飞秒激光加工船板钢表面润湿性快速转变工艺
2023-01-04霍婧雅李美然代汝云肖凯恒
霍婧雅,李美然,代汝云,肖凯恒,朱 晶,乔 军
(辽宁科技大学 材料与冶金学院,辽宁 鞍山 114051)
船板钢长期服役于海洋环境,需要更高的抗腐蚀性能[1]。在钢材表面制备微-纳米结构能够提高疏水性和耐蚀性,并能抑制微生物粘附[2]。飞秒激光加工能够在钢材表面制备微-纳米结构,与传统制备方法相比具有加工精度高、适用对象广、无污染等优点[3]。
飞秒激光的加工参数有重复频率、脉冲能量、扫描速度和扫描线间距等。Moradi等[4]采用不同脉冲能量和扫描速度的飞秒激光加工不锈钢表面,制备纳米结构有波纹状、抛物线状、正弦状、花椰菜状、郁金香状和鳞片状,并绘制了扫描速度和脉冲能量与各种表面微-纳米结构的关系图。Bauer等[5]研究高功率下扫描速度对不锈钢表面微纳米结构的影响,发现随着扫描速度的增加,样品表面由不均匀到光滑。Schnell等[6]通过热积累模型发现,重复频率对材料表面的热积累温度影响很大,热积累的温度会直接影响材料表面的最终形貌。飞秒激光加工钛的研究表明,扫描线间距、重复频率和扫描速度显著决定表面微-纳米结构[6]。已有研究主要通过调节重复频率、脉冲能量和扫描速度得到不同的微纳结构,针对微纳结构和扫描线间距之间的关系还需要进一步研究。
激光加工后的金属,如不锈钢[7]、铝合金[8]、铜[9]等,表面通常呈亲水性或超亲水性。在空气中放置10~30天后,表面会转变为疏水性。由于转化时间较长,不利于实际生产和应用。
本文研究激光扫描线间距对表面形貌及润湿性影响规律和机制,并提出低表面能处理+低温退火的新工艺,实现激光加工后的钢材表面由亲水性向疏水性的快速转化。
1 实验材料及设备
1.1 材料
实验材料为热轧船板钢,由鞍山钢铁公司提供,化学成分:w(C)=0.12%,w(Al)<0.005 0%,w(Si)=0.21%,w(P)=0.008 6%,w(S)=0.001 9%,w(Ti)<0.005 0%,w(V)=0.030%,w(Mn)=1.4%,w(Ni)=0.24%,w(Y)<0.005 0%。试样为尺寸25 mm×25 mm×5 mm。
将试样表面依次采用600~5000#的砂纸进行打磨,用W1.5的金刚石抛光膏进行抛光。之后用超声波在酒精中清洗5 min。
1.2 设备
激光器加工系统如图1所示,主要包括掺镱固体介质飞秒激光器(Satsuma HP3,Amplitude Systems)、加工头(LS-Scan,Lasea)和三维移动平台。激光器最大输出功率50 W,脉宽346 fs,波长1 030 nm。激光器产生直径10 mm的线偏振光,通过光路进入焦距160 nm的F-Theta透镜,经聚焦后形成的光斑直径为22.9 μm(1/e2峰值强度处)。
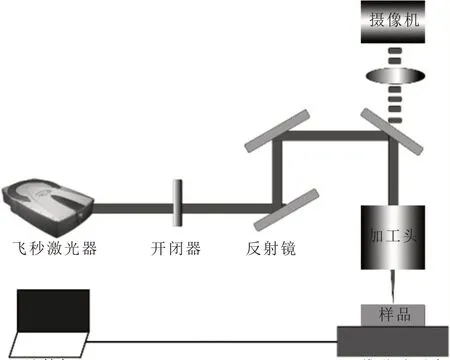
图1 飞秒激光加工系统示意图Fig.1 Schematic diagram of femtosecond laser processing system
表面形貌表征采用JSM6480L扫描电子显微镜(Scanning electron microscope,SEM),最大加速电压30 kV,最大分辨率达3.0 nm。退火实验选用真空管式炉(GR.TF60-17)进行处理,最高温度1 700℃,真空压强为10 Pa。表面润湿性采用接触角测量仪(SDC-200s)测试。样品表面每次用注射器滴4 μL去离子水测量接触角,每个试样测量三个不同位置,取平均值。
2 实验方法
加工环境为标准大气压,温度约23℃。采用逐条线扫描的加工方式在船板钢试样表面加工5 mm×5 mm的扫描区域。激光加工参数:脉冲能量Ep=13.3 μJ,重复频率f=10 kHz,扫描速度v=100 mm/s,扫描线间距d分别为5、10、15、20、22.9 μm。
将飞秒激光加工后的试样浸没于配制好的氟硅烷溶液中,之后真空100℃退火6 h。氟硅烷溶液由全氟癸基三乙氧基硅烷C13H13F17O3Si和无水乙醇以体积比1∶1 000配制。
3 结果与分析
3.1 表面微纳结构及形成机理
在不同的激光扫描线间距下,船板钢表面均形成了微米波纹结构,如图2所示。波纹周期随着扫描线间距的增加基本保持稳定,约为1.05 μm,且在波纹表面分布少量纳米粒子。该波纹结构属于激光诱导周期性表面结构(Laser-induced periodic surface structures,LIPSS)。现有理论认为[3],LIPSS形成是由于入射激光与激光激发的表面等离激元相互干涉,导致表面能量在空间上呈周期性分布。类似的表面周期性结构常见于飞秒激光烧蚀的金属或半导体表面[10]。本文得到的LIPSS周期无明显变化,是由于飞秒激光的入射能量在不同扫描间距下保持相同,所发生的干涉程度基本一致。飞秒激光加工会引起材料表面熔化,飞溅的熔融物沉积在波纹结构上形成了纳米颗粒[11]。
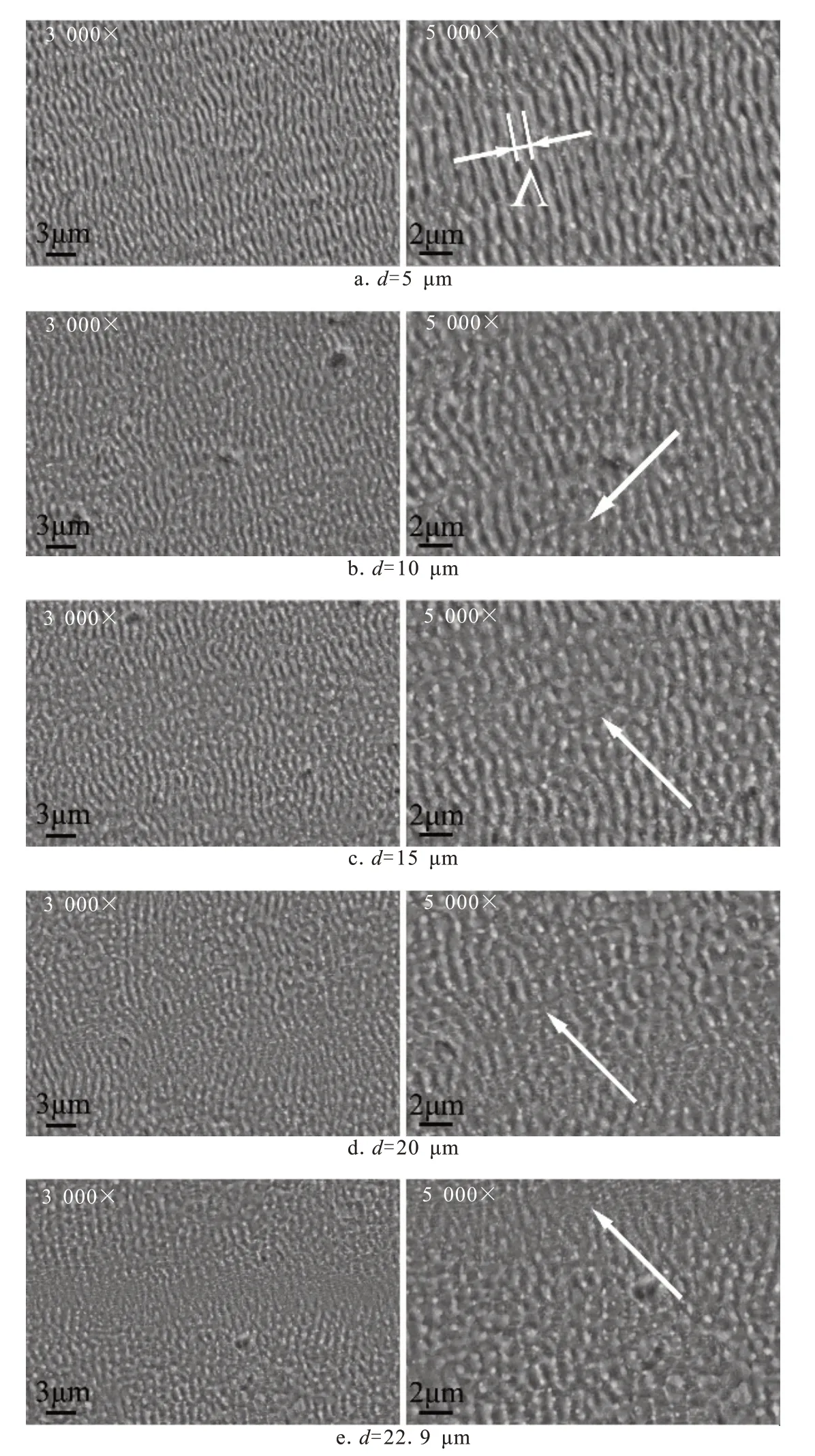
图2 在不同扫描线间距下的船板钢表面形貌Fig.2 Surface morphologies of ship plate steel under different hatch distances
随着扫描线间距的增加,波纹的连续性降低,局部波纹消失而出现平坦区域。当扫描线间距为d=22.9 μm时,这种现象最为明显。这是由于此时扫描线之间的光斑没有重叠,能量呈高斯分布的光斑在边缘区域的能量较低,无法与材料表面的等离激元形成强烈干涉,所以没有形成波纹结构。
3.2 润湿性快速转化
接触角测量结果如图3所示。在激光加工前,船板钢表面呈亲水性,接触角θ=72°。激光加工后,钢表面呈超亲水性,接触角显著降低,θ=7°。激光加工后的表面经过在空气中暴露10~30天后,由亲水转变为疏水,接触角升至θ=143°。激光加工后的材料表面有一层金属氧化物,会形成极性位点,这些极性位点对羟基(—OH)有很强的亲和力,使材料表面整体亲水[8,12]。在空气中暴露一段时间后,金属表面的极性位点吸附空气中有机物,使金属的表面能降低,疏水基团(—CH3和—CH2—)增加,疏水性提高[10,13]。

图3 船板钢表面接触角Fig.3 Contact angles of steel surface
为了缩短润湿性转化时间,本文先对激光加工表面进行低表面能处理,之后在100℃下进行6 h的低温退火。处理后,不同激光扫描线间距下的表面接触角均显著提高,最小值为135°,最大值为146°,如图4所示。低表面能处理使材料表面的羟基(—OH)与氟硅烷结合,具有低表面能的氟化基团(—CF2—CF3)或烷基(CH2)n附着在材料表面,可提高材料的疏水性[14]。低温退火可能通过三种机制提高疏水性:(1)低温退火加速表面羟基(—OH)的脱落,加速表面有机物的吸附。(2)低温退火很有可能激发表面极性位点的吸附作用。Ngo等通过红外光谱仪分析经低温退火后的Al、Cu和Ti表面官能团,发现材料表面有很强的—CH2—和—CH3峰[13]。这表明低温退火有助于环境空气中的有机分子(长链碳氢化合物)吸附在材料表面。(3)超快激光加工钢表面产生一种活性磁铁矿(Fe3O4-δ,0<δ<1),促进CO2的解离吸附,生成CO和零价碳[15]。零价碳是非极性碳,有助于疏水性的提升。低温退火过程中,CO2分解反应加快,更多非极性碳均匀分布在样品表面,提高了材料表面的疏水性[7]。

图4 激光加工后和快速润湿性转变(低表面能处理+低温退火)后的表面接触角Fig.4 Contact angles of laser-ablated sample surface before and after fast transition process(low surface energy treatment followed by low temperature annealing)
退火后的表面接触角随扫描线间距的减小而略有增加。这可能是由于随着扫描线间距的减小,表面LIPSS更加完整和均匀。在微米级波纹之间形成气穴,有利于降低固液界面张力,增大液气界面张力,进而增大接触角。
4 结论
本文利用飞秒激光在不同扫描线间距(5、10、15、20、22.9 μm)下加工船板钢表面,得到周期约为1.05 μm的波纹结构。随着扫描线间距的增加,由于入射激光与表面等离激元的干涉程度降低,在局部区域未出现波纹结构。
采用低表面能处理+低温退火的工艺可以实现激光加工后表面润湿性的快速转化。钢样经过100℃、6 h退火后,表面接触角均高于135°,最大值为146°。减小扫描线间距有利于增加波纹结构和提高接触角。低温退火主要通过促进材料表面对空气中有机物的吸附或产生的非极性碳增加材料表面的疏水性。低表面能处理主要改变表面的有机物官能团,引入低表面能的氟化基团或烷基提高材料的疏水性。该工艺有利于拓展飞秒激光在提高钢材表面疏水性领域的应用。
