滤清器螺堵漏涂胶水防错装置的设计
2022-12-28卢广英
卢广英
广东鸿图科技股份有限公司 广东肇庆 526108
1 设计背景
随着汽车供应链管理水平的提高,全球汽车厂商致力于加快汽车的生产速度及降低工人的劳动强度,越来越多的汽车主机厂选择采购模块化的产品总成进行组装。对此,作为汽车零部件的供应商必须承担一部分产品的装配工作。装配工序中包含多种操作,例如某工序为涂胶后装配多颗螺栓,为防止漏装或漏涂,需要增加防错技术。通过防错技术,不仅能够降低各工序出现错误的概率,而且对于提升各项工艺与质量管理水平也起到非常重要的作用。
以某汽车发动机的油底壳为例,产品装配滤清器螺堵后再与机油滤清器进行装配,虽然原理简单,但是滤清器螺堵属于保障汽车安全性能的核心部件。为了不影响机油过滤和循环,汽车大多安装旋装式机油滤清器,属于不可清洗的一次性滤清器,需要在更换润滑油的同时更换机油滤清器,否则会影响润滑油质量。
滤清器螺堵在装配时需有一定的扭力及垂直度等技术要求,如果同时更换滤清器螺堵与机油滤清器,那么会增加更换成本,造成浪费,更重要的是难以保证密封性。因此,为防止在更换过程中将滤清器螺堵一起拆除,在设计装配过程中需要涂胶水,使产品与滤清器螺堵配合得更紧密,同时胶水也有密封作用,可以防止漏油。目前滤清器螺堵在装配前由人工进行涂胶,为防止漏涂胶水,笔者设计了一种滤清器螺堵漏涂胶水防错装置。
2 结构与原理
装配是将各种零件、部件等按规定的技术条件及质量要求连接组合成一体的生产过程。根据滤清器螺堵装配要求,滤清器螺堵装配工作流程如图1所示。
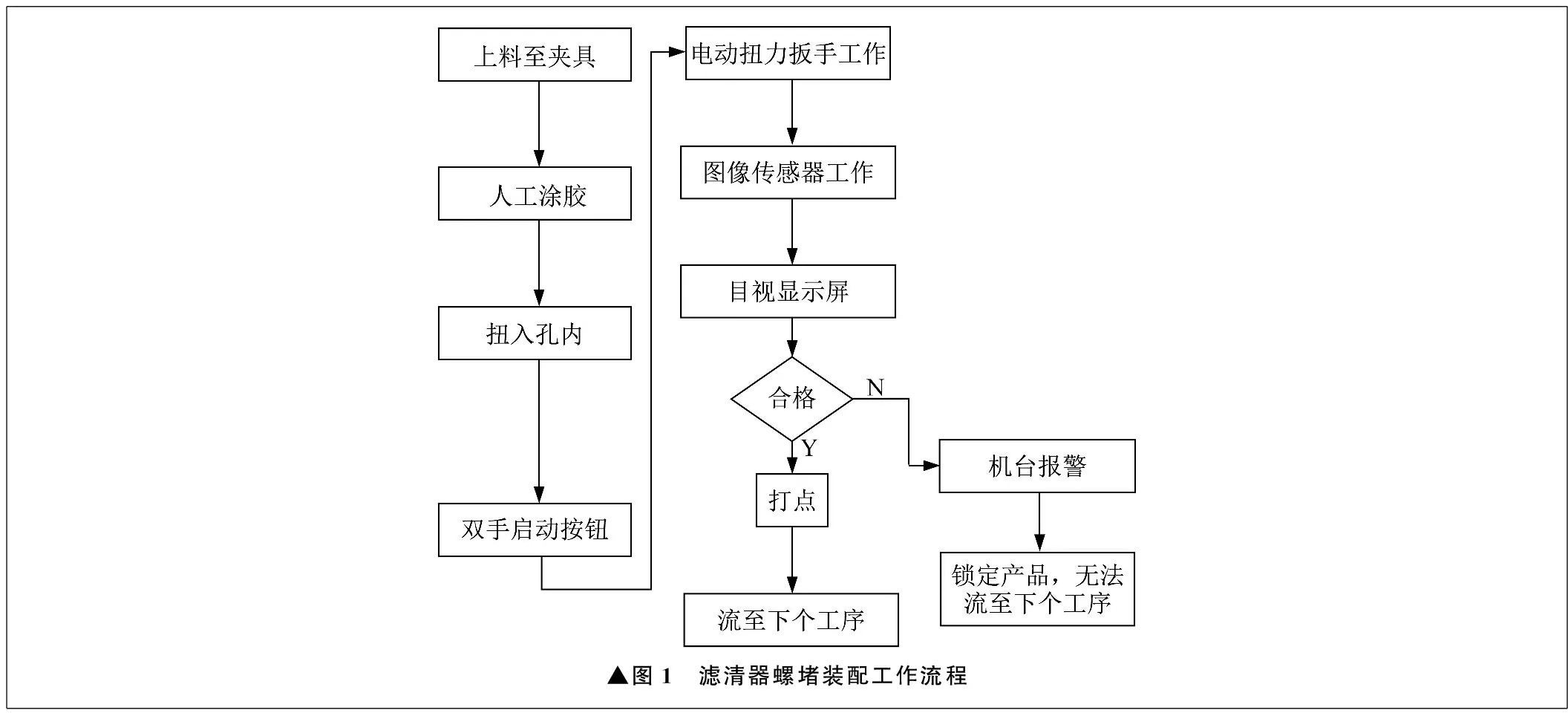
▲图1 滤清器螺堵装配工作流程
按照工作流程设计的滤清器螺堵漏涂胶水防错装置结构如图2所示。将油底壳装至装配夹具并夹紧,由操作工人在滤清器螺堵涂胶面上涂一层适量胶水,胶水颜色为浅绿色。滤清器螺堵如图3所示。手握滤清器螺堵另一端的接触面,将其扭入油底壳孔内,约一扣螺纹牙。之后双手启动电动扭力板手,电动扭力板手在施加扭力的同时启动图像传感器,根据颜色判断是否合格。判定为合格,则拍照上传至工控系统,并打合格点。判定为不合格,则拍照上传至系统,并报警提示,将该油底壳锁定,不流至下一个工序。
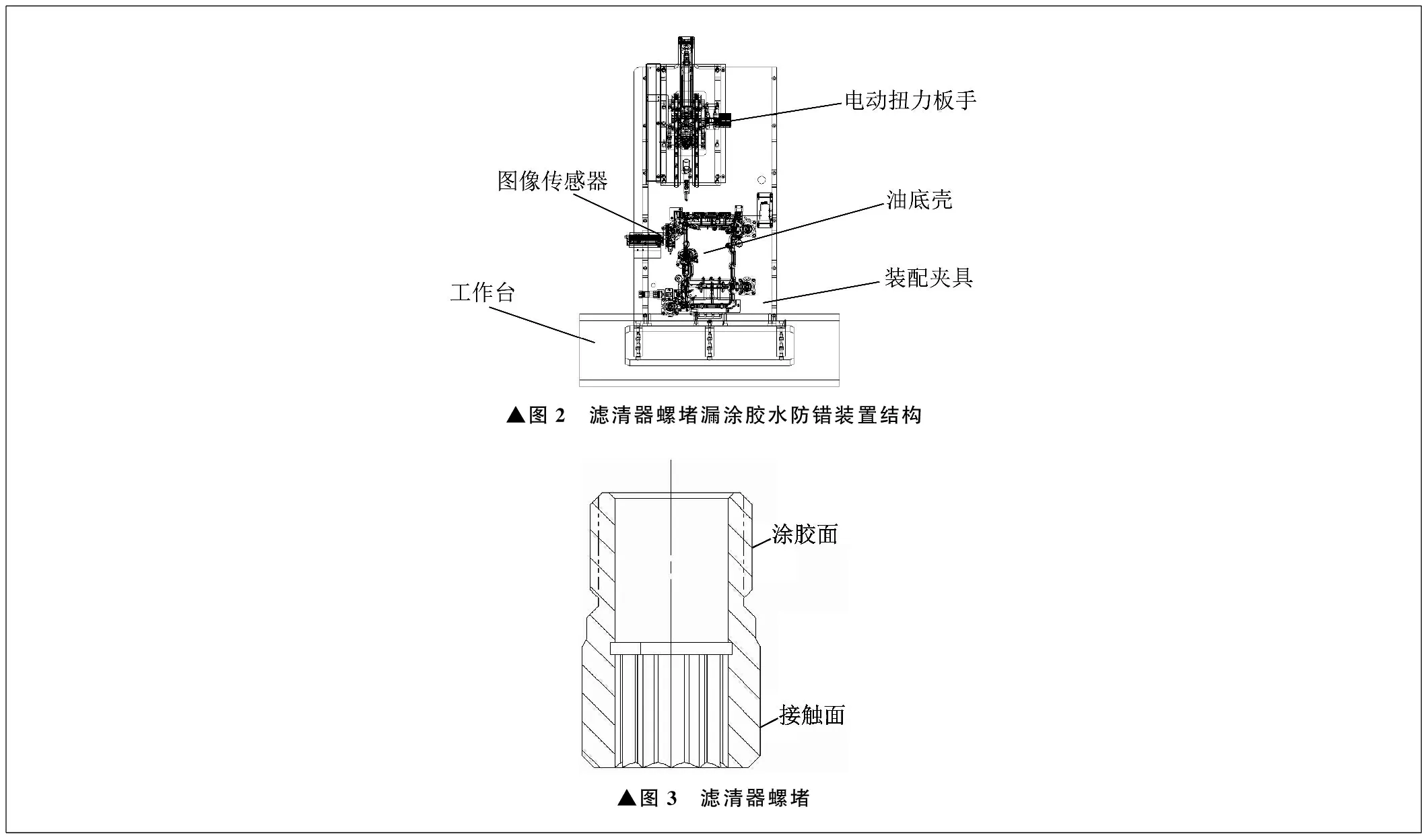
▲图2 滤清器螺堵漏涂胶水防错装置结构▲图3 滤清器螺堵
3 设计思路
设计滤清器螺堵漏涂胶水防错装置时,主要依据图像传感器拍摄滤清器螺堵涂胶面是否涂有胶水进行判别,根据分辨颜色来判断合格件或不合格件。滤清器螺堵涂胶后可以起紧固作用和密封作用。在生产过程中,每一件产品都经图像传感器拍摄照片分辨后生成一个日期文件,存储于工控系统。产品二维码与照片关联保存至数据库,方便追溯查找产品信息。
4 使用说明
当操作人将油底壳上料至滤清器螺堵漏涂胶水防错装置夹紧后,需检查螺堵外观,并将胶水涂于涂胶面上。双手启动按钮,在电动扭力板手作用下拧紧滤清器螺堵,扭矩要求为27±3 N·m。在电动扭力板手施加扭矩的同时,图像传感器开始工作,在滤清器螺堵旋转过程中识别是否涂有胶水。同时滤清器螺堵漏涂胶水防错装置上有高度测量装置,确认装配后滤清器螺堵的高度是否在设定的范围内,产品合格后方可打点确认。产品不合格时发出自动报警,并在平台上进行锁定,无法流至下一个工序。滤清器螺堵漏涂胶水防错装置实物如图4所示。滤清器螺堵装配完成后,可以在周边看到有溢出的胶水,如图5所示,方便终检人员确认。
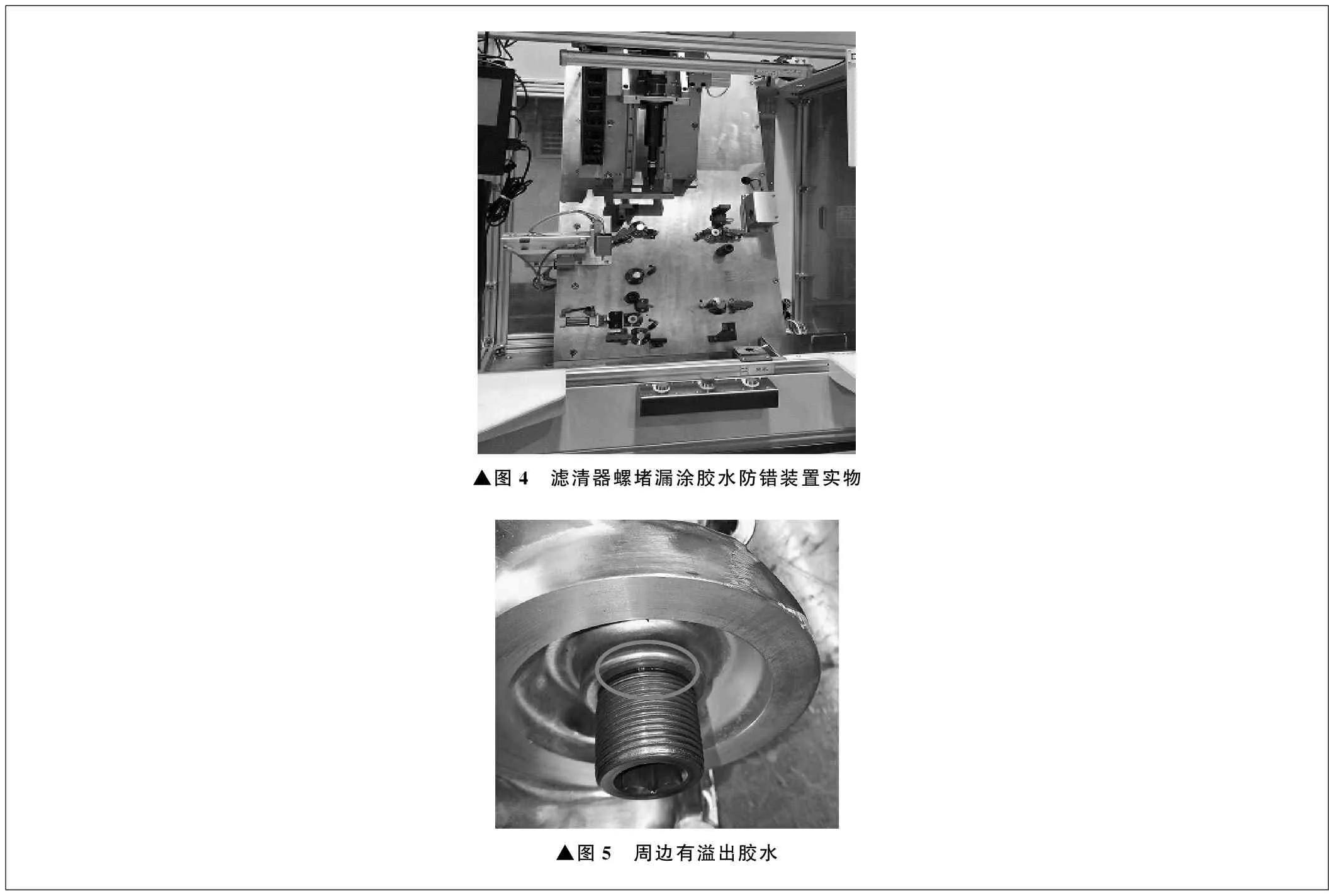
▲图4 滤清器螺堵漏涂胶水防错装置实物▲图5 周边有溢出胶水
安装滤清器螺堵后的油底壳总成试漏要求如下:低压腔体在不小于100 kPa压力下,泄漏量不大于2.7 mL/min;高压腔体在不小于700 kPa压力下,泄漏量不大于2.7 mL/min。滤清器螺堵属于高压腔体,经过试漏验证,均没有发现泄漏。
5 结束语
汽车发动机油底壳需要装配滤清器螺堵,装配前滤清器螺堵需要人工涂胶,为防止漏涂胶水等缺失,设计了一种滤清器螺堵漏涂胶水防错装置,进行监控和识别滤清器螺堵是否漏涂胶水,从而实现提高生产率,降低更换成本,减少人为错涂、漏涂,遏制不合格品流出,避免引起质量事故。
这一防错装置能够防止漏涂胶水,在质量管理中是一种实用效果非常明显的质量改进工具,可以应用至类似产品的生产中。
