航运枢纽船闸工程人字门安装技术要点
2022-11-19李青锋
李青锋
(广西八桂工程监理咨询有限公司,广西 南宁 530021)
0 引言
航运交通在社会经济发展中发挥着越来越重要的作用,国家“十四五”规划再次重申内河航运基础设施新建及重建的重要地位。与我国内河航运事业的快速发展相匹配的是,人字闸门的使用也将更加广泛。内河航运船闸工程人字闸门大多采用流程顺畅、施工快速、安装精度高、环境污染小的现场整体安装工艺。为保证内河航运船闸工程人字闸门安装质量,不仅必须在设计阶段充分论证安装技术可行性,而且还应在安装过程中严格执行工艺要求,按照规范安装。
1 工程概况
西江航运干线贵港航运枢纽二线船闸工程船闸有效尺度为280 m×34 m×5.8 m,设计最大船型为3 000吨级船舶。贵港二线船闸承受单向水头作用,最大设计水头为14.1 m。全闸共布置四扇工作闸门,上、下闸首闸门各两扇,左右对称布置,均采用横梁式Q345B钢质平板人字门。上闸首人字门高×宽×厚为13.10 m×20.20 m×2.434 m,下闸首人字门高×宽×厚为25.20 m×20.20 m×2.634 m。闸门启闭机选用液压直推式启闭机,正常工作行程为7.2 m,闸门最大启闭角度为67.5°。在制造厂将每扇人字门按12节分段,每节段质量为55~93 t,其中底节门叶的质量最大。通过400 t汽车式起重机将门叶在堆放场内装车后,再配合使用100 t平板车将门叶运输至闸墩处,在1台400 t汽车式起重机和1台200 t汽车式起重机的配合下将门叶抬吊翻身,最终由400 t汽车式起重机将其吊装至待安装位置。
2 人字门安装技术难点
该航运枢纽二线船闸工程人字门结构重量及尺寸大、挡水高度大,安装精度及焊接质量要求高。就拼焊施工方面来看,人字门门叶属于典型的薄壁型焊接结构,发生焊接变形的可能性较大;单扇门叶为多节段拼焊结构,焊接工程量大,质量控制存在一定难度;门叶因为是悬挂式薄板结构,存在较大的变形自由度,为减少门叶长期运行而引发的时效变形,其焊接应力控制要求高。
结合船闸工程实际及人字门安装技术难点,其必须安装拼焊与和闸室中心成12°夹角的位置,且逐节拼装、加固和焊接,并保证各断面焊缝焊接是在上节门叶处于无强制状态[1]下进行。根据《船闸工程施工规范》(JTS 218-2014)及类似工程焊接施工经验确定焊接程序、采取预防焊接变形措施以及焊缝预热、焊后应力消除等工艺,保证船闸工程人字门安装质量。
3 人字门安装技术要点
贵港航运枢纽二线船闸工程人字门安装范围主要包括各节段直立总拼装、顶枢现场镗孔、安装调试背拉杆及防护梁、安装支枕垫块及垫层灌注、安装止水橡皮及导卡、锁定、限位装置等部件。
3.1 埋件安装
船闸工程人字门安装具有较高的质量要求,其安装过程中几何位置的控制主要通过设置控制测量网点进行。通过莱卡TC2003全站仪将船闸系统测量网点影射至闸室内测量支墩上,据此在铁板上布置安装控制点,通过膨胀螺栓将铁板固定在混凝土结构表面。该船闸工程人字门埋件安装共设置6点5线控制网点,即左右人字门顶枢与底枢旋转中心点,门顶、底支承中心点,门轴线和闸室中心线交点,合力线和闸室中心线交点6点;闸室中心线,旋转及支承中心连线,顶枢、底枢支承及旋转中心线5线。底枢埋件安装主要尺寸控制见表1。
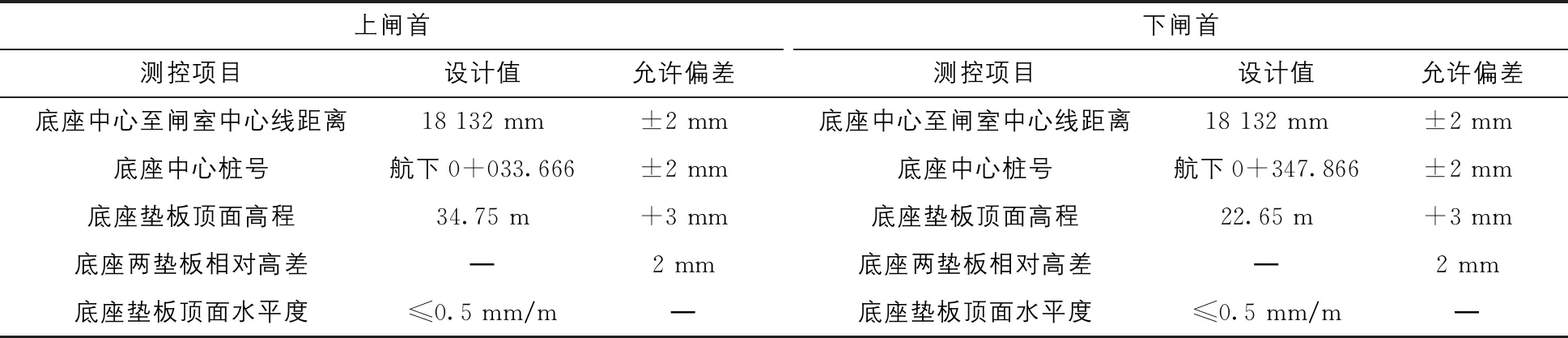
表1 底枢埋件安装主要尺寸控制表
3.2 门叶安装
将钢梁支承设置在门叶底节底部及中心线两边3.6 m处,并将4个320 t液压千斤顶布置在钢梁上,起到调平底主梁的作用。通过400 t汽车式起重机将首节门叶吊入闸室并落放于千斤顶支点上。将门叶吊装至其蘑菇头距离顶盖约500 mm时暂停,通过钢尺测量蘑菇头和顶盖间隙并确保间隙均匀后继续吊装。吊装完毕,分别在斜接柱端板中线、面板中心等处设置吊线锤,借助端板中心线测量垂线与中心线的正向及侧向垂直距离,并将垂直距离误差、两个方向垂直度等参数值控制在规定范围内。
调整好门叶几何位置后通过千斤顶、压紧器及压码并按照“门轴柱及斜接柱端板接缝→门叶面板及下游翼缘板接缝→内部隔板接缝”的施工次序从中间向两边压缝;压码焊接前必须通过烘枪预热焊缝。完成压缝后全面检测各向尺寸,无误后采用与正式焊接相同的工艺进行定位焊,焊缝长100 mm,间距为500 mm,焊缝厚7 mm。
在拼装完每节门叶后进行门叶扭曲度、累计高度、倾斜度、对角线差等项目的检测,将各项指标误差控制在要求范围内。船闸工程人字门门叶安装误差控制要求具体见表2。
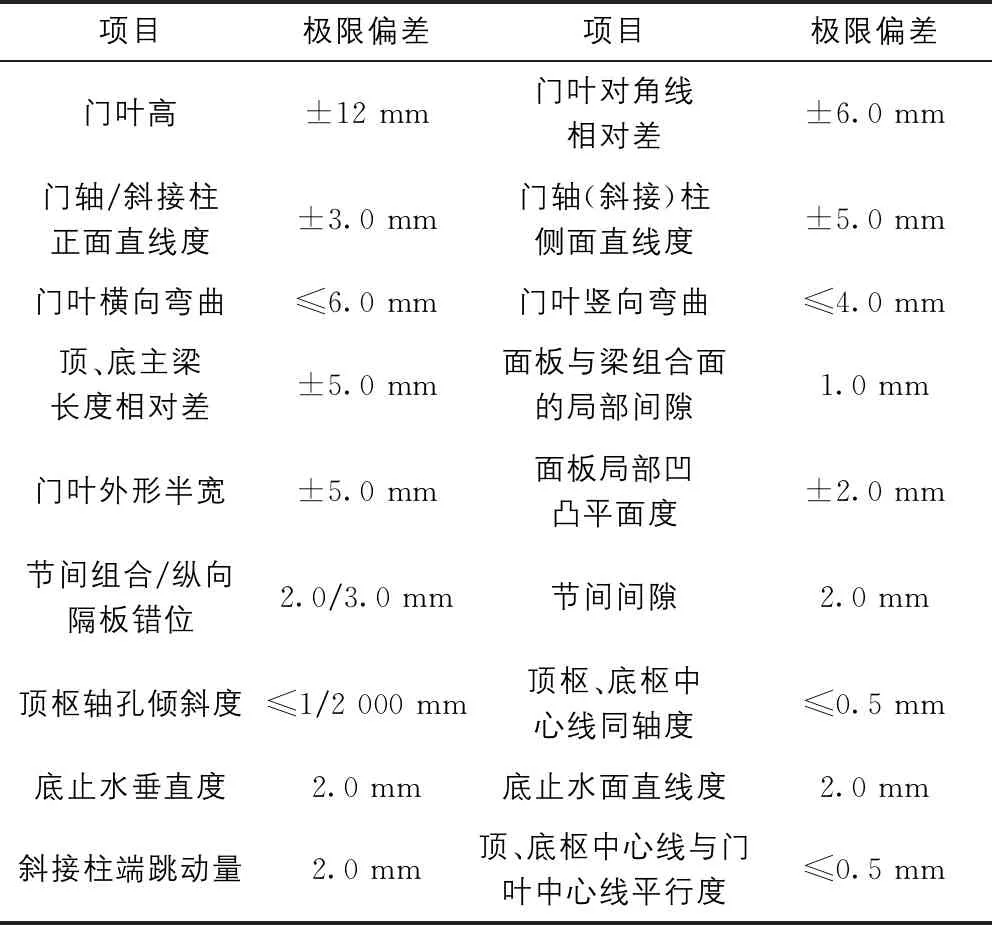
表2 门叶安装主要项目控制尺寸表
3.3 门叶及门体焊接
对于厚度在30 mm以上的一二类门叶焊缝,必须采用红外线加热片的预热方式,预热温度应高出正式焊缝预热温度至少30 ℃。对于板厚在36 mm以上的门叶焊缝,焊接结束后还必须立即通过红外线加热装置进行热处理,以消除焊接应力[2]。保证门叶焊缝外观及无损探伤检测结果符合《水电工程钢闸门制造安装及验收规范》(NBT 35045-2014)、《水工金属结构焊接通用技术条件》(SL36-2016)等标准。
焊接人字门门体时在门段拼装中预留反变形,以抵消焊接过程中焊缝横向收缩,解决门体焊接后向上游及沿厚度向的倾斜及变形。正式焊接开始后先焊接下游面隔板后翼和主梁后翼缘对接缝,以增大门叶刚度,并将反变形数值控制在门段拼装高度的0.08%~0.1%,对应本船闸工程人字门设计尺寸,其对应的反变形取值为2~3 mm。为控制焊接应力及焊接变形,应按照“端板及边柱定位焊,收缩大的横向接头先焊”的次序进行人字门焊接。焊接次序具体见图1。为保证焊缝质量,应加强对称焊焊接速度及焊层温度控制,且门体焊接主要采用逐层、逐道、对称、分段、退步[3]的做法。将一面对接缝焊接并封底后,再进行另一面焊接缝的清根封底,最后双面焊满;每层焊缝厚度应不超出6 mm,焊层间接头应错开至少300 mm。人字门体焊缝焊接结束后必须进行无损探伤检测,并记录检测数据,符合相关规范后按要求防腐涂装处理。
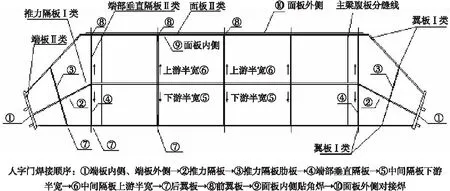
图1 人字门体焊接顺序示意图
3.4 顶枢镗孔安装
通过控制点将顶枢中心点影射至门叶放样,确定出顶枢轴孔中心位置后进行顶枢镗孔。待顶枢拉架埋件混凝土达到设计强度后校核埋件高程和门叶高度,并安装拉杆,采用千斤顶、手拉葫芦及经纬仪等调整安装角度。顶枢轴孔复测结果符合设计要求后将顶枢连轴。
3.5 背拉杆安装
焊接门叶及顶枢连轴完成后安装背拉杆,并待门叶顶枢正式受力后施加预应力,当顶枢二期混凝土实际强度达设计值80%以上后拆除门叶底部钢梁及千斤顶,顶枢结构正式受力,并将脚手架施工平台搭设于背拉杆螺母处。通过专用工具调整螺母后拉伸背拉杆,并按照“主1→主2→副1→副2”的次序逐步施加预应力,期间通过应变仪检测预应力值,使之符合设计要求。
根据《水电工程钢闸门制造安装及验收规范》(NBT 35045-2014)及相关规范,该船闸工程上闸首人字门主、副背拉杆设计长度均为16 030 mm,设计预应力值分别为80.0 N/mm2和54.5 N/mm2;下闸首人字门上层主、副背拉杆设计长度均为16 500 mm,设计预应力值分别为80.0 N/mm2和65.4 N/mm2;下闸首人字门下层主、副背拉杆设计长度均为15 410 mm,设计预应力值分别为83.0 N/mm2和60.6 N/mm2。
4 结语
西江航运干线贵港航运枢纽二线船闸工程人字门安装工程量大且工期紧,安装技术及质量要求高。项目部通过对部分传统安装工艺的改进使人字门安装施工工期大大缩短,项目部在此后的同类型船闸工程中也沿用了同样技术,为船闸工程机电安装赢得了时间。该船闸工程人字门安装施工于2020年年初开始,到同年4月船闸人字门全部安装完成,此后进行的机电、金属结构联动测试结果显示,各项技术指标均符合设计要求,船闸工程自通航至今人字门设备运行正常。
