基于滑块曲线编程的伺服压力机生产线工艺改善研究
2022-11-25李启源王昌刘泽宇一汽大众汽车有限公司佛山分公司
文/李启源,王昌,刘泽宇·一汽-大众汽车有限公司佛山分公司
伴随着汽车表面覆盖件造型的日新月异(弧度多变、棱线锐利等),对材料成形提出的挑战也越来越大,传统机械压力机给予材料成形的调整能力已显得捉襟见肘。本文基于冲压行业最新技术——Schuler 伺服压力机生产线,其压力机滑块曲线可编程功能为模具工艺和制造提供了更大的窗口和柔性。
滑块速率变化的影响
在零件成形过程中,滑块的速度直接影响到材料的应变速率:低速时,由应变速率引起的材料塑性随滑块速度增大而减小;高速时,材料塑性急速下降,可能达到极限抗拉强度,有破裂的趋势。因此,零件成形过程中滑块速率的变化对产品品质起着十分重要的作用,下面就以大众高尔夫7 车型后盖外板的扰流板区域缩颈缺陷为例展开研究分析。
速度关键点分析
图1 为Autoform 软件做的拉延成形过程分析,在距离下死点15mm 位置,材料开始出现缩颈缺陷;在距离5 ~1.5mm 的位置,轮廓R 角逐渐成形;到达下死点,三角区成形。通过理论模拟可以看到,在距离下死点15mm 位置,材料塑性达到极限,可以尝试在此处对滑块速度进行减速调整,抵消滑块高速成形时对材料塑性的影响。
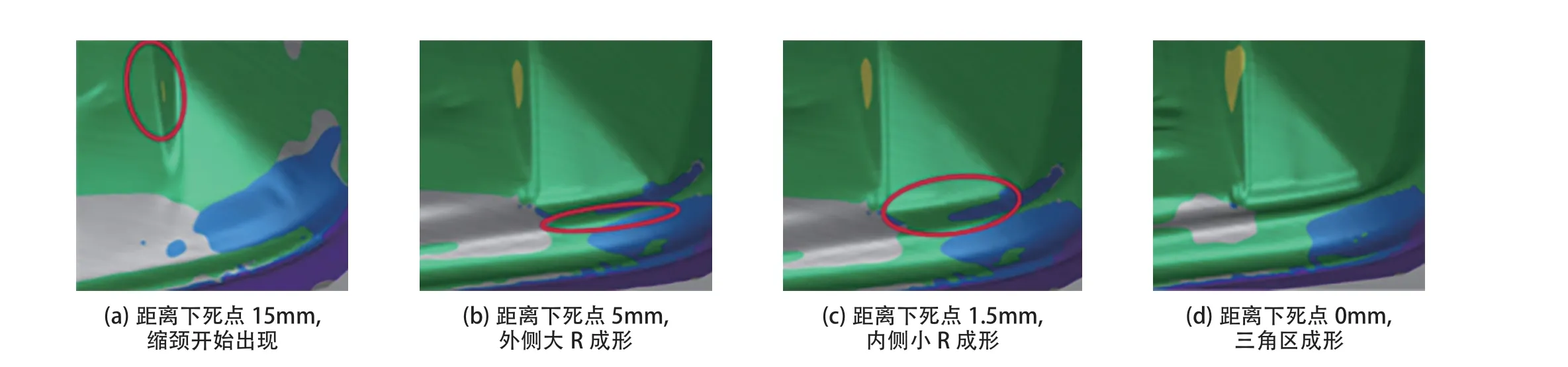
图1 Autoform 拉延成形分析
现场调试验证
考虑到摩擦系数、材料性能等的影响,Autoform模拟出的工艺曲线需要与实际零件相互验证,因此需要根据现场实际情况对工艺曲线进行微调。在此根据模拟出的工艺曲线,选取不同高度点的合模位置进行理论与实际产品的对比观察,最终确定了产品实际出现开裂、缩颈的位置,即距下死点15mm 处为滑块曲线调整的准确关键点。
仿真曲线编程
图2 为伺服压机曲线编程理论图,曲线横坐标为压机角度,纵坐标为滑块行程。滑块自上死点(TDC)起,经过减速点(Deceleration)、接触点(Touching point)、速度关键点(P2/P3)、分离点(Break off)、加速点(Acceleration point),再次回到上死点(TDC)。参数调整见图3,伺服压机共计有6 个可编程点位可以调整,其中P2 为成形关键点,通过调整可以对材料塑性进行改善。

图2 伺服压机曲线编程理论图

图3 参数调整
成形改善
图4 为优化前的滑块速度/位置曲线,横坐标为滑块线速度,纵坐标为滑块位移。在距离下死点200mm 处,滑块速度开始突变,零件在高速高温影响下加重了缩颈缺陷的发生。经过优化后(图5),滑块在距离下死点200mm 处,速度平稳降低。零件在平滑低速压力状态下,材料的塑性性能得到明显改善,缩颈几近消除,从而验证了滑块曲线编程能对成形起到明显改善的作用。
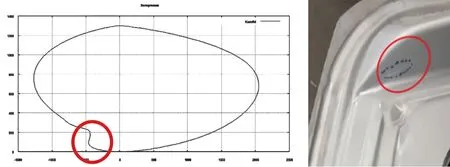
图4 优化前的滑块曲线速度/位置曲线及零件状态
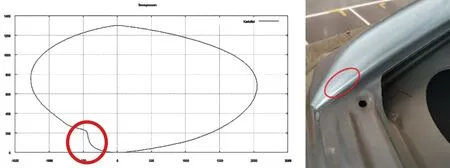
图5 优化后的滑块速度/位置曲线及零件状态
电机负荷
对于滑块的曲线编程,除了考虑到模具的成形影响外,还应考虑伺服电机的负荷稳定性,图6 为压力机电机的扭矩曲线,红色曲线是较为理想的平滑曲线,蓝色曲线存在电机扭矩尖峰突变,这是因为调整滑块速度后,电机速度急变所造成,可以通过调整压机其他5 个编程点之间的过渡来降低压机的损耗。
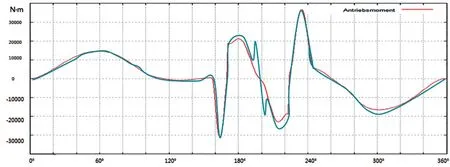
图6 电机扭矩曲线
结束语
通过对伺服压力机的滑块曲线的调整,可以明显地改善材料的成形,为了保证生产的稳定,必须考虑电机的负荷能力,需要对6 个编程点进行调配,才能实现“又快又好”的伺服压力机生产模式。
