汽车结合齿的温挤压工艺及优化研究*
2022-12-10杨晶王媛
杨晶,王媛
(六安职业技术学院汽车与机电工程学院,安徽 六安 237158)
结合齿轮是汽车变速箱中的重要部件,又称为带离合器齿圈的传动齿轮[1].如图1所示,结合齿轮是由带有倒锥的小齿圈和带有斜齿的传动齿轮两部分组成,其结构较为复杂,不便于机械加工.

图1 结合齿轮
齿轮采用传统的机加工方法比较多[2],有铣齿、滚齿、插齿、剃齿,还有一些采用磨齿的精加工方法,这些机加工方法往往都会切除大量铁屑,破坏了金属的线形组织,导致材料利用率低,强度低等.而采用塑性成形加工方法加工的齿轮则可以克服以上缺点,不仅可以缩短工序、减少耗材、提高效率,还可以提高齿轮某些部位的外观质量,齿面粗糙度也能小于Ra1.6,因此,本文主要研究汽车结合齿的温挤压工艺成形方案,对成形过程进行了模拟和分析,得到了较优的成形方案.
1 结合齿轮结构分析
图2所示为结合齿轮零件的二维图,通孔直径为40.7 mm,最大轮廓直径为115 mm,关键参数齿轮的大圆直径为87 mm,小圆直径为79 mm,齿高为4 mm.分析可知,齿轮结构复杂,关键成形部位为齿轮部分.齿轮的成形关键是金属能够完全填充齿轮型腔,同时不会出现金属的折叠和裂纹及微裂纹等缺陷[3-4].相较于齿轮结构,其他部位的成形相对容易,只要不出现折叠、粘皮、裂纹等缺陷即可.齿轮的上半部分有一定的锥度,角度为3°,该部分也可以通过挤压成形得到,不过也要根据成形效果,考虑是否通过后续机加工成形.表1所示为该结合齿轮的主要参数.

图2 结合齿轮二维零件图(单位:mm)

表1 结合齿轮渐开线齿形参数
根据以上分析,设计出的总体研究方案为:(1)构建特定汽车结合齿轮的结构,利用正逆向软件快速形成三维模型数据,再利用有限元软件构建分模面,获得相应的模具有限元模型,优化局部齿形结构;(2)利用温挤压成型工艺,多工步模拟20铬材料的结合齿轮有限元模型的成型过程,选择不同的成型温度、挤压速度、成型载荷、摩擦因子等参数对比模拟,获得多工步成型的方案,初步设计出预挤压件结构;(3)对成型后的结合齿轮结构进行场量分布观测,寻找各参数间的影响规律,调整预挤压件的圆角、外形和连皮等结构[5-6],最终得到较好的终挤压零件结构;(4)利用挤压设备,采用模拟的最优参数进行实验试制,分析挤压件内部组织结构,得到完善的结合齿轮结构.
2 汽车结合齿单工步成形过程分析
根据图2二维图形的分析,利用UG12.0对零件图进行三维建模,如图3所示.挤压件图的三维图是利用UG的GC工具箱模块,并根据齿轮参数构建模型.

图3 挤压件三维图形
按照温度分类,挤压成形一般分为:热挤压、温挤压、冷挤压[7].热挤压是指高于金属的再结晶温度进行的挤压造工艺,由于要求模具材料具有较好的高温强度,这就会造成材料表面金属的氧化,因此会降低挤压件的成形精度;冷挤压是指在金属不经加热就进行的挤压工艺,一般是用于变形抗力小的金属,可以保证零件的成形质量和强度、以及成形精度;温挤压是指在温度介于室温与再结晶温度之间进行的挤压工艺,其兼顾了前两者的优点,在降低成形载荷的同时提高了挤压件的成形质量及成形精度,因此具有较广的应用.
2.1 有限元模型构建
利用UG12.0三维造型软件对结合齿成形有限元模型所需的各模具单元进行建模,为了减少模拟的工作量,将模具简单化设置,并生成STL格式,将其导入到Deform-3D软件的前处理模块中,建立结合齿轮成形工艺的有限元模型.图4所示为单工序下挤压件的有限元模型,有限元模型包括:上模、下模及坯料.其中上模和下模设定为刚性体,结合齿轮的坯料材料为20铬,坯料形状为圆柱体,总体积为77 443.95 mm3.根据体积不变原理,同时考虑到坯料损耗及产生的飞边,将变形过程中的损耗设为5%,因此坯料的尺寸为φ60 mm×26.5 mm.本零件由于涉及到复杂的成形过程,在变形过程中要求网格自适应变化的能力较好,因此选择四面体网格对坯料进行划分,网格单元数为50 000个.
将模具与坯料之间的摩擦采用库伦剪切模型,摩擦因子统一设定为0.25.坯料与模具之间的传热系数设置为2 W/(m2·K).上模设为主动模,行程设为26.5 mm,运动速率为匀速,大小设为1 mm/s.为保证变形过程中坯料的温度,变形时对模具和坯料进行预热,温度设为200 ℃,坯料温度设为900 ℃.

图4 有限元模型图
2.2 成形效果及分析
图5所示为挤压件的成形效果图.可以看出挤压件均能基本成形,但有部分缺陷产生.图中A区域的齿轮未完全成形,同时在非主要成形区域的大直径轮廓处存在未完全成形的缺陷,如B区域所示.说明在该种情况下,单工步成形不利于挤压件的主要成形区域的成形,受坯料形状的限制,在变形过程中金属的流动可能会存在不合理的流动行为,导致在变形结束时部分成形部位不能有效充填,致使产生充不满的缺陷,因此需对变形过程中金属的流动进行分析,以对坯料的形状进行设计提供参考.

图5 挤压件的成形效果
对900 ℃下挤压件的速度场进行分析.图6所示为挤压件在不同变形阶段金属的速度场变化情况.
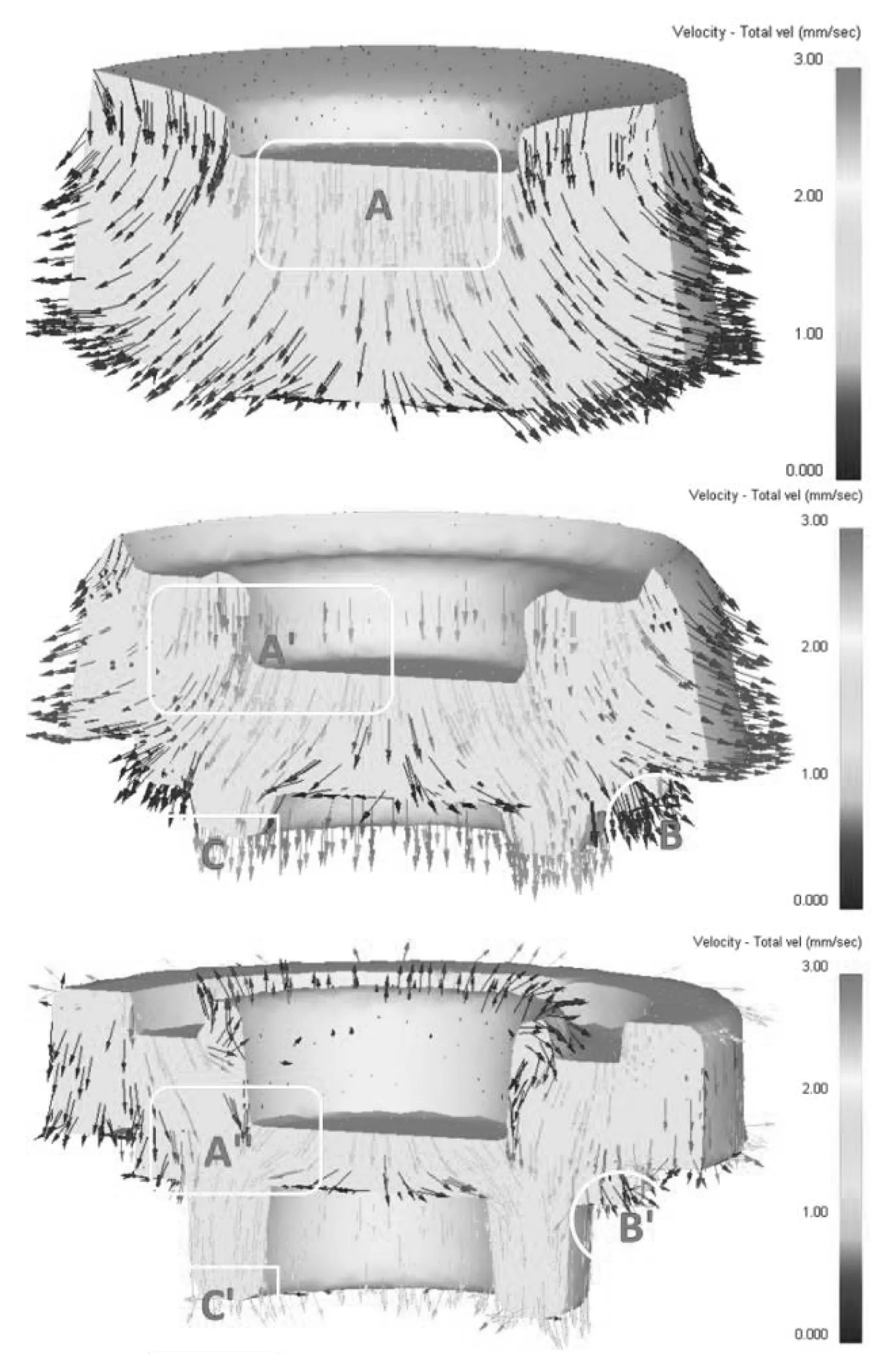
图6 不同变形阶段金属的流向示意图
开始的变形阶段金属在上模的作用下主要发生镦粗变形,坯料最先变形的部位是与模具接触的部分.金属向模具型腔逐渐流动,可以看到金属流动方向是一致的,坯料中心部位的金属速率最大并向边缘流动,如图6中A区域所示;金属不断流动填充的是易成形的型腔部位,挤压件的轮廓逐步展现出来,金属流动速率较大的区域为与上模接触的部分及挤压件线段的部位,如图6中A′及C区域所示,而主要的齿轮成形部位的金属流动速率较小,如图6中B区域所示,这表明在变形过程中流向主要变形部位的金属会不足,这就造成齿形部位未能完全填充;在变形的最后阶段,即整形阶段,坯料变形基本结束,挤压件也基本成形,挤压件下端金属的流动速率基本一致,如图6中A″及C′区域所示,但主要成形区域B′的金属流动速率较小,至此挤压件成形过程结束.通过以上挤压件的成形效果,结合金属的流动速率可知,结合齿轮的主要成形部位的金属流动速率偏低,在一定的变形时间内流向该部位的金属较少,将会造成该区域不能完全充满,进而形成缺陷.
结合以上分析及结合齿轮的结构特点,可知单工步条件下成形有填充不满的缺陷,需要通过多工序成形,设置预挤压件,以得到较好的成形方案.
3 多工步成形工艺
多工步成形的关键环节是精确设计预制坯的结构,即对预成形工序作出合理的制定.一般预挤压坯是根据挤压件的尺寸和结构设计的,先将非主要部分形成一个挤压件雏形的预挤压坯,而后换另一套模具,再次挤压成形得到最终的挤压件.
3.1 预制坯成形工艺
基于以上分析,增加该挤压件的成形工序,即预成形[8-9],该工艺的流程图如图7所示.预成形挤压件的基本结构与对挤压件相似,该预成形件的结构形状可根据后续的模拟分析进行修改,以得到有利于挤压件成形的预挤压件.而对预挤压件合理的判断主要依据是通过模拟分析后处理的相关场量来进行的.

(a)坯料 (b)预挤压件 (c)终挤压件
3.2 预挤压件成形效果分析
图8所示为预挤压件的成形效果图,可知预挤压坯的基本轮廓均已完全成形,在与上下模接触的区域有金属的折叠区产生(区域A所示),仅在挤压件的大径轮廓处有少许飞边产生(区域B所示).在进行第二道工序时,将预挤压件放置在终挤压模具的中间,同时设置接触关系,即可进行后续的终挤压成形模拟仿真过程.图8(b)为变形后预成形件整体的温度分布情况,可知预挤压件的温度介于380~470 ℃,中间部位的温度最高,大径轮廓处的温度由里向外呈阶梯式下降分布.

(a)挤压件轮廓 (b)温度分布
3.3 终挤压成形效果分析
在前处理中预成形过程的最后一步将预成形模具删除,而后导入终挤压模具,设置预挤压件与模具的接触关系,测量上下模的开口高度,即为上模的运动行程,经测量行程大小为15.5 mm.同时运动速率设为匀速,大小为1 mm/s,为保证变形过程中坯料的温度,变形时对模具进行预热,温度设为200 ℃,坯料温度设为700 ℃.摩擦因子统一设定为0.25.坯料与模具之间的传热系数设置为2 W/(m2·K).
变形结束后,分析该条件下挤压件的最终成形效果,如图9所示,挤压件整体成形效果良好,网格分布也很合理,在大径轮廓处有少许的飞边产生,这是半封闭式挤压工艺不可避免的,在实际生产中可以通过后续进行修整.同时齿形成形也较完整,对比单工序下齿轮的成形质量有较大提高,齿轮充不满现象基本消失,齿根无折迭或充不满的现象,这说明在终挤压阶段金属的流动更加合理,预成形阶段齿轮的非主要成形部分已基本成形.在终挤压阶段主要成形齿轮部分,同时对预挤压件结构进行优化.

图9 成形效果图
4 多工步成形优化
通过调整齿形部分的挤压件结构,来改善金属的流动效果,使金属能够较容易地填充型腔,从而降低成形载荷,改善成形效果,以达到对预挤压件的结构进行优化的目的.
4.1 挤压件结构和参数优化
预挤压件的结构是根据挤压件的形状来确定的,结合预挤压件的形状及金属流动规律,对预挤压件结构进行改进,如图10所示,将A区域的93°轮廓改为圆弧过渡,如10(b)所示圆弧(R2)两端以圆弧(R1)连接过渡,有利于金属的填充.该圆弧半径大小设置为20 mm、25 mm、30 mm,分别进行模拟.最终得出30 mm的半径条件下,预挤压件的充型效果、成形载荷、金属流动情况和应力应变情况较优.

(a)初始预挤压件结构 (b)拟优化预挤压件结构
同时,对挤压件结构进行优化,由挤压件的成形效果可知初始挤压件存在圆角半径过小导致在整形阶段金属很难填充,成形效果较差,同时冲孔连皮的厚度过厚也导致金属不足.因此,从这两个方面对挤压件进行优化,将原来的圆角半径增加,以降低金属的流动阻力,同时根据体积不变原理,将冲孔连皮的厚度由10 mm降低至6 mm,尽量填充难成形区域.并据此构建挤压件的三维模型,以此来获得终挤压的上下模具.
优化挤压件成形过程中的参数,将热传导率由原来的2降低为1.5,减低了热传递,提高了金属的流动性,将上模的下压速率提高至1.5 mm/s,具体参数如表2所示.在实际生产中可以通过涂抹高温润滑剂来降低摩擦、降低热传导速率,以提高挤压速率降低传热时间保证金属的温度.

表2 挤压件成形参数优化
4.2 挤压件的最终成形效果
通过以上对结合齿轮预挤压和终挤压成形过程的优化和分析,在上述条件下对挤压件的成形进行仿真分析,得到图11所示的成形效果,由图可知挤压件整体成形较好,对比挤压件的三维模型,成形的挤压件结构轮廓也很清晰,主要成形部分与挤压件吻合,在合模位置不可避免有少许飞边产生.同时,对齿形进行分析,如图所示齿形成形较好,与基圆轮廓接触部分成接近90°角,而且齿顶成形完好.与优化前相比,成形效果有很大的改善.

图11 挤压件成形效果图
如图12所示为挤压件优化后的等效应力的分布情况,其分布规律与等效应变分布规律基本一致,挤压件的最大等效应力值为490 MPa,最大应力值分布在合模位置,平均等效应力为363 MPa.齿形部位以及挤压件的上下端处的应变值也较大,说明该部分为变形激烈的区域.从挤压件的变形过程可解释挤压件的应力分布情况,在预成形阶段挤压件的基本主体结构均已成形,在终挤压成形阶段,齿形部分和挤压件的周边轮廓部分,金属的流动比较剧烈,填充效果好.

图12 优化后挤压件的等效应力分布情况
5 实验验证
制备20铬钢材,坯料尺寸为φ60 mm×26.5 mm,采用带锯床进行下料,配备1 000 t的液压机,采用陶瓷保护电阻加热圈对模具预热.如图13所示,成形挤压件剖面处的金属流动曲线,与有限元模拟中金属的流动过程是一致的.从图中可知金属的流向完整,没有中断的现象,说明金属变形过程十分规则,不存在杂质聚集导致流向破坏的现象,这将增强组织的显微硬度,提高挤压件的整体强度.进一步验证本方案和参数的可行性.

图13 挤压件金属流动曲线
6 结论
针对传统工艺下生产结合齿轮的生产效率低、材料利用率低、零件性能较差,无法满足市场的需求;采用有限元成形结合实验试制方法,研究出新的工艺方案,对成形过程做了详细的模拟,分析多种变量对齿轮成形流线的影响,选择较优的成形方案,结合实际生产进行验证.得出可利用多工步成形,构建预挤压件的结构形状,同时对预挤压件的结构进行了优化,模拟分析得出半径为30 mm的预挤压件为当前较优的参数;同时减小冲孔连皮的厚度,降低热导率,提高上模的下行速度,摩擦因数应控制在0.1~0.15之间,挤压件的成形效果较佳;对成形工艺优化后试制的挤压件剖面进行观察分析,得出其分布合理,呈流线分布,说明本工艺对结合齿轮的成形方案是可行的.
