针织全成形服装工艺转换模型构建与应用
2022-11-16巫晓雯詹必钦丛洪莲吴光军
巫晓雯, 詹必钦, 丛洪莲, 吴光军
(江南大学 教育部针织技术工程研究中心,江苏 无锡 214122)
全成形针织服装为一体成形编织,编织过程无需经过传统织片缝合,其花型及编织工艺设计与传统毛衫工艺设计有较大不同。全成形针织服装在其对应的花型设计软件上进行版型及编织花型图工艺设置,当版型设置不能通过程序式尺寸生成步骤完成时,需通过服装工艺单—服装版型—全成形工艺压缩图—全成形工艺展开编织工艺图,绘制流程进行工艺转换修正。工艺转换及尺寸修正过程中不仅要考虑成衣尺寸的准确度,同时还要考虑肩袖、身袖、领部等部位配伍编织稳定性,需综合考虑全成形身袖收放针、肩袖比率编织、领部局部编织等工艺原理。
目前针对全成形研究当中,常见于全成形编织工艺原理[1-3]及款式成形研究[4-6],也有部分专门针对肩袖或腋下拼角工艺设计研究[7-9],而针对工艺图设计过程中,工艺转换方法的研究较少。本文基于四针床全成形电脑横机及其配套的SDS-ONE APPEX设计系统,研究设计系统中全成形针织工艺图绘制中工艺转换方法,以全成形双层结构针织服装工艺转换修正为例,分析肩袖、身袖、领子、连接处等关键部位在花型设计系统中进行工艺设计时尺寸转化及修正方式,验证了研究可靠性,以期为全成形针织服装工艺尺寸转换提供方法与思路。
1 针织全成形服装工艺设计误差来源
四针床全成形配套的SDS-ONE APPEX设计系统是由Design、Knitting、PGM、3D Modelist等系列软件共同组成的All in one系统,完成设计企划到生产之间的相互连接。其中,Design设计软件设计二维组织花型效果图,PGM软件设计二维服装版型图,Knitting软件进行版型工艺转化及编织工艺设计,3D Modelist软件完成服装数字化虚拟展示。利用全成形针织服装的SDS-ONE APPEX设计系统进行上机工艺图设计时,主要利用PGM设计软件完成二维服装版型图绘制,通过Knitting软件完成服装版型到针织工艺图的编织转化。工艺设计及生产流程一般为服装工艺单—PGM服装版型设计—Knitting版型工艺压缩图&工艺小图转换绘制—Knitting版型工艺展开编织图—电脑横机上机参数设置—上机织造。成衣上机织造前进行手感样片试织确认横纵密,然后完成初样生产。横纵密尺寸转换如下式所示:
X=x×Pn;Y=y×Pf
(1)
式中:Pn表示针织物横密,纵行/5 cm;Pf表示针织物纵密,横列/5 cm;x、y分别表示服装版型横向尺寸和纵向尺寸;X、Y分别表示转换后的横向编织行数和纵向编织行数。
初版样衣尺寸与工艺单要求相比可能存在一定尺寸误差,需通过一轮或几轮尺寸工艺转换修正直至生产出符合工艺单尺寸误差要求的服装。尺寸误差一般产生于三个阶段,如图1所示。第一阶段误差来源于工艺单服装版型转化为软件工艺花型设计图过程中,在处理针织工艺尺寸转化时,不能一次性达到准确尺寸转换,版型转换后可能存在误差;第二阶段误差来源于上机参数不能一次性调整到位,编织时身袖、领、肩等重要部位配伍时产生一定的尺寸误差;第三阶段来源于下机后,全成形服装无需多余后道工序,但简单水洗也会因为原料缩率产生一定的尺寸误差。
其中,工艺设计时误差的主要来源为服装版型尺寸转化为工艺图之间的误差,因此研究如何通过修改工艺压缩图尺寸进行工艺转换以达到生产符合要求的成品服装显得尤为重要。本文对服装版型与工艺图进行了对比,如图2所示。图2(a)中,l1表示胸围线,l2表示腰围线,l3表示袖中线,l4表示袖山对角线;图2(b)中,A段为大身起底区域,B段为大身区域,C段为后肩部区域,D为前肩部区域,E为袖起底区域,F为袖主体区域,G为平袖山区域。从图2(a)服装版型转换为图2(b)针织工艺压缩图中可以看出,肩袖、领部、大身等部位都存在工艺转化的不同绘制。

图2 服装版型与工艺图对比
2 针织全成形服装工艺转换模型
2.1 身部工艺转换模型
针对工艺图进行尺寸转换的具体方法为折线色块转换修正法,将一个最小单位色块比作针织的一个最小线圈,即1纵行×1横列。折线色块转换修正法基本原理是以一段目标修改的工艺尺寸段为基准,沿衣身轮廓线画出折线段,折线段的走势根据花型图中需要修改的尺寸段和暂时不需要修改的尺寸段综合判断,针数的转换修改方向以折线段为基准有按线段左侧修正、线段右侧修正、线段上侧修正、线段下侧修正四种修正方向,转换修正完成后,重新修饰衣身轮廓线。针数转换可增加或减少,本文以色块滑移减少为例进行分析,如图3、图4所示。
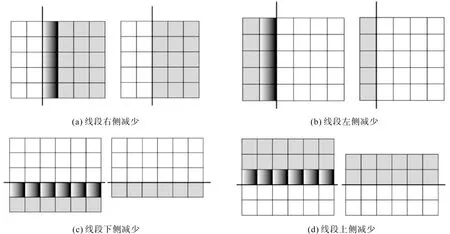
图3 色块滑移减少原理
图4(a)(b)表示以大身尺寸横向针数减少为目标转换模型示意,按左右侧针数减少;图4(c)(d)表示以肩宽尺寸纵向针数减少为目标,肩宽按上下侧针数减少。

图4 折线转换修正模型
2.2 连接处工艺转换模型
双层连接处工艺转换方法有收放针修正法和叠针平收修正法两种。里外层连接处尺寸根据款式设计、原料、密度等不同可能会有不同的尺寸设定,为保持连接处尺寸平衡,第一种方法是通过收放针方式形成一段尺寸过渡区域,第二种方式是利用叠针方式直接改变尺寸,如图5所示。

图5 双层连接处尺寸工艺转换模型
设定图5中外层服装连接处尺寸为w,里层服装连接处尺寸为y。图5(a)中m表示收放针针数,灰色区域表示连接过渡段,n表示里外层过渡段收放针转数。则转数如下式所示:
(2)
式中:r为每行收放针针数,一般取值r=1,2,3;Pn为横密。
n随里外层连接处尺寸改变而改变,并根据r的不同取值,连接过渡部分形成不同的斜率。图5(b)中m表示通过叠针方法里外层连接处单侧尺寸重叠减少的针数,m=n×r。
两层服装下摆连接处尺寸通过叠针方式收42针,左右两侧各收21针。下摆处叠针收针取值区间为0~88针,叠针收针行数为1~2行,当收针≤32针时叠针行数为1行;当收针>32针时,为保证收针时编织稳定性,叠针行数为2行。
3 针织全成形服装工艺转换模型应用研究
本文以一款双层结构针织上装工艺压缩图为例(图6),其中A表示起底,B表示袖口部分,C表示袖身,D表示马鞍肩部,E表示内层吊带领口,F表示里层大身,G表示外层下摆罗纹,H表示外层腋下大身,I表示外层腋上大身,J表示领部,K表示拷针结束编织。对比其初样工艺尺寸及目标工艺尺寸,对工艺尺寸进行具体的工艺转化和计算。

图6 双层结构针织上装工艺压缩示意
通过在岛精四针床电脑横机试织手感样片确定织物横纵密,横纵密与组织设计、原料选择、机号选择、上机参数、缩率等有关,本次横纵密确定相关参数选择设计如下:
机器型号:岛精四针床MACH2-153XS 12G。
组织设计:里层吊带大身1+1罗纹组织;外层罩衫大身单面组织,领、袖口1+1罗纹组织。
原料选择:里层吊带12.5×2 tex NM美利奴羊毛;外层罩衫48/2 NM涤纶金银丝。
上机参数:纱环长、密度、拉力、速度等设定。
操作流程:选择机种—花型描绘—功能线指定—纱嘴指定—自动控制执行—文件导入—上机参数设置—开始编织。
原料选择与穿纱配置见表1,纱环长设置见表2。
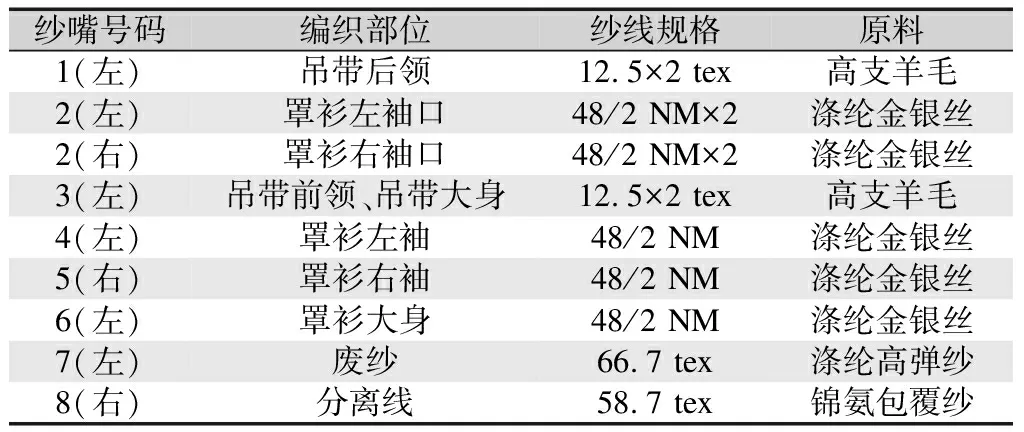
表1 原料选择与穿纱配置
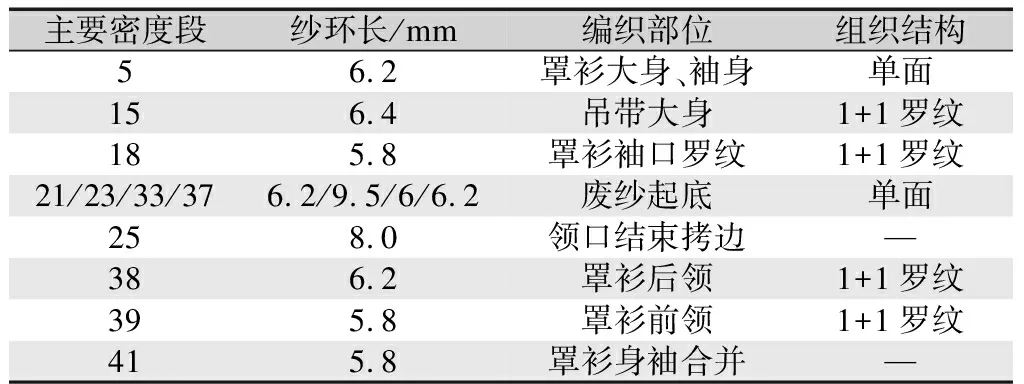
表2 纱环长设置
获得横纵密数据:根据试织10 cm×10 cm手感样片获得该款式风格手感的横纵密数据。10 cm长度内,外层原料线圈数分别为64纵行、64横列;里层原料线圈数分别为76纵行、64横列,获得外层罩衫横密为32纵行/5 cm,纵密为32横列/5 cm;里层吊带横密为38纵行/5 cm,纵密为32横列/5 cm。
根据此横纵密数据与160/84 A双层针织服装基本尺寸相乘,得出各部位目标工艺针数;再通过上述介绍的工艺尺寸转换模型,针对重点部位进行工艺尺寸修正研究。
3.1 肩部工艺转换
当肩斜角不变时(即每次收针编织转数与收针数与原工艺图保持不变时),大身肩宽段变化如图7所示。本文以折线段为基准按线段左侧转换修正为例,展示出针数变化前—针数减少时—针数变化后肩宽段变化。图7中,α表示肩斜角,A、B分别表示两端肩点。一般情况下,若左右各肩宽修正针数为m针,则大身各侧肩宽修正行数为m/2行,各肩宽针数修正次数为m/4次,各侧马鞍肩高修正行数为m/2行,修正针数与变化行数成相互对应关系。双层结构针织上装肩部工艺转换中,肩宽尺寸修正前48 cm、308针,修正后40 cm、256针。

图7 大身肩部按比率转换修正前后示意
当肩斜角随修正针数变化时(即每次收针编织转数与收针数产生变化时),单次转数与收针数比值越大,肩斜角越大。如图8所示,肩斜角α肩斜角与修正针数存在转换关系:
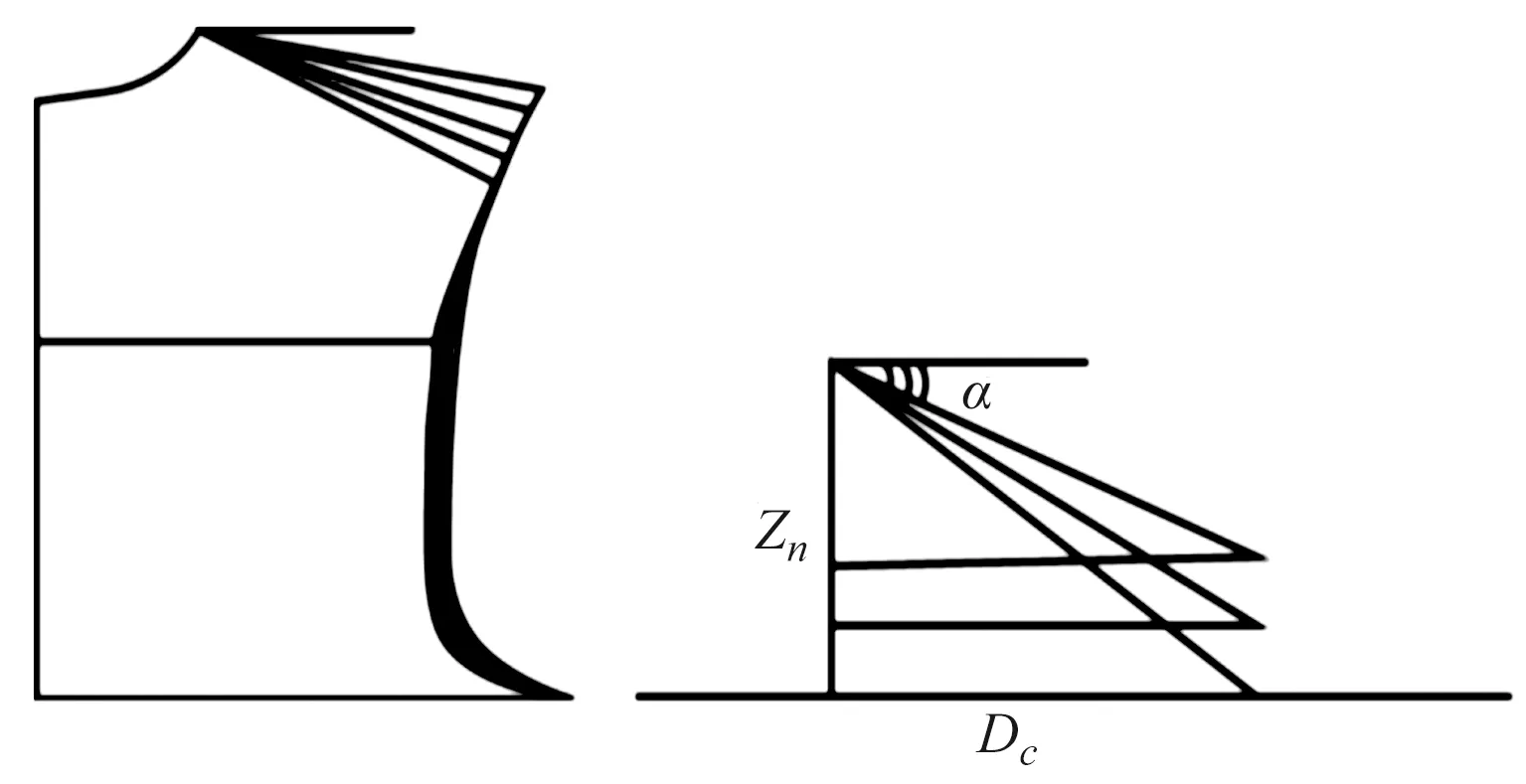
图8 肩斜段比率变化示意
(3)
式中:设单侧肩宽针数为Dc,肩斜段转数为Zn,肩斜段多段式修正y次,单次修正转数为n,单次修正针数为m(m、n变化取值=1,2,3…)。
3.2 袖身连接工艺转换
袖山与袖窿弧线工艺需结合全成形肩袖特点、编织情况和结构特征进行综合判断。一般情况下,袖山弧线段分为急收针、缓收针及平摇段三部分,袖窿弧线段分为急收针、平摇段、缓放针三部分,具体根据袖型不同进行相应调整。弧线设计时,袖窿弧线形状通过衣身样板制作得到,再根据袖窿弧线长及袖型确定袖山高、袖肥,最终确定袖山弧线形状,将按比率编织自适应至该曲线,最终编织形成袖身连接曲线。图9为转换修正前袖山袖窿袖身连接与转换修正后袖山袖窿袖身连接弧线形状变化,其中虚线表示转换前袖身连接弧线,实线表示转换后袖身连接弧线,SP表示肩点,A、B、C与A′、B′、C′分别为前后片对应的袖窿弧线急收针、平摇段、缓放针段,a、b、c为对应的袖山弧线急收针、缓收针及平摇段。
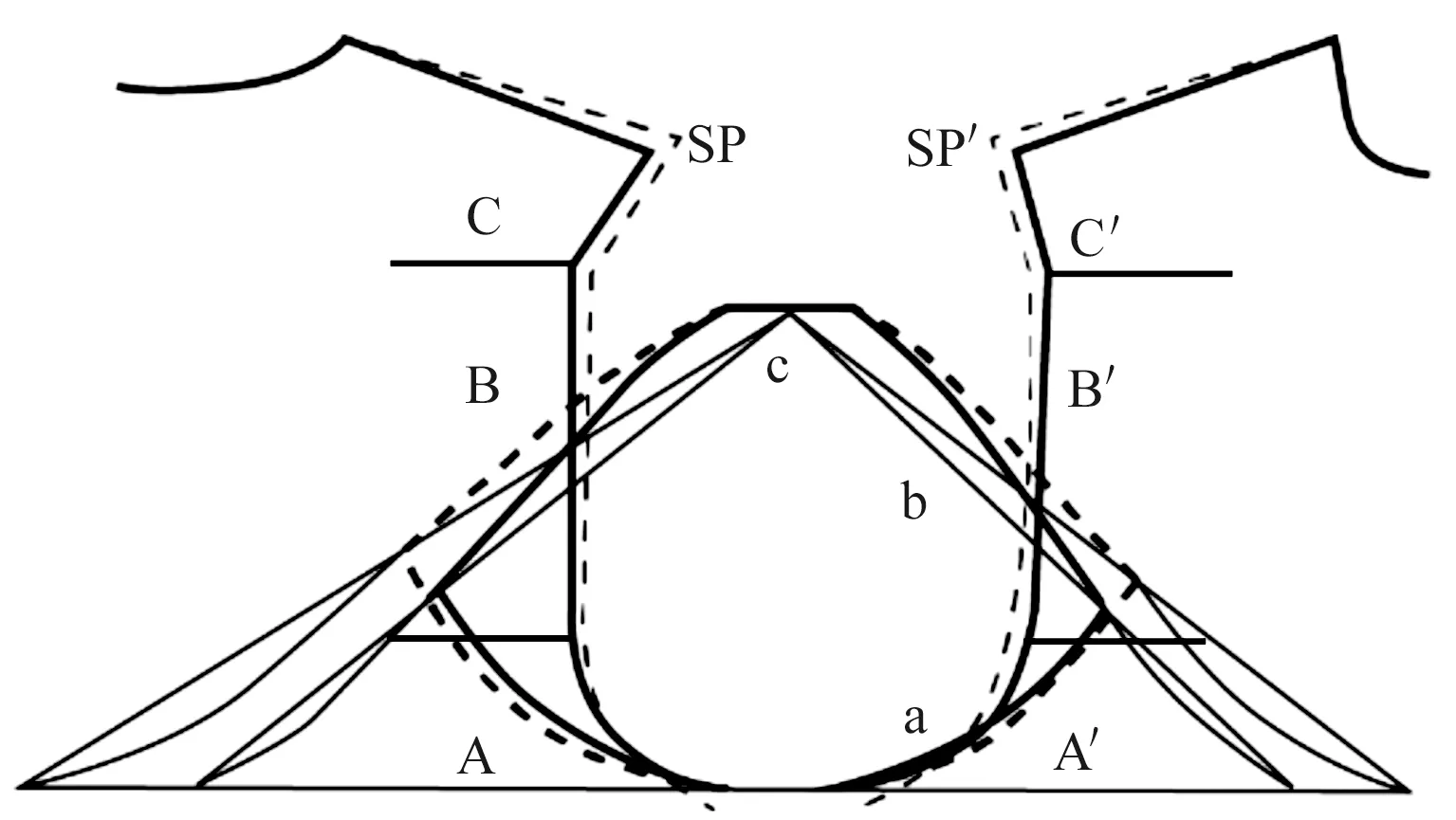
图9 转换修正前后袖身连接弧线示意
这三部分进行对应连接编织时,为确保袖山袖窿两部分弧线的合体美观性及尺寸匹配性,保证不同收放针及平摇段之间转数高度差的平衡,编织时引入按比率编织方法,即袖身编织比率为袖子编织转数、身片编织转数、袖子收1针的次数之比[10]。常用编织比率有1︰1︰1、2︰4︰3、2︰4︰2、1︰3︰2、1︰5︰3、1︰7︰4、2︰6︰5,具体比率的应用基于袖山袖窿弧线自适应形成,根据折线逼近弧线方法,将袖窿弧线划分为无数个折线段组成,采用方程式变换搭配法。当收针转数与针数不能一段式搭配时,将转数或针数变化加上或减去一定数λ,将其变为多段自适应收针,以达到变化的弧微分。用n表示袖窿每次收针针数(n=1,2,3),m表示修正后袖窿每次收针间隔转数,t表示修正后袖山每次收针间隔转数,y表示修正后袖子收1针次数,则方程式多段比率搭配法可表示为:
tr:mr:yr
……
t2:m2:y2
t1:m1:y1
下标r表示总共有r次分段比率收针数,方程式多段比率收针满足约束条件:(tr+tr-1+…+t2+t1)×y=袖山总收针转数;mrnr+mr-1nr-1+…+m2n2+m1n1=大身袖窿总收针转数,袖窿多段折线逼近弧线比率式变换如图10所示,通过多段折线选取最少的变化节点以获得最相似的袖山袖窿曲线,a′、b′、c′、d′、e′、f′、g′和a、b、c分别为袖山袖窿多段折线变化节点。双层结构针织上装身袖工艺转换中,挂肩、袖肥、袖口宽尺寸进行相应修正,挂肩尺寸修正前27 cm、194转,修正后23 cm、166转;袖肥尺寸修正前25 cm、180针,修正后23 cm、166针;袖口宽尺寸修正前7 cm、50针,修正后9 cm、64针。
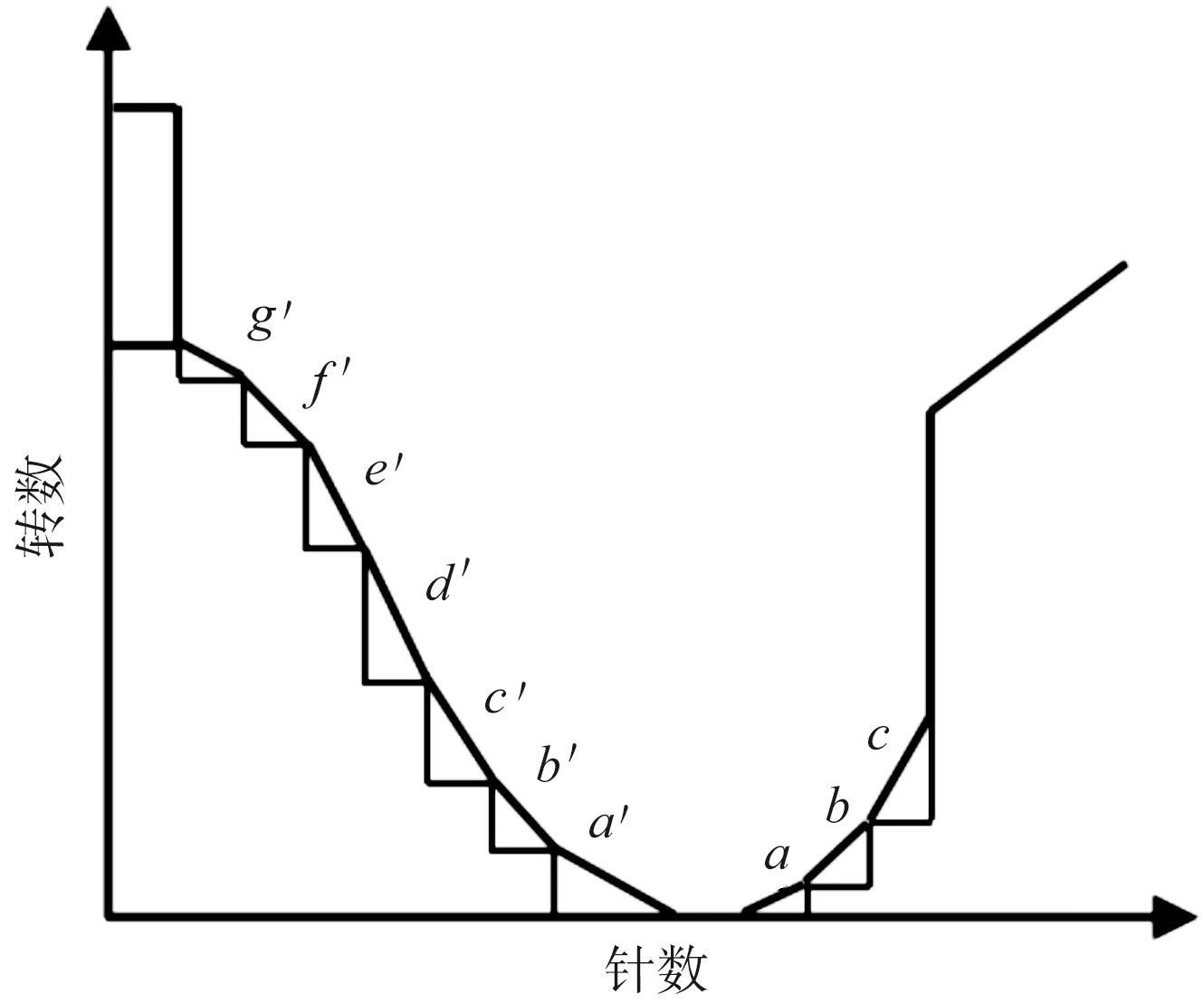
图10 弧线-多段折线转换示意
3.3 领部工艺转换
圆形领是针织毛衫中常见的领型[11],本文以圆领为例,领口弧线变化如图11所示,反映出不同变化收针比率下的领口弧线,从领中线开始。图11(a)为领宽不变时,领弧线斜率随领口加深而加大,d>c>b>a;图11(b)为领深不变时,领斜率弧线随领宽加大而减小,d 图11 不同收针转换比率下领部斜率变化 领口工艺转换分为前后领口弧线修正,其中前领领形变化较多,一般有圆领、V领、高领、SP领4种,左右领口具有对称性,弧线修正时可自由变换编织比率。领口弧线编织比率为大身编织行数:领口减针数,领口减针以1~2针/次为主,特殊的如为保证圆领底部弧线美观,每次减针可为3~5针,领底部减针数越大,底部弧线微分越小,领收针完成后平收完成领编织。双层结构针织上装领部工艺转换中,领宽尺寸修正前23 cm、166针,修正后21 cm、152针;前领深尺寸修正前5 cm、修正后7 cm。 如图12所示,以衣身宽度中心线为标准线,左右两侧对称式收针,单侧收针按每次收1针的方式按一定规则均匀分布收针位置,从外侧边开始每隔m针收1针进行p组收针(p=1-10),接近中心线时收针变缓,按计算隔r针收1针直至完成单侧边收针数。 图12 连接处叠针修正示意 设衣身原宽度针数为f,衣身叠针针数为v,则单侧叠针收针满足如下公式: (n/2-p-1)×m+r×(v-p)=(f-v)/2 (4) 经过上述工艺尺寸修正,再经过2轮样衣织造得到最终封样服装。表3为初样工艺尺寸、封样工艺尺寸与工艺单目标尺寸对比数据,以验证研究可行性。 表3 工艺尺寸转换修正对比 本文基于全成形针织服装工艺研究工艺转换模型,将模型分析运用在肩部工艺尺寸修正、身袖连接工艺尺寸修正、领部工艺尺寸修正中,并通过一种全成形双层结构上装验证研究可行性,从而提炼出如下工艺转换方法并应用实现。 1)压缩图色码花样利用折线色块修正法进行工艺尺寸修改。以一段目标修改工艺尺寸段为基准,按衣身轮廓线绘制目标折线段,折线段走势根据花型图中关键部位尺寸修改段综合判断,以折线段为基准按线段左侧修正、线段右侧修正、线段上侧修正、线段下侧修正四种方向修正肩斜、领部、身袖、衣长、胸宽等部位色码尺寸,以(目标尺寸-现有尺寸)×横/纵密计算色码修正数。 2)针对全成形双层结构针织服装,连接处尺寸转换方法有两种:收放针修正法及叠针修正法。通过每一行收针或放针进行收放针尺寸修正,最终在连接处形成尺寸过渡段;通过叠针形成收针的方法在1~2行内直接完成所需要的目标收针数,不形成尺寸过渡段。 《丝绸》官网下载 中国知网下载
3.4 连接处工艺转换

3.5 尺寸验证

4 结 语