西门子828D数控车床编程技巧分析
2022-12-01王雪梅
王雪梅
山东科技大学工程实训中心 山东青岛 266590
随着科学技术的发展,数控机床在工业中被广泛应用,这给机械制造业的生产方式及产品结构带来了深刻变化。许多高校的工程训练中心适时增加了数控机床的实训[1-4]。数控车床主要用来进行轴类、盘类等回转体零件的加工,适用于多品种、中小批量产品的生产,对复杂、高精度零件尤能显示优越性。
由于加工程序是人的意图与数控加工之间的桥梁,所以掌握加工程序的编制过程是整个数控加工的关键。数控编程是实现数控加工的重要环节,对获得更高的加工效率与加工质量起着重要作用[5-8]。为提高实训同学编程的正确性和加工效率,保证实训安全,现以实训中常用的西门子SINUMERIK 828D为例,对编程技巧进行研究与探讨。
1 SINUMERIK 828D编程基础
编程的定义:为了使数控机床能根据零件加工的要求进行动作,必须将这些要求以机床数控系统能识别的指令形式告知数控系统,这种数控系统可以识别的指令称为程序,制作程序的过程称为数控编程。
1.1 常用指令
准备功能G指令G00,G01,G02,G03
G00 XZ;快速点定位:快速移动到指定点。
G01 XZ;直线插补:按F给定进给速度直线移动到指定点。
G02 XZCR=;顺时针圆弧插补;
G03 XZCR=;逆时针圆弧插补;
按F给定的进给速度按照顺时针(逆时针)插补到指定点。
此外还有一些常用的辅助功能M指令及其他指令。
1.2 编程方式
SINUMERIK 828D采用绝对坐标编程和直径编程方式。绝对坐标编程:以工件坐标系原点为基准的坐标值。直径编程:径向尺寸以直径量表示。由于被车削零件的径向尺寸在图样标注和测量时均采用直径尺寸表示,所以在直径方向编程时,以X(U)通常以直径量表示。
1.3 编程方法
手动编程与图形引导编程相结合的混合编程。其中图形引导编程是指通过画图自动生成加工程序。
编程注意事项:零件图形绘制中,通常会有斜角和圆角的过渡,倒斜角用参数CHR表示,倒圆角用RND表示,可以使用“选择键”切换选择。
2 SINUMERIK 828D数控系统程序结构
SINUMERIK 828D数控系统采用了传统的手动编程与画图生成程序相结合的方法,使整个编程更简单、直观,便于新手学习、使用。以轮廓车削为例,先对程序结构进行分析。

整个程序分为两大部分:主程序和轮廓程序。主程序通过编辑窗口手动输入。主程序又分为三大部分:启动定位、主体语句、退刀结束,其中主体语句又分为毛胚参数设置、轮廓调用、轮廓车削参数设置三部分。轮廓程序通过编辑窗口画图来生成。
3 SINUMERIK 828D数控系统编程分析探究
数控编程的过程不仅仅单指编写数控加工指令代码,还包括从零件分析到编写加工指令代码,再到制成控制介质,以及程序校核的过程。需要加工的零件如图1所示。
工艺分析如下:
机床:CKNC-50H。
毛坯:外径40mm尼龙棒。
刀具:T1D1——右偏刀,T3D1——切断刀。
程序名:WKS1999。
工序:轮廓车削,粗车——精车。
程序编写分析:
根据零件图和加工工艺进行程序的编写。
以轮廓车削为例:
点“新建”按键建立一个新程序,程序名可以是字母、数字或字母与数字的组合。主程序格式为××××.MPF,例如WKS1999.MPF。
第一步:新建一个程序:WKS1999。
按“程序管理”键,点击屏幕右侧“新建”键,打开新建窗口,输入程序名“WKS1999”,按屏幕右下角“确认”键,新建程序并打开,这些程序段会被自动保存。
第二步:手动输入主程序中的启动定位部分。
启动定位部分:T1D1;
M3 S300 F0.2;
G00 Z2;
X43;(根据毛坯粗细修改,比毛坯粗1~2mm)
第三步:设定毛胚参数。
点“其他”—“毛胚”设定毛胚参数。
在主程序中就会生成WORKPIECE语句,具体如下:
WORKPIECE(,,,”CYLINDER”,0,0,-150,-70,41)
第四步:设置切削参数。
点“轮廓车削”—“切削”设置切削参数—点“接收”键。
在主程序中就会生成CYCLE952语句,具体如下:
CYCLE952(“ABC”,,””,2101333,0.1,0,0,1,1,……)
第五步:画图生成图形引导编程程序。
点“轮廓车削”—“轮廓”—“新建轮廓”—输入新名称点“接收”进入画图界面。采用直径编程,默认起点坐标X0 Z0,点击接收,这时候在屏幕的右侧会出现绘制图形的基本元素,如下图所示:
在图4中,从上到下,依次为水平线、垂直线、斜线和圆弧。
首先,开始绘制第一个元素:圆弧。从图1可以看出,这是一个逆圆弧,半径CR=12,终点为(24,-12),将各个参数输入系统,点“接收”—“接收对话”可以得到下图:
按照相同的方式,绘制后续的元素。完整的零件图形如下图:
零件图形绘制结束,点击接收,就会在编程界面自动生成轮廓程序。
E_LAB_A_009:
……
E_LAB_E_009:
第六步:轮廓调用。
点“轮廓车削”—“轮廓调用”—输入轮廓名称—点“接收”,形成CYCLE62语句。
具体如下:
CYCLE62(“009”,1,,)
第七步:手动输入主程序中的退刀结束部分。
在CYCLE952(“ABC”,,””,2101333,0.1,0,0,1,1,……)下面输入退刀结束部分:
G00 X100;
Z100;
M05;
M30;
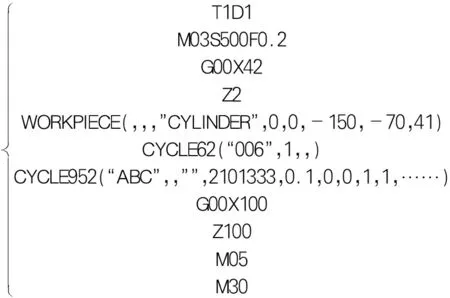
整个编程结束,完整的程序如下:
(程序号WKS1999)
T1D1
M03S500F0.2
G00X42
Z2(手动编程设定起刀点)
WORKPIECE(,,,”CYLINDER”,0,0,-150,-70,41)(毛胚参数设置)
CYCLE62(“009”,1,,)(调用加工轮廓)
CYCLE952(“ABC”,,””,2101333,0.1,0,0,1,1,……)(设置切削参数)
G00X100
Z100(手动编程设定退刀点)
M05
M30(程序结束)
E_LAB_A_009:;##SM Z:2
G18 G90 DIAM90;*GP*
G0 Z0 X0;*GP*
G3 Z-12 X24 K=AC(-12)I=AC(0);*GP*
G1 Z-27 X32;*GP*
Z-35;*GP*
X38 CHR=1;*GP*
Z-52;*GP*
E_LAB_E_009:(图形引导编程)
第八步:程序模拟。
程序编制完成后需进行验证,以确保程序正确,加工出来的工件符合设计要求,同时也能保证实训同学和加工设备的安全。
模拟:采用图形显示功能校验。图形显示功能动画支持,可以显示自动运行期间的刀具移动轨迹,操作者可通过观察屏幕显示出来的轨迹来检查加工过程,显示的图形可以进行放大、缩小及复原,还可以选择多种视图方式,直观形象。
其操作过程如下:
点“模拟”键,选择“侧视图”或其他视图方式。
模拟过程中出现报警,可按复位键“RESET”来消除,并按报警提示修改好程序。
结语
本文以SINUMERIK 828D数控系统廓加工编程为例,用具体编程步骤对编程技巧进行了探讨。利用该编程步骤进行编程,可以使初学者尽快掌握编程方法,提高编程的正确性,保证实训安全,提高加工效率[9]。
