节镍型中/高氮奥氏体不锈钢焊接研究进展
2023-01-03黄雅馨孙明辉乔雷马青军韦晨武鹏博孙徕博
黄雅馨,孙明辉,乔雷,马青军,韦晨,武鹏博,孙徕博
1.天津市特种设备监督检验技术研究院 天津 300192
2.福建省特种设备检验研究院 福建福州 352100
3.中石化国际事业天津有限公司 天津 300000
4.哈尔滨焊接研究院有限公司 黑龙江哈尔滨 150028
1 序言
在碳素钢中加入合金元素,通过合金元素与Fe、C以及合金元素之间的相互作用,改变钢的相变过程和组织,可获得具有特殊性能的合金钢。这些合金元素通常以固溶体(溶入铁素体、奥氏体和马氏体等组织中)、强化相(形成金属化合物、渗碳体、碳化物等)、非金属夹杂物(氧化物、硫化物和氮化物等)及游离态等形式而存在[1]。通常将wCr>10.5%的铁基合金称为不锈钢,按组织结构可将不锈钢分为铁素体型、奥氏体型、马氏体型、奥氏体-铁素体双相型及沉淀强化型。无磁性的奥氏体不锈钢具有优异的强韧匹配、良好的耐蚀性,同时兼具优良的焊接性及可加工性,从而广泛应用于轨道交通、压力容器、航空航天及化工机械等重点领域[2]。
不锈钢的组织结构及性能主要取决于钢中添加的合金元素,如Si、Mn、Cr、Ni、Mo、W及V等,这些元素在钢中对铁的同素异构转变产生很大影响,根据其作用是扩大、缩小或封闭γ相区可分为两类:一类是奥氏体形成元素主要包括C、N、Ni、Mn和Cu等,这些元素可扩大奥氏体区;另一类为铁素体形成元素Cr、Mo、Si、Al等,这些元素会缩小甚至封闭奥氏体区[3]。传统的奥氏体不锈钢,大部分以Ni作为奥氏体形成元素,虽然其具有优异的性能,但因为Ni产品价格高,而N作为一种强烈的奥氏体稳定化元素,以N元素取代Ni元素的低/无镍奥氏体不锈钢得到了极大的发展,根据不同的氮含量分为高氮钢(wN>0.40%)、中氮钢(wN=0.10%~0.40%)和控氮钢(wN=0.05%~0.10%)[4]。随着中/高氮钢应用日趋广泛,与之相关的焊接技术研究也取得了一定成果,因此本文针对中/高氮钢焊缝的组织与性能、保护气体与氮含量关系、气孔率等方面研究进展进行了阐述。
2 焊缝组织及性能
焊接接头组织决定了焊接接头性能,研究接头的组织可为中/高氮钢焊接工艺优化及大规模推广应用提供理论参考依据和技术支撑。杜挽生等[5]使用MIG焊接1Cr22Mn16N钢,发现焊缝区及热影响区的组织均为奥氏体和δ-铁素体,焊缝区的δ-铁素体呈细长条状,而粗晶区δ-铁素体沿奥氏体晶界生长,热影响区的δ-铁素体数量较少,但是该区域内有碳化物Cr23C6析出,热影响区Cr23C6的析出导致该区域硬度高于母材,冲击韧度降低。彭云[6]研究表明,1Cr22Mn15N钢焊接热影响区组织为奥氏体和δ-铁素体(见图1),另外还发现热影响区中存在两处脆化区,分别出现在峰值温度为800℃和1350℃的区域,800℃区域的脆化主要是由于Cr23C6(见图2)在γ/δ界面和γ/γ界面析出导致的,而1350℃区域的脆化主要是由于高温下导致晶粒粗化,且与δ-铁素体含量增多有关。
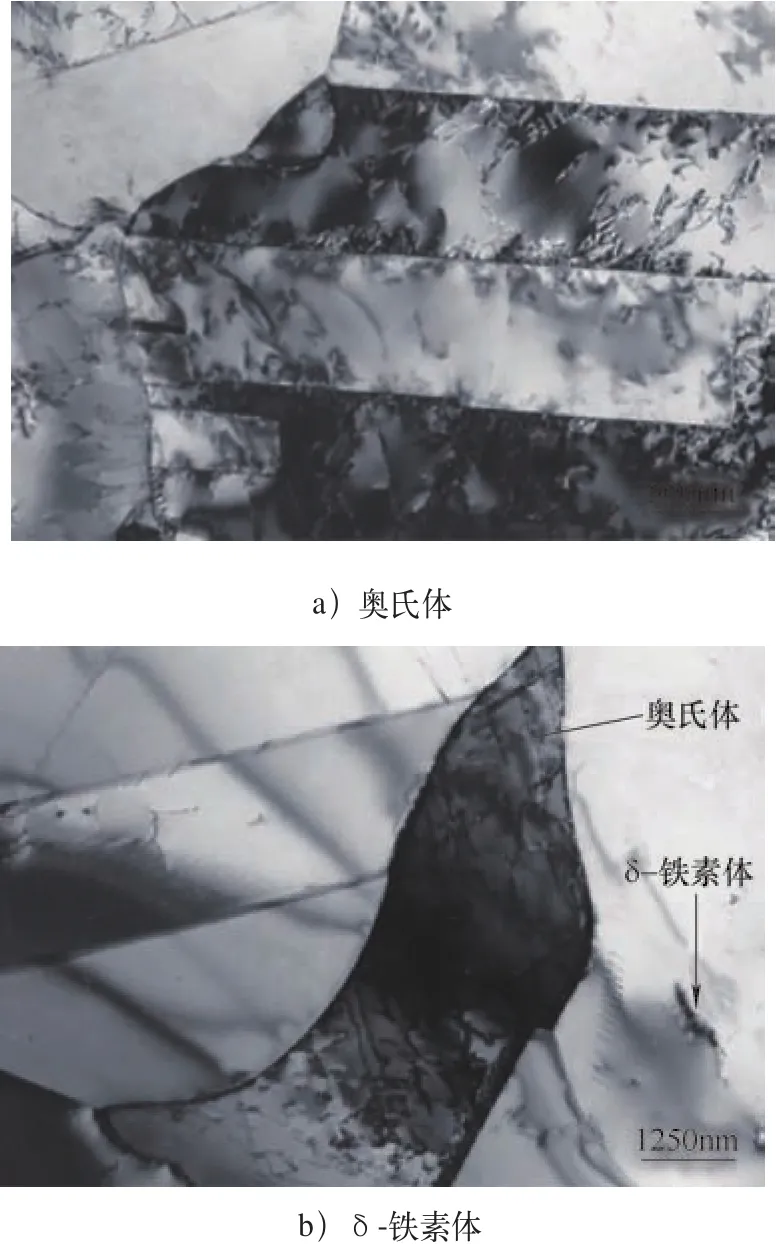
图1 1Cr22Mn15N钢MIG焊焊接接头热影响区组织的TEM图像
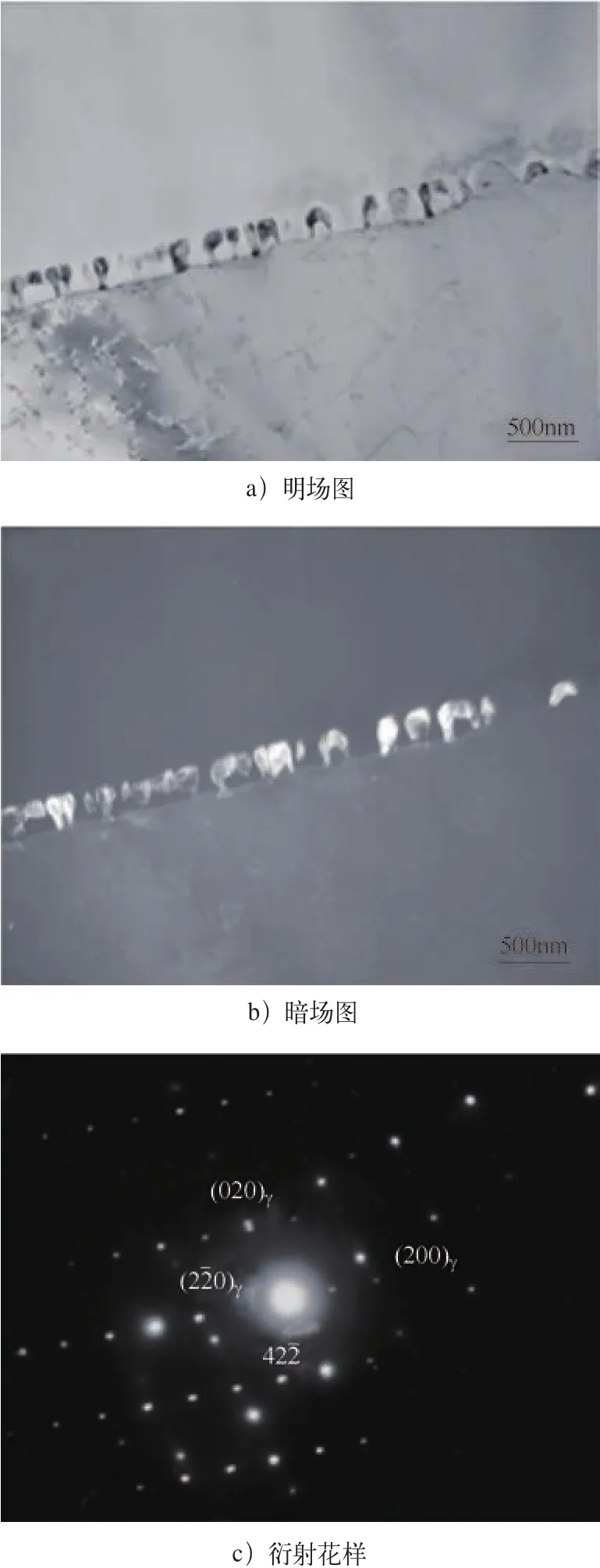
图2 1Cr22Mn15N钢MIG焊焊接接头热影响区Cr23C6析出物TEM图像及衍射花样
哈尔滨焊接研究院有限公司方乃文[7,8]课题组针对08Cr19MnNi3Cu2N中氮钢的焊接进行了大量试验研究,使用ER308L和ER307Si焊丝作为填充金属进行MAG焊接,发现焊缝组织均为奥氏体和δ-铁素体,在特定焊接参数下获得的焊接接头的过热区未出现晶粒严重长大现象,主要是由于该区域晶间析出大量Cr2N产生了“钉扎”作用和N元素的固溶强化作用,阻碍晶界移动且抑制了晶粒合并。另外,焊接接头没有受到明显的影响,最高硬度出现在热影响区,为235HV5,只比母材略高,但两组焊接接头的耐点蚀能力较差。林晓辉等[9]研究了3种焊接热输入对中氮钢MAG接头组织的影响,研究发现较大焊接热输入会造成焊缝中N元素烧损严重,加剧氮化物(Cr2N)析出,降低奥氏体稳定性,进而导致焊接接头冲击性能下降,但较大热输入延长了熔池存在时间且增加了熔池体积,同时能够更好地搅拌液态熔池,使熔池中气泡有足够时间逸出,降低焊接接头气孔率(见图3)。戴红等[10]在该钢种的埋弧焊接头中也发现了Cr2N的存在,另外由于埋弧焊的热输入比MAG大,焊接接头中未出现气孔。
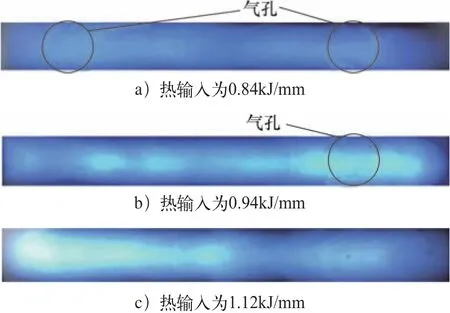
图3 焊接热输入对低氮节镍钢MAG焊气孔的影响
激光-电弧复合焊接兼具激光热源和电弧热源的优点,是一种先进的焊接技术。辛秀成等[11]使用激光-电弧复合技术焊接高氮钢,发现焊缝区组织呈现树枝晶+少量等轴晶形貌,为奥氏体+少量δ-铁素体,但与上述研究不同的是热影响区为奥氏体组织,且焊缝中存在由于冶金反应生成的TiO2、MnAl2O4和硅酸盐等第二相粒子,这会导致焊接接头力学性能下降,母材及焊缝微观组织如图4所示。王力锋等[12]采用激光-电弧复合技术焊接高氮钢时发现焊缝主要是奥氏体组织,而“树枝状”δ铁素体含量会随着焊接热输入增加而增加,甚至会形成铁素体束,并且激光功率和焊接电流的匹配性对焊接接头性能产生很大影响,当匹配不好时会在熔合线附近出现“微孔”缺欠(见图5),导致焊接接头熔合线部位冲击吸收能量降低。
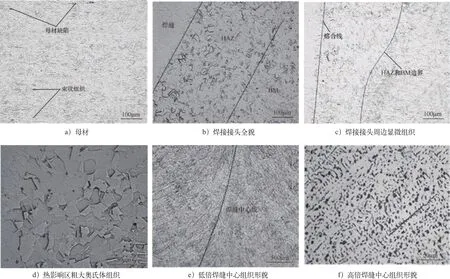
图4 激光-电弧复合焊接高氮钢母材及焊缝微观组织
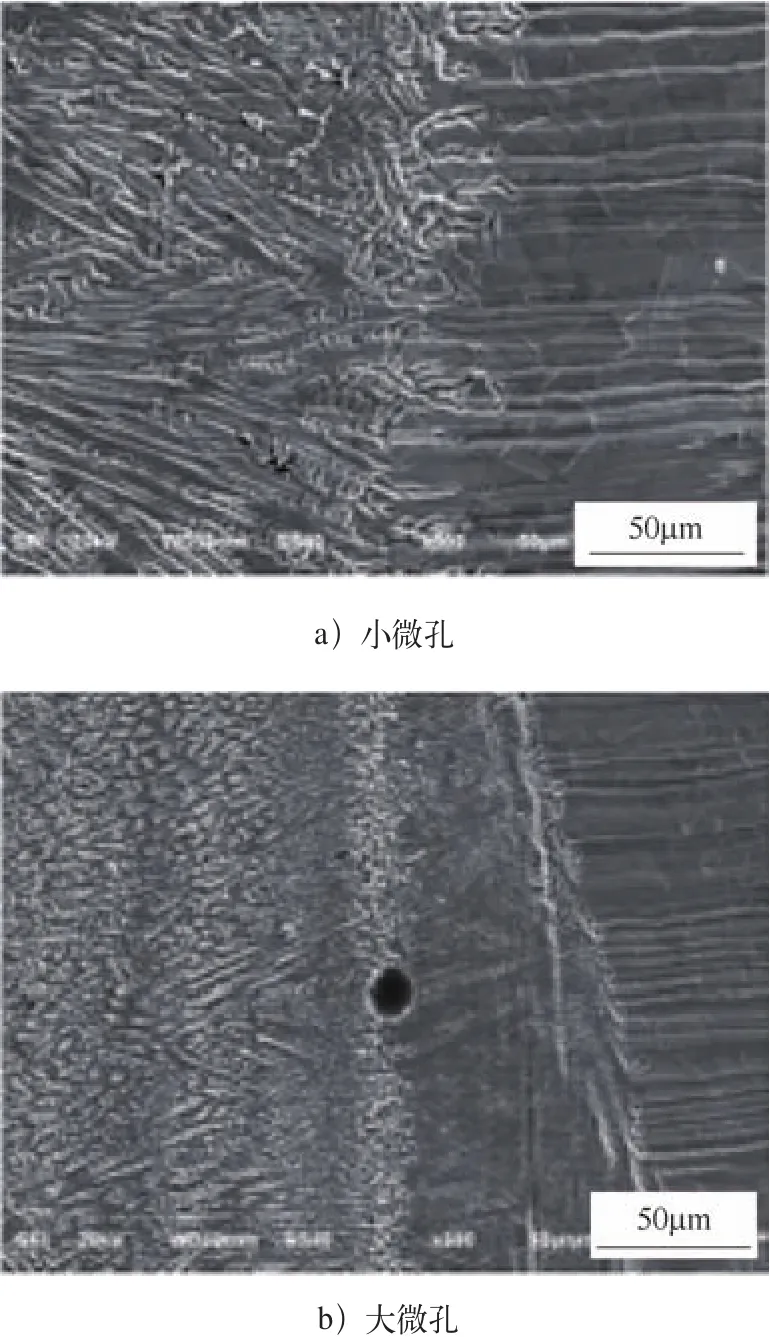
图5 激光功率和焊接电流不匹配导致的微孔
大量的研究表明,高氮钢和中氮钢焊缝区和热影响区的组织主要是奥氏体及少量δ-铁素体,δ-铁素体会降低热影响区的冲击性能,但其弥散式分布在奥氏体晶界可以起到钉扎作用,降低晶间腐蚀敏感性,因此要合理控制δ-铁素体含量及分布状态[13]。另外,焊缝中可能析出氮化物(Cr2N)、碳化物(Cr23C6)及其余第二相粒子,有研究发现焊接高氮钢时合金元素的种类和含量会影响氮化物和碳化物的析出情况,当钢的成分为wC=0.06%~0.32%、wN=0.43%~0.80%)、wCr=17.7%~22.1%、wMn=13.8%~18.5%时,Cr2N和Cr23C6的析出情况见表1[14]。
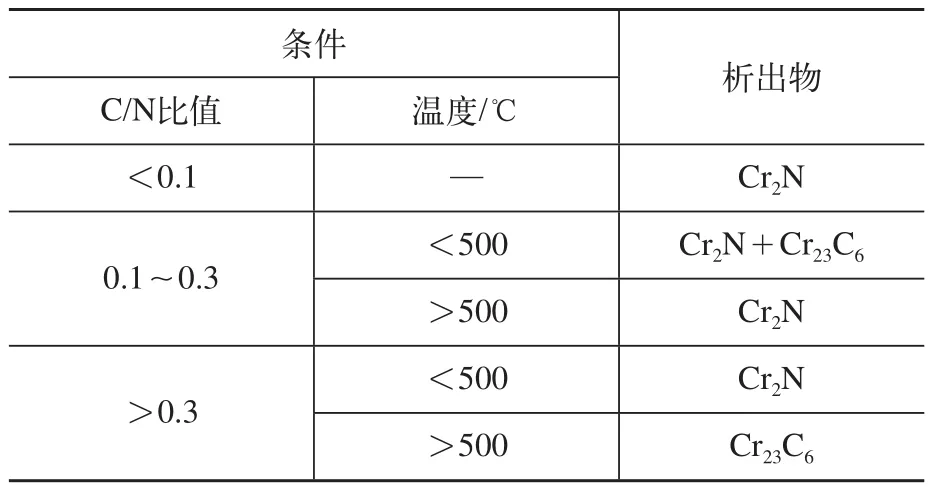
表1 C/N比及温度对Cr2N和Cr23C6析出的影响
3 焊接过程中氮迁移行为的影响
焊接接头是焊接构件薄弱区,其性能对焊接构件的安全运行至关重要。高氮钢和中氮钢的优异性能主要是得益于氮的固溶强化能力、稳定奥氏体能力和提高耐蚀能力[15]。然而焊接过程中,在热源高温作用下钢中N元素极易发生聚集和析出,导致焊接接头性能恶化。WOO[16]认为高氮钢焊接过程中主要存在氮逸出焊缝、氮气孔、凝固裂纹、液化裂纹和氮化物析出等缺欠(见图6),并构建了使用含氮保护气体焊接时焊缝中氮的迁移行为,如图7所示。
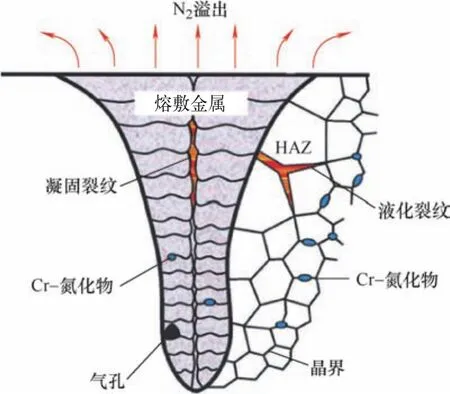
图6 高氮钢焊接接头缺欠示意

图7 含氮保护气体焊接时焊缝中氮的迁移行为
为了防止焊缝中氮损失导致接头性能恶化,通过含氮保护气体和含氮焊丝向焊缝中过渡氮是现在主流方法,在此过程中要控制好焊缝氮的总含量,以防止焊缝出现氮气孔缺欠。对于设计生产含氮焊丝而言,通过改变氮在保护气体中的比例来调节焊缝中氮含量较为容易实现,成本相对较低且可达性好。焊接中氮钢和高氮钢所使用的主流保护气体是氩气和氮气组成的混合气,通过调整氮气比例可以很好地调控焊缝中氮总量、焊缝组织,避免氮气孔缺欠。郑琳等[17]研究了保护气体中氮气和氩气比例及焊接热输入对焊缝的影响,随着保护气体中氮气比例的增加,高氮钢中的氮含量稍有变高(见图8),较大热输入能够抑制氮气孔出现(见图9),这与林晓辉等人的研究结果具有一致性。
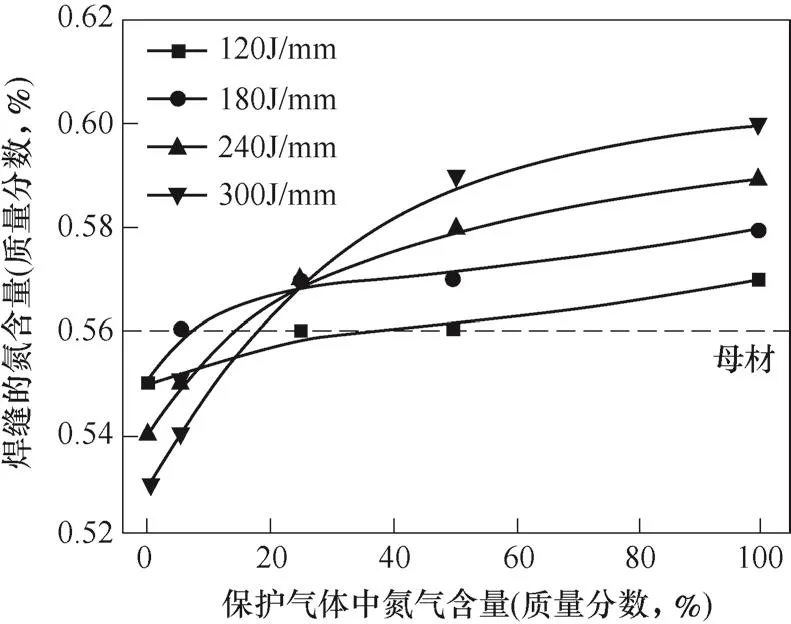
图8 保护气体中氮气含量对焊缝氮含量的影响
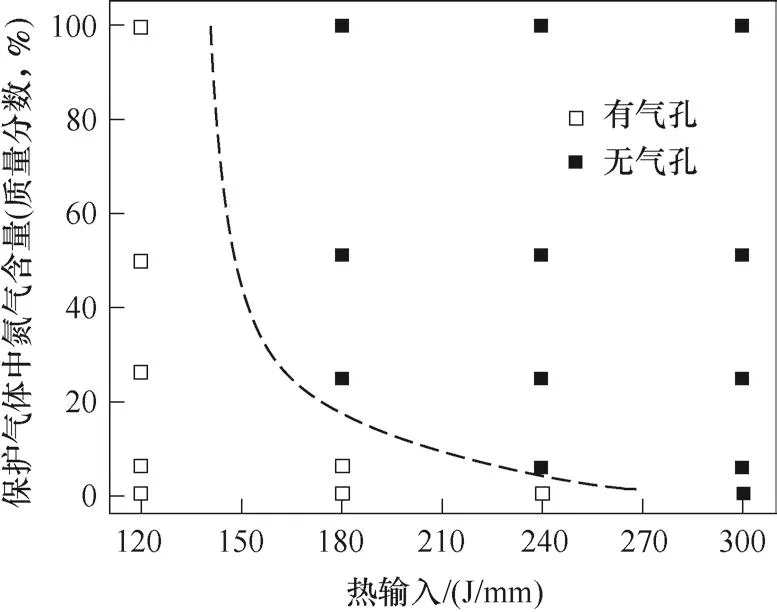
图9 保护气体中氮气含量和热输入对氮气孔的影响
荆皓等[18]通过调节PMIG焊保护气体中氮气比例研究了氮含量对高氮钢焊接接头组织和性能影响,发现随着焊缝中氮含量增大,铁素体含量减少且枝晶形态由断续骨架状变细,二次枝晶臂变短,当氮含量达到0.3%时,焊缝凝固模式是由FA模式变为A模式,组织为单相奥氏体。另外,当焊缝中氮含量增加时,焊缝中气孔数量增多,焊缝室温下冲击吸收能量先增大后减小。
在保护气体中加入氮气调控焊缝中氮含量的同时,也会导致其他问题的出现。由于氮气与氩气的电离能不同,氮气的加入会导致电弧形态发生改变,进而影响焊接电弧稳定性。方乃文等[19,20]通过激光-MAG电弧复合焊工艺焊接了QN1803钢,并使用高速摄像观察92%Ar+8%N2和95%Ar+5%CO2两种保护气体下电弧形态,发现氮气的加入导致电弧弧柱宽度减小(见图10),电弧稳定性降低,飞溅增加,该现象也存在于激光-脉冲MAG,并且随着保护气体中氮气比例的增加会使焊缝熔深变大,而熔宽变窄(见图11)。强伟等[21]使用双面同轴TIG焊接高氮钢时,发现保护气体中氮气含量增加,会使DSCTW平均弧压以三次函数的速度变大且波动增加,同时氮气会引起钨极表面烧损,且其烧损程度与氮气比例无关。
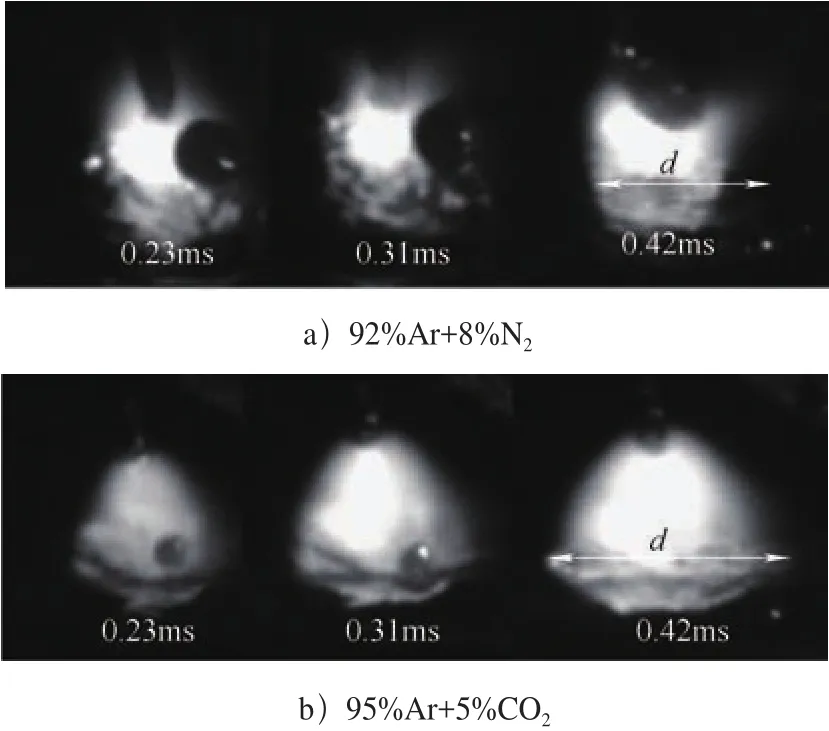
图10 两种保护气体下的电弧形态
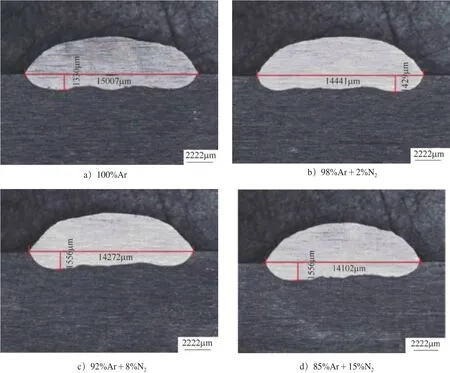
图11 不同保护气体对熔深和熔宽的影响
焊丝中氮含量变化对焊缝影响规律与保护气体大体一致,随着焊丝氮含量的增加,焊缝氮含量增加,出现气孔倾向变大,拉伸性能提高,同时氮含量增加可以减少焊缝中铁素体含量,进而降低接头硬度。明珠等[22,23]研究发现焊接电流对焊缝的影响主要取决于焊丝中氮含量,含氮量的增加会使铁素体变得粗大(见图12),该现象还与焊丝镍含量有关,研究所使用的0.35%N焊丝镍含量高达7.42%,有效地抑制了焊缝中铁素体的形成与长大,而0.85%N焊丝镍含量仅有0.05%。另外,焊丝成分也会对高氮钢焊接稳定性及熔滴过渡行为产生影响,焊丝中氮含量的增加会使熔滴表面张力增加,平均过渡时间增加,熔滴尺寸较大,但熔滴不容易爆破,使过渡频率和电信号稳定,另外增加焊丝中氮、锰含量和降低镍含量,可以降低达到射滴过渡所需要的极限电流。
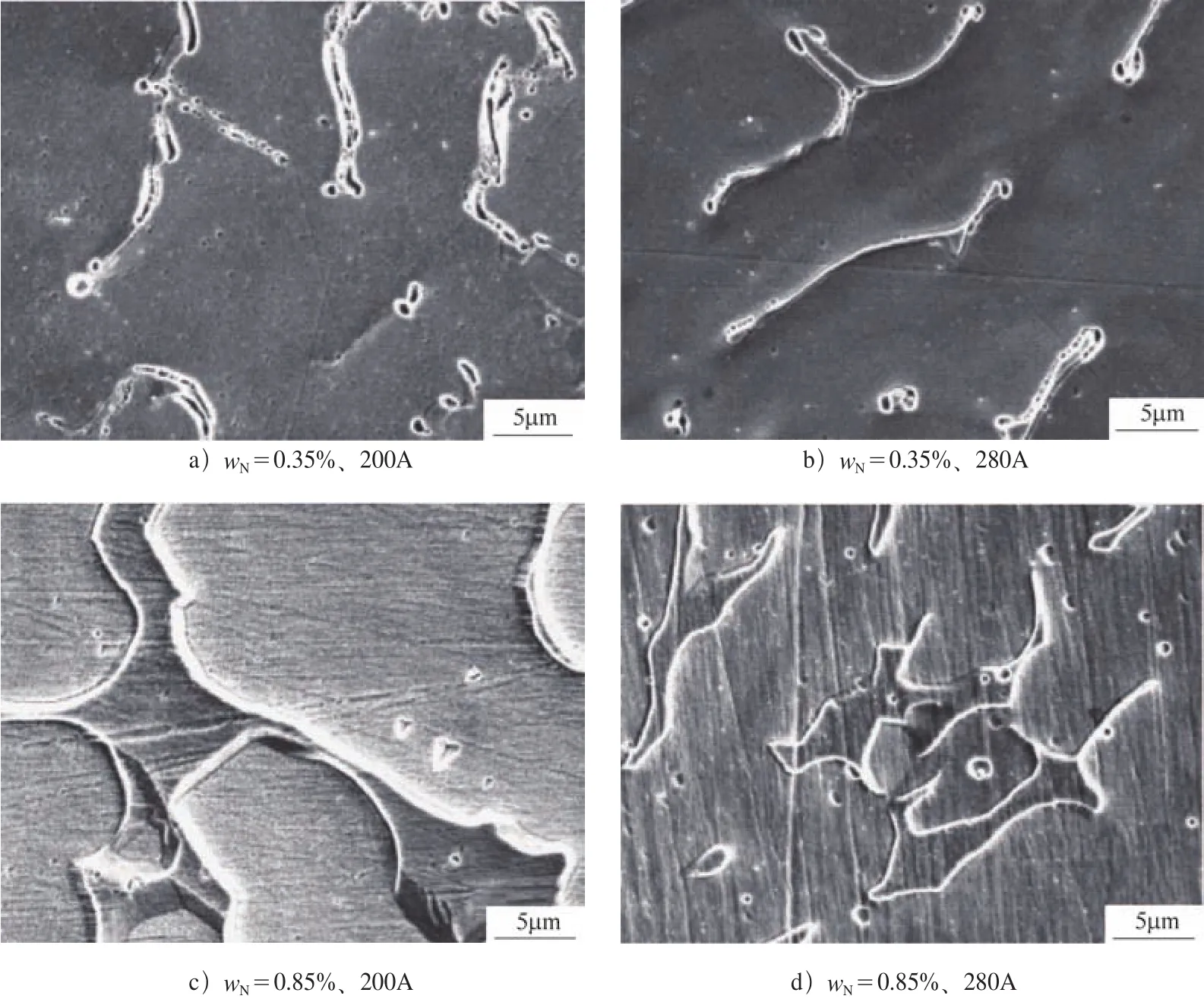
图12 不同氮含量焊丝焊缝中铁素体形貌对比
4 结束语
大多数研究表明,节镍型中/高氮奥氏体不锈钢的焊缝组织为奥氏体+少量δ-铁素体,焊缝组织
形态、氮化物(Cr2N)、碳化物(Cr23C6)及其余第二相粒子的析出,与焊接方法、焊接工艺、母材及填充金属成分有关。通过调整保护气体和焊丝中氮含量,可以很好地调控氮元素在焊接过程中的迁移行为,焊缝金属中氮含量对保证焊接接头性能、避免出现氮气孔缺欠至关重要,但要综合考虑氮对焊接电弧形态、焊缝成形、熔滴过渡过程的综合影响,在确保焊接过程稳定的前提下,获得性能优异的焊接接头。
