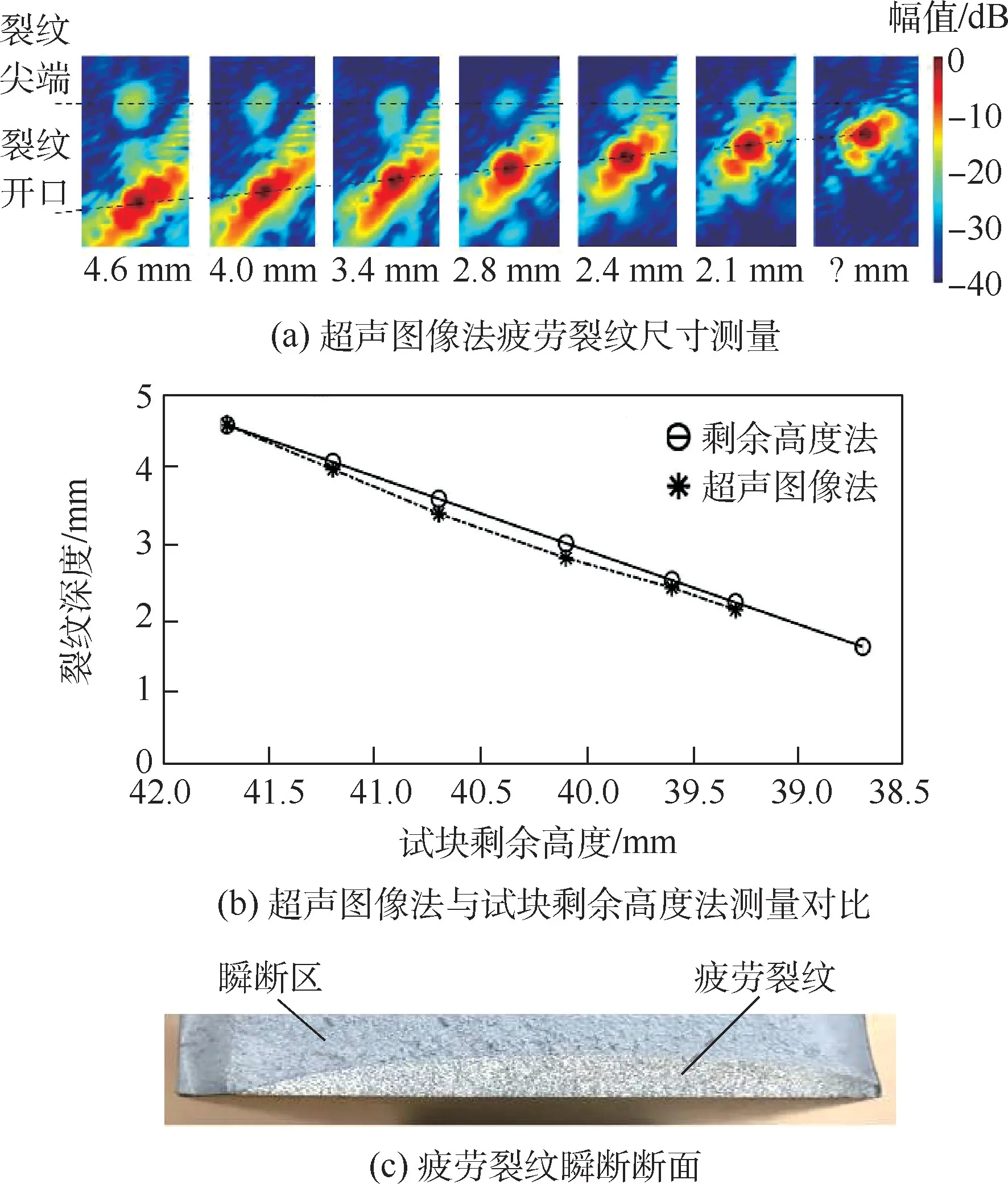
图8 超声图像法测量疲劳裂纹长度Fig.8 Fatigue crack sizing by ultrasonic image method
对疲劳试块实施外力加载,在34 kN 时发生瞬断,观察断面形态,如图8(c)所示。 疲劳裂纹扩展前缘呈现曲面,中间高、两表面低,裂纹扩展前缘左右不对称是三点弯曲疲劳加载时y方向作用力不均衡所致。 用毫米直尺测量裂纹前缘最高处疲劳裂纹长度约为2.3 mm,而按照图8(b)中2 种方法的推算裂纹长度约为1.7 mm。 此处测量结果存在偏差的原因将在疲劳裂纹开合试验后给出解释。
在不同大小疲劳裂纹测量试验中,当超声图像法测量疲劳裂纹长度为3.4 mm 时,开展疲劳裂纹开合对超声成像测量影响的试验。 将疲劳试块放置于三点弯曲疲劳试验平台,按测试方法中所述进行静态力加载并采集超声数据,在加载和减载一个循环周期内测量的超声图像如图9 所示,图中第1 排图像表示加载力过程,第2 排图像表示减载力过程。 未加载时,即0 kN,超声图像中疲劳裂纹尖端图像与开口图像连接在一起,且裂纹尖端图像能量最强点难以清晰辨识,因此会降低超声图像法测量的精度。 在加载过程中,疲劳裂纹尖端超声图像与开口超声图像逐步分离,当加载力大于等于3 kN 时,认为疲劳裂纹张开,而小于3 kN 时认为疲劳裂纹处于闭合或半闭合状态。 加载4 kN 力发现超声图像法测量值较未加载力时,裂纹尺寸大0. 6 mm,超声能量强4.5 dB,说明疲劳裂纹闭合效应会使裂纹尖端超声信号反射减弱,超声图像法测量值比实际的要小。 该结论与根据图8(b)中疲劳裂纹瞬断后测量疲劳裂纹长度值相吻合。
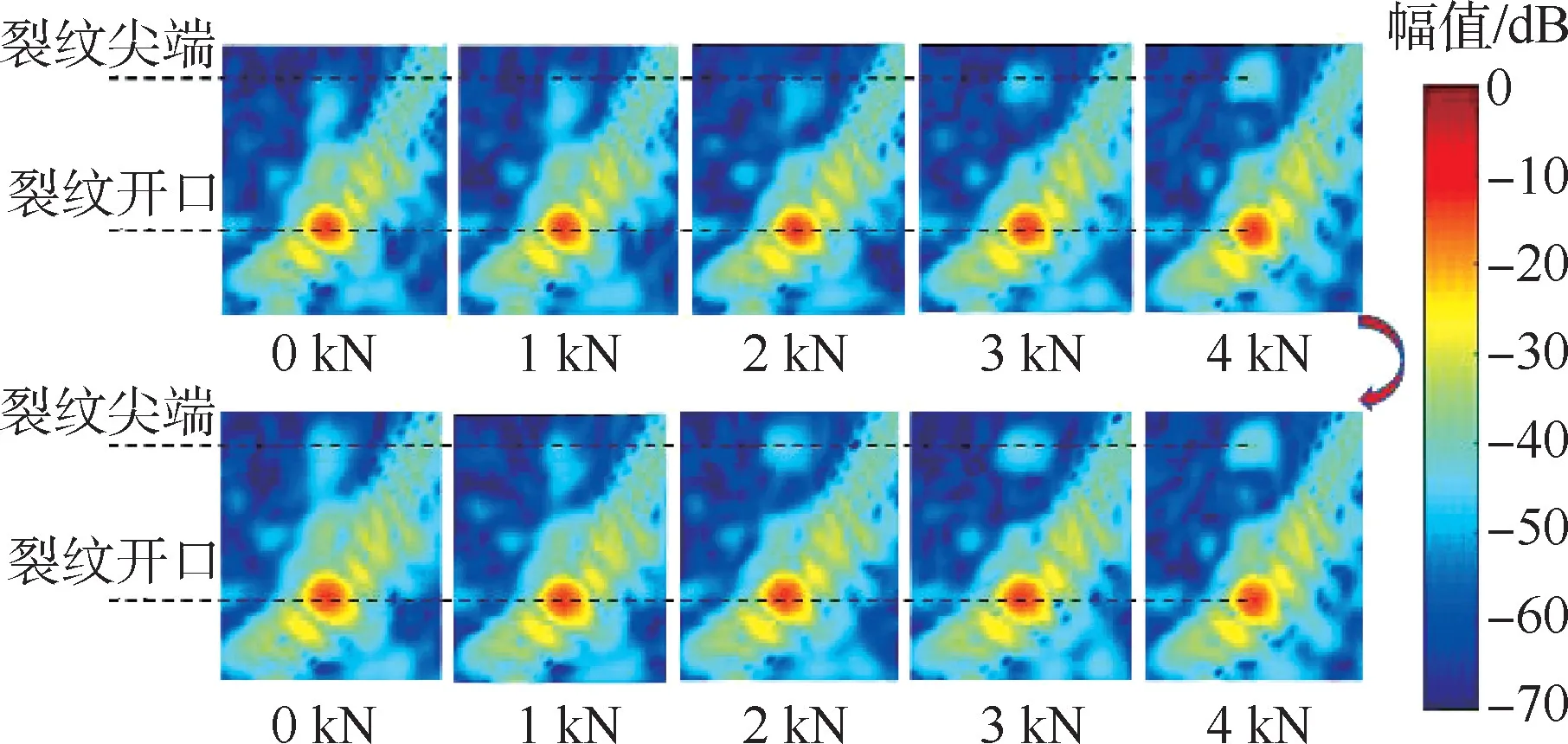
图9 疲劳裂纹开合超声图像Fig.9 Ultrasonic image of fatigue crack opening and closing
利用一块新的试验试块,按疲劳试验加载方式生长疲劳裂纹,直至瞬断,相控阵超声探头中心置于x=20 mm,即Δs=20 mm 位置,测量并分析表面粗糙度对超声成像的影响,如图10 所示。 对图10(b)断口进行观察,疲劳裂纹扩展区平均长度22.5 mm,裂纹前缘形貌呈现中间高、两端低。WEDM 切槽加工采用0.1 mm 的电极丝,切槽表面光滑,粗糙度约为2.4 μm,WEDM 切槽表面不能形成明显超声成像。 WEDM 切槽具有一定宽度,切槽底部与疲劳裂纹起裂位置存在明显台阶,对应位置出现较强的超声图像能量区域。

图10 断面不同粗糙度表面超声成像Fig.10 Ultrasonic imaging of fracture and crack surface with different roughness
疲劳裂纹扩展前期,裂纹长度小于约8 mm区域,裂纹表面粗糙度约为10.9 μm,具有明显的超声成像;裂纹扩展中期,裂纹长度介于8 ~15 mm区域,裂纹表面粗糙度约为20.3 μm,超声成像信号能力相应增强;裂纹快速扩展区,裂纹长度大于15 mm 区域,裂纹表面粗糙度约为42.5 μm,超声成像信号能量亦较强。 瞬断区表面粗糙度约为21.0 μm,存在明显的超声成像。
综上试验,裂纹扩展初期属于典型的疲劳扩展,裂纹表面较为光滑,约为10.9 μm,随着裂纹生长速度逐步加快,裂纹表面逐步变得粗糙,最大粗糙度约为42.5 μm。 考虑到超声成像区域相对较大,z方向大于40 mm,以及相控阵超声声场特性(包括近场、远场特性,晶片发散角特性),图10(d)中的超声图像能量不能完全反映与断面粗糙度的关系。 总体而言,随着裂纹生长,裂纹表面变得更加粗糙,超声成像能量越发变强。
5 结 论
本文采用三点弯曲疲劳试验方法在航空铝试块上生长疲劳裂纹,利用相控阵超声FMC/TFM技术开展疲劳裂纹超声数据采集和成像研究,得出以下结论:
1) 利用三点弯曲疲劳试验,疲劳裂纹沿WEDM 切槽底部起裂,裂纹扩展随疲劳加载周期呈指数曲线扩展,裂纹扩展前缘呈现中间高两端低的凸起形貌。 通过对试块瞬断断口分析,疲劳裂纹随着长度扩展表面粗糙度从10.9 μm 逐步增大到42.5 μm。
2) 相控阵超声FMC/TFM 成像技术可以有效监测试块材料内部疲劳裂纹扩展,利用疲劳裂纹尖端和开口超声图像可以测量长度大于3 倍超声波波长的裂纹,采用本试验测试参数,该技术方法的测量误差小于0.2 mm。
3) 超声图像法测量张开疲劳裂纹时,比测量闭合疲劳裂纹长度大0. 6 mm,超声图像能量强4.5 dB,说明疲劳裂纹存在尖端闭合效应,对超声成像特性和测量存在影响。
