ZL29型细支滤棒成型机的工艺参数研究
2022-12-11宾晖陈智鸣唐小雪潘连华黄宇亮王弘
*宾晖 陈智鸣 唐小雪 潘连华 黄宇亮 王弘
(广西中烟工业有限责任公司 广西 530001)
国内细支卷烟从2012年开始,产销量呈快速增长趋势且目前仍在稳步增长当中,细支卷烟以及细支滤棒是整个行业研究的热点[1]。ZL29细支滤棒成型机是近几年由许昌烟草机械有限责任公司生产的高速细支成型设备,设计额定机速达到500m/min,随着对细支滤棒自产化需求的提升,该机型也将成为未来生产细支滤棒的主要机型[2]。此外,国内外对ZL29常规滤棒成型机进行过大量的理论和应用研究,而针对ZL29细支滤棒成型机的研究甚少,影响细支滤棒成型稳定性的因素很多,先要从设备工艺参数研究着手,为提高细支滤棒质量稳定性[3],将一级、二级、三级开松器风压、预张力辊压(V0-P)、开松辊压(P1&P2)、开松比(V2/V1)、松驰比(V3/V2)(V4/V3)及输送喷嘴阀门开度(Jet)等调节因子纳入试验范畴,以筛选出影响细支滤棒压降CV的关键因素,旨在优化设备工艺参数,为提高滤棒压降稳定性及滤棒的使用提供一定的参考。
1.材料与方法
(1)材料与仪器
①材料
丝束:6.0Y17000,珠海醋酸纤维有限公司。
成形纸:28g/m2,19mm,恒丰纸业股份有限公司。
②主要仪器设备
细支滤棒成型机:ZL29型,许昌烟草机械有限责任公司。
综合检测台:SODIM,法国Sodim公司。
电子天平:EL204型,精确至0.0001g,瑞士Mettler Toledo公司。
(2)试验方法
①试验设计
基于前期调研情况,为找到适宜的丝带开松条件及较好成型机使用效果[4],对研究的六个因素进行两水平试验,并按MINITAB进行六因子双水平设计,生成对应试验方案。
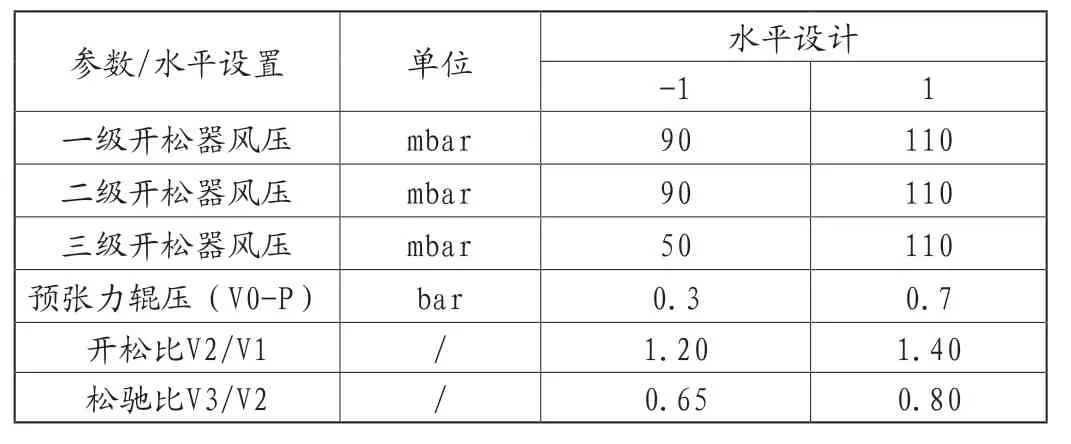
表1 六因子双水平设计表
②滤棒制备
使用同一时期同一生产线生产的丝束,同一批次的成形纸,在同一台ZL29细支滤棒成型机,由相同操作人员生产,控制额定机速及其他指标一致[5],调整不同设备工艺参数制备成同一规格[16.7mm,4300Pa]的细支滤棒样品。每一组试验参数都需待设备运行稳定后,每隔1min取30支滤棒,放于密封袋中并做好标识即为1组,取10组,并将样品在温度(22±1)℃、相对湿度(60±3)%的恒温恒湿环境中平衡4h[6]。
③质量指标测定
分别按GB/T 22838.2、GB/T 22838.3、GB/T 22838.5、GB/T 22838.6、GB/T 22838.13标准方法对不同设备工艺参数制备的细支滤棒样品的压降、圆周、硬度、长度等质量指标进行测定。
(3)数据处理
采用MINITAB、GeoGebra、Excel等软件对不同工艺参数下的细支滤棒质量指标进行差异分析,探索筛选显著因子及最优参数组合。
2.结果与分析
(1)筛选显著因子
对试验数据进行汇总,计算出各组数据的压降CV单值及均值,见表2。
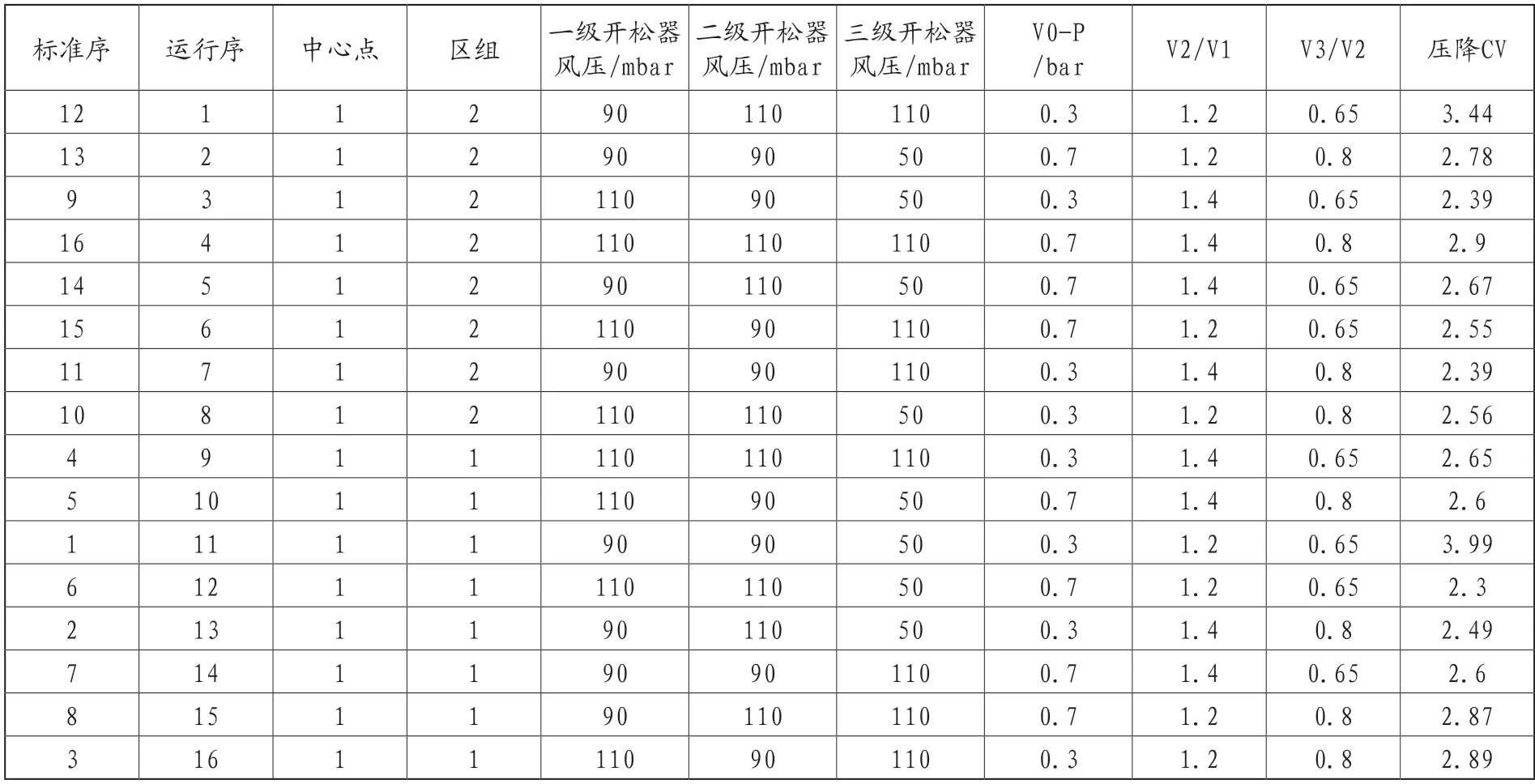
表2 试验数据统计表
对试验结果进行分析,在Minitab软件中进行“分析因子设计”“项”选择默认项,并勾选“在模型中包括区组”,可得到结果如图1、图2所示。尝试筛选出影响压降稳定性的显著主因子,但未能找到显著主因子。
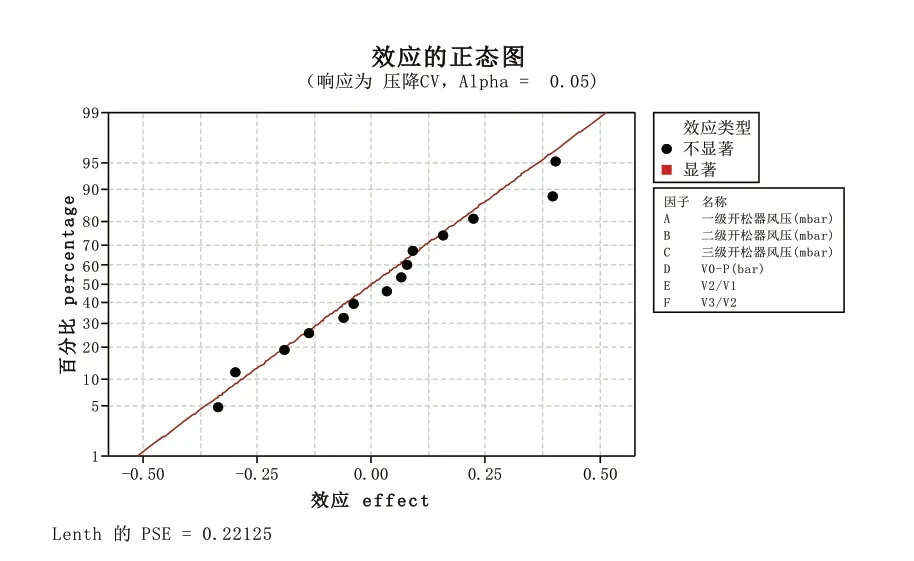
图1 效应的正态图
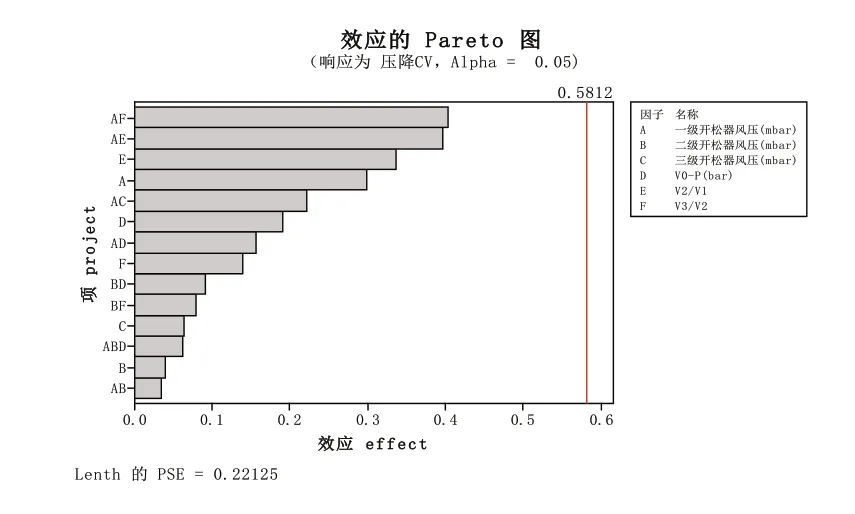
图2 效应的Pareto图
在默认项中未能出现显著因子,剔除影响较低的组合因子,再次在Minitab软件中进行“分析因子设计”“项”选择6个单因子和2个交互作用较明显的组合因子,筛选出影响压降稳定性[7]的显著因子为一级开松器风压(mbar)、V2/V1、一级开松器风压(mbar)×V2/V1、一级开松器风压(mbar)×V3/V2,详见图3、图4。
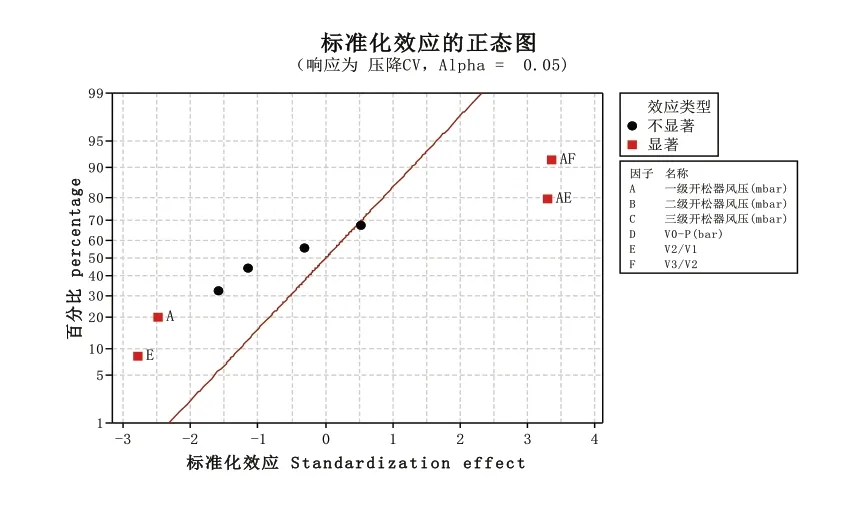
图3 标准化效应的正态图

图4 标准化效应的Pareto图
(2)确定最优参数组合
由于期望压降CV越小越好,要得到各参数组合在设定范围内的理论最优解,即需要找到回归方程的最小值(回归方程:
压降CV=52.7230-0.467646×一级风压-0.00193750×二级风压+0.00106250×三级风压-0.478125×’V0-P’-21.4937×’V2/V1’-27.8417×’V3/V2’+0.198125×一级风压×’V2/V1’+0.269167×一级风压×’V3/V2’),因二级开松器风压、三级开松器风压、预张力辊压无显著交互作用,根据方程中对应项系数的正负号,可直接得到以上三个因子的理论最优解分别为110、50、0.7。
一级开松器风压、开松比V2/V1、松驰比V3/V2代入设计值,计算出压降CV的理论值见表3。根据对公式结果的观察,虽然当一级开松器风压取最小值时,压降CV最低可达到2.12,但在开松比V2/V1、松驰比V3/V2发生轻微变化时,压降CV会显著升高[8];而当一级开松器风压取最大值时,压降CV整体情况较好,受开松比V2/V1、松驰比V3/V2变化的影响较小。考虑到成型过程中因各种因素影响[9],难免会对开松比V2/V1、松驰比V3/V2进行调节,故一级开松器风压理论最优解选择110,该条件下开松比V2/V1、松驰比V3/V2的理论最优解分别为1.2和0.65。最终经计算及对比观察,各参数的理论最优组合见表4。
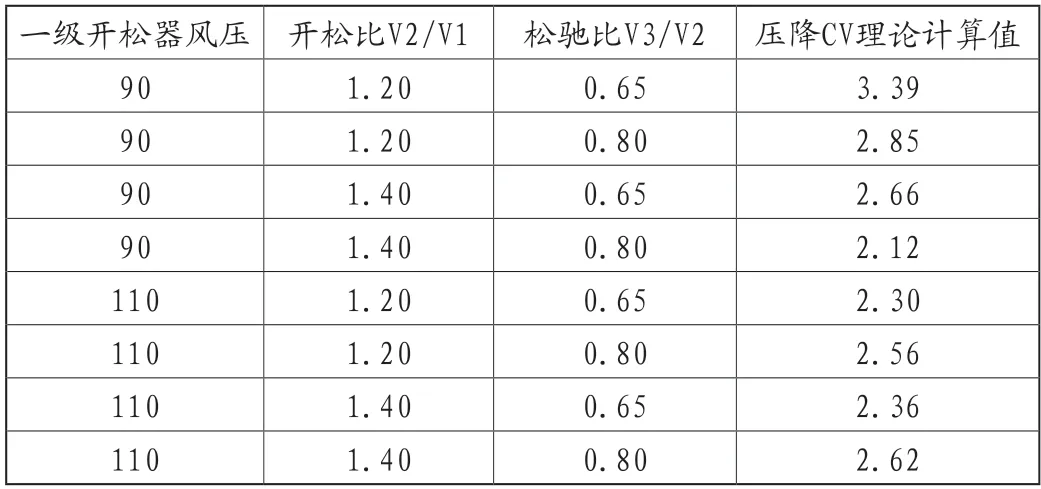
表3 压降CV计算表
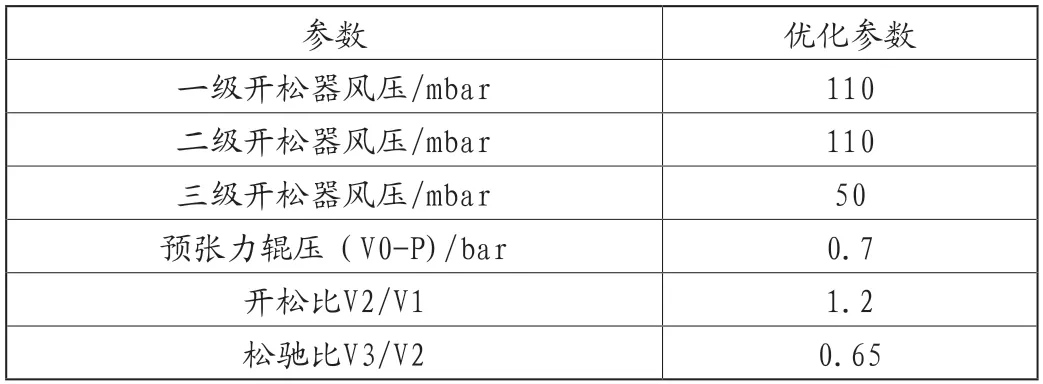
表4 参数最优组合表
(3)试验论证
根据以上分析结果,结合滤棒生产情况,在实际生产中应用最优参数,并进行应用前后滤棒指标的对比,滤棒压降标准偏差SD和压降变异系数CV下降明显,质量稳定性提升,详见表5。
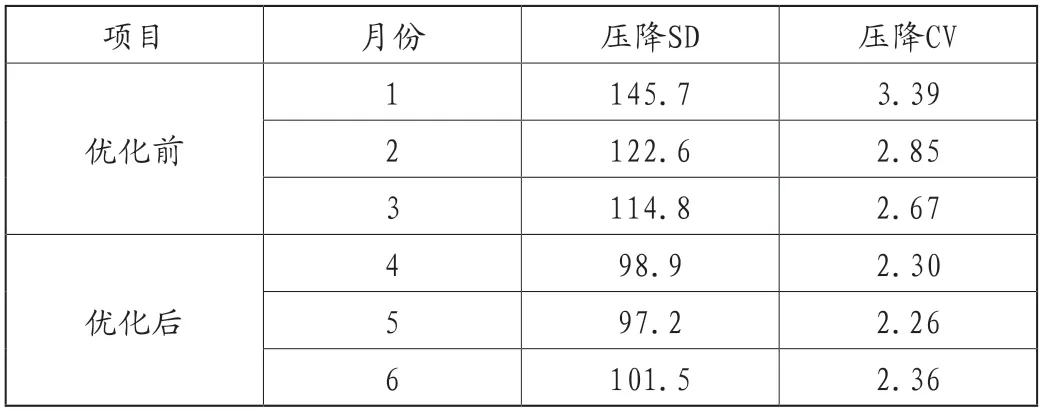
表5 参数优化应用情况表
3.结论
对于细支滤棒成型,成型机设备工艺参数是影响细支滤棒质量稳定性的重要方面,ZL29细支滤棒成型机作为高速的细支滤棒成型设备,需要深入研究与优化;对于6.0Y17000特定的丝束规格,本文选取一级、二级、三级开松器风压、预张力辊压、开松比、松弛比6个因子,开展了6因子两水平试验,采用MINITAB、GeoGebra等软件对不同工艺参数下的细支滤棒质量指标进行了差异分析,探索筛选出了最优参数组合,一级开松器风压控制在110mbar,二级开松器风压控制在110mbar,三级开松器风压控制在50mbar,预张力辊压控制在0.7bar,开松比V2/V1控制在1.2,松弛比V3/V2控制在0.65较为适宜。
