690 MPa级高强抗震耐候钢气体保护焊丝的研制
2022-11-07陈振业,魏涛,吝章国,陈波,冯伟
陈振业, 魏涛, 吝章国, 陈波, 冯伟


摘要: 针对屈服强度690 MPa级高强度建筑结构用抗震耐候钢母材,开展适用于690 MPa级高强度建筑结构用抗震耐候钢配套的焊接材料和焊接工艺的研究工作。对研制的焊丝C,Si,Mn,S,P等合金元素的含量进行了严格的比例控制,通过调整合金元素比例,达到强度和韧性的平衡,抗拉强度和冲击韧性均有明显提升。满足690 MPa抗震耐候钢板抗震性要求,控制焊接材料屈强比R≤0.92。焊缝金相组织未见硬脆相,组织柱状晶转化为等轴晶,宏观表现韧性提高。结果表明,研制的HS80GJ低合金高强钢气体保护焊丝具有良好的焊接工艺,熔敷金属力学性能满足考核指标的要求。
关键词: 抗震耐候钢; 屈强比; HS80GJ; 显微组织; 力学性能
中图分类号: TG 422
Development of gas shielded welding wire for 690 MPa high
strength antiseismic and weathering steel
Chen Zhenye1, Wei Tao2,3, Lin Zhangguo1, Chen Bo2,3, Feng Wei2,3
(1. HBIS Company Limited, Shijiazhuang 050023, Hebei, China;
2. Harbin Well Welding Co., Ltd., Harbin 150028, Heilongjiang, China;
3. Harbin Welding Institute Co., Ltd., Harbin 150028, Heilongjiang, China)
Abstract: Aiming at base material of antiseismic and weathering steel for high strength building structure with 690 MPa yield strength, welding materials and welding process suitable for 690 MPa high strength antiseismic and weathering steel for building structures were studied. The content of C, Si, Mn, S, P and other alloying elements in the developed welding wire was strictly controlled in proportion. By adjusting the proportion of alloying elements, the balance of strength and toughness was achieved, and tensile strength and impact toughness were both obviously improved. It met antiseismic and weathering requirements of Q690 MPa steel plate, and yield ratio of welding materials was controlled no more than 0.92. No hard brittle phase was found in the metallographic structure of weld, and columnar crystal was transformed into equiaxed crystal, and toughness was improved at macro level. The results showed that gas shielded welding wire HS80GJ for high strength low alloy steel had a good welding process and mechanical properties of the deposited metal met requirements of the test index.
Key words: antiseismic and weathering steel; yield ratio; HS80GJ; microstructure; mechanical properties0前言
隨着经济的高速发展,对于超高强度结构钢的应用越来越多。在建筑用钢领域,欧美国家已将超高强度钢纳入到钢结构设计规范中。为满足工程机械领域、建筑领域及跨海大桥等要求其钢种高耐候、高强度、高韧性并要求屈服强度级别达到690 MPa以上的需求,针对工程、建筑及海洋大气环境,国内钢厂已经研制出具有高强韧性、高耐蚀性、抗震的屈服强度690 MPa以上级别的Q690耐候钢[1-3]。故对焊接接头的性能也提出了更高的要求,焊接接头必须具有与母材相当的强韧性及耐候性能[4-5],抗拉强度要达到810 MPa以上强度的要求。相应的焊接材料也必须同时满足这种要求,并且还要经济性。但目前市场尚无能满足需求的相应气体保护焊丝品种。现行的国家标准中没有耐候钢气体保护焊丝,没有能解决高强度高韧性耐候钢相匹配焊接材料。随着超高强度耐候钢的开发和推广,对相应强度级别的焊接材料的需求也越来越迫切。文中对Q690耐候钢配套高强度高韧性耐候气体保护焊丝进行深入研究,实现Q690耐候钢配套焊接材料的国产化,解决国内制造企业的燃眉之急。
1试验要求与方法
1.1技术要求
Q690耐候钢配套的焊接材料研制过程中对焊丝及熔敷金属中的C,Si,Mn,S,P等合金元素含量进行了严格比例控制,见表1;对熔敷金属力学性能也进行了严格要求,熔敷金属力学性能要求见表2;弯曲试验,取4个侧弯试件,弯曲直径:D=4a,弯曲角度:180°,弯曲后受拉面焊缝金属不应出现明显开裂,并且沿任何方向不应有超过3 mm的开口缺陷。同时要求研制的气体保护焊丝MAG焊接工艺性良好。
1.2试验方法
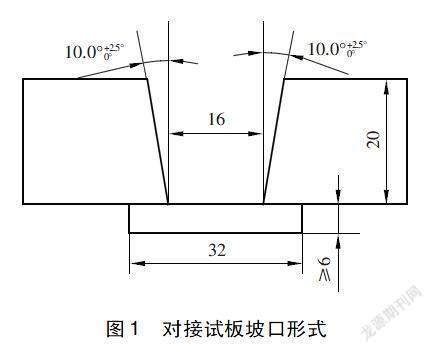
试验用母材为Q235钢,试板尺寸350 mm×300 mm×20 mm。对接试板,采用V形坡口,坡口角度为25°,根部间隙16 mm,垫板厚度为10 mm,垫板宽度为32 mm。对接试板用HS80GJ焊丝焊接3层过渡层,焊接方式为MAG焊接。对接试板坡口形式如图1所示,焊接工艺参数见表3。
焊丝的化学成分分析按照GB/T 223《钢铁及合金化学分析方法系列》标准的相关部分进行。
拉伸试件、冲击试件、弯曲试件按照GB/T 25774.1—2010 《焊接材料的检验 第1部分:钢、镍及镍合金熔敷金属力学性能试样的制备及检验》制备。拉伸试验按照GB/T 2652—2008《焊缝及熔敷金属拉伸试验方法》执行,冲击试验按照GB/T 2650—2008《焊接接头冲击试验方法》执行,弯曲试验按照GB/T 2653—2008《焊接接头弯曲试验方法》执行。
2焊接材料的研制
2.1焊丝成分设计
对于焊丝,要具有高强韧性、高耐蚀性、抗震、耐候等要求,要做到屈强比适当、高韧性、抗裂性优异的超低氢690 MPa级配套用气体保护焊焊丝,因此需严格控制C,Si,Mn,Mo,Ni,Cu合金元素的比例,更要控制焊缝金属中S,P等元素有害元素含量,以提高低温冲击韧性、抗裂性、耐候等性能[6-8]。
随着科学技术的发展和进步及对钢铁材料的更新,对合金元素在钢铁材料中的作用研究的越来越深入。结合多年焊接材料经验积累,设计研制焊丝的化学成分。
690 MPa级配套用气体保护焊焊丝研制的关键技术主要有2点:屈强比的控制及强度和韧性的平衡。
2.1.1屈强比的控制
690 MPa級钢板要求抗震性能好,控制焊接材料屈强比R≤0.92。影响屈强比的因素较多,包括化学成分、基体组织及显微缺陷等。一般情况下要使高强钢具有较低的屈强比,往往需要形成双相或多相组织,其中抗拉强度更接近于硬质相的抗拉强度,而屈服强度的大小取决于基体中软质相的屈服强度。
材料中显微缺陷组织对其屈服强度和抗拉强度具有重要影响,各种显微缺陷引起的强化方式主要有固溶强化、位错强化、细晶强化及沉淀强化等。其中固溶强化中的间隙固溶元素C,N提高材料抗拉强度作用小于屈服强度,可以提高屈强比;固溶强化中的置换固溶元素Mn,Si等则提高材料抗拉强度作用略高于屈服强度,从而降低屈强比;位错强化提高材料的屈服强度作用更强,可以明显提高材料的屈强比,因此快速冷却过程中形成的贝氏体内部具有很高的位错密度,使材料的屈强比明显升高;细化晶粒,提高材料的屈服强度的作用大于抗拉强度,故随着晶粒的不断细化,材料的屈强比也在不断地提高。
2.1.2强度和韧性的平衡
焊缝的强度容易获得,同时要平衡满意的韧性指标,需要考虑焊接工艺影响,优化化学成分和控制杂质元素。焊缝的强度和韧性可通过主要元素来进行调整。
C溶入基体形成间隙固溶体,可以显著增加基体的强度,随着C含量的增加,材料的抗拉强度和屈服强度均会提高,但是断后伸长率和冲击韧性均下降。同时,C是影响碳当量和焊接裂纹敏感性系数的主要元素,含量过高,焊接时增加产生冷裂纹的倾向[9]。
Si含量对焊接工艺性能影响较大,含量较大时使焊缝外观平滑且容易脱渣,但是会增加裂纹倾向[10]。
Mn能扩大奥氏体相区,推迟γα的转变,使焊缝组织的转变温度向针状铁素体形成温度接近[11],从而在提高焊缝金属强度的同时改善韧性,同时,Mn还是良好的脱氧剂、脱硫剂,因此焊缝中含有一定量的Mn是有益的。
Mo是强碳化物形成元素,可以明显提高焊缝强度[12],但对韧性有损,因此在满足强度的前提下,限制Mo含量。
Cu在钢中的突出作用是改善普通低合金钢的抗大气腐蚀性能,特别是和磷配合使用时,加入Cu还能提高钢的强度和屈强比,而对焊接性能没有不利的影响[13]。Cu含量超过0.75%时,经固溶处理和时效后,可产生时效强化作用。Cu含量低时,其作用与Ni相似,但较弱。Cu含量较高时,可能导致铜脆现象造成脆断。
控制熔敷金属中的O含量,O含量越低,熔敷金属韧性越好。
N和V, Ti等元素结合易形成脆化组织,导致焊缝脆化,应对焊缝金属中N含量加以控制[14]。
2.2焊丝冶炼
共计冶炼了5批次焊丝,其中第1次冶炼的焊丝成分设计偏差造成力学性能不合格,其余4个批次焊丝力学性能均能满足考核指标。1号的焊丝冲击韧性较差,冲击吸收能量值达不到指标要求。根据多次小样试制进行数据分析,调整了主成分比例再适量的添加Al,Ti等脱氧元素,冶炼2号、3号、4号、5号的焊丝断后伸长率和冲击韧性均有显著提高。屈强比也满足R≤0.92的考核指标。
将1号和2号焊丝化学成分及熔敷金属力学性能比较分析,研制的焊丝化学成分及熔敷金属力学性能见表4、表5。
3试验结果与分析
3.1焊丝的工艺性能
通过改变焊丝的化学成分和生产工艺,使焊接过程中熔池的流动性提高、电弧稳定,提高了焊丝的焊接性。
研制的HS80GJ焊丝。适用于大规范焊接。焊接工艺性良好,飞溅较少,焊渣少且易清理,焊道成形美观,图2 为MAG焊平焊和坡口内焊接焊道形貌。
3.2熔敷金属化学成分及力学性能
研制的HS80GJ焊丝化学成分分析结果见表 4中编号2,满足表1 的要求。熔敷金属力学性能试验结果见表5中编号2,熔敷金属力学性能能够满足表2的要求,侧弯试样完好无裂纹,结果如图3所示。
3.3金相组织
焊缝微观组织形貌如图4所示,为少量先共析铁素体+针状铁素体+块状铁素体+贝氏体,呈柱状晶
图4焊缝微观组织形貌特征,晶内硬度约为265 HV1;热影响区微观组织形貌如图5所示,为针状铁素体+块状铁素体+贝氏体,呈等轴晶特征。
4结论
(1)研制的HS80GJ低合金高强钢气体保护焊焊丝,其化学成分和熔敷金属力学性能指标均满足项目要求。
(2)研制的HS80GJ低合金高强钢气体保护焊焊丝具有良好的焊接工艺性。熔敷金属不但具有很高的抗拉强度,而且低温冲击韧性良好,-40 ℃低温冲击吸收能量平均值达到120 J以上。
(3)研制的HS80GJ低合金高强钢气体保护焊焊丝具有良好的抗震性能。屈强比适当,屈强比为0.86,满足熔敷金属抗震性能屈强比R≤0.92的要求。
(4)焊缝金相组织未见硬脆相,柱状晶转化为等轴晶,组织细化,单位面积晶界比例明显上升,使得位错扩展受到阻碍,宏观表现韧性提高。
参考文献
[1]陈昊男, 吝章国, 王悦, 等. 建筑结构用Q690耐候钢在模拟南海海洋大气环境下的耐蚀性能[J]. 河北冶金, 2022(4): 25-36.
[2]范益, 杨文秀, 王军, 等. Q690qE桥梁钢在模拟滨海工業环境中的腐蚀行为研究[J]. 中国腐蚀与防护学报, 2022, 42(4): 669-674.
[3]周文浩. 高强韧耐候桥梁钢Q690qNH的不预热焊接试验[J]. 金属材料与冶金工程, 2022, 50(2): 59-64.
[4]彭宁琦, 付贵勤, 周文浩, 等. 高强韧耐候桥梁钢Q690qNH的防断选材及验收方法[J]. 钢铁, 2022, 57(3): 97-107.
[5]刘悦, 吴红艳, 杜林秀. 铁路车辆用VNCr微合金化Q690高强耐候钢组织性能和腐蚀行为[J]. 材料工程, 2021, 49(4): 111-119.
[6]魏涛, 徐锴, 冯伟, 等. 9%Ni钢LNG低温储罐用埋弧焊焊接材料研制[J]. 机械制造文摘——焊接分册, 2018(4): 27-32.
[7]贾立超, 魏涛, 胡晓波, 等. A5083 C1.2锻件配套低合金钢氩弧焊研制[J]. 机械制造文摘——焊接分册, 2021(3): 35-39.
[8]韩鹏薄, 黄瑞生, 李小宇, 等. 高强钢激光焊接凝固裂纹研究现状[J]. 焊接, 2021(12): 29-35.
[9]董现春, 张楠, 张侠洲, 等. Q960E焊接粗晶区组织的再热脆化与软化分析[J]. 焊接学报, 2022, 43(5): 56-62.
[10]王子然, 左善超, 张善保, 等. 硅对304不锈钢GMAW高速焊接头组织性能的影响[J]. 焊接学报, 2020, 41(2): 18-23.
[11]张彩霞. 高碳中锰奥氏体钢与中碳调质铸钢的焊接工艺[J]. 焊接, 2019(11): 50-53.
[12]蔡昌亮, 曹睿, 陈剑虹, 等. 不同焊后热处理对铬钼耐热钢室温冲击韧性的影响[J]. 焊接, 2019(5): 23-26.
[13]罗海龙, 张敏, 慕二龙, 等. Cu基药芯焊丝TIG焊TA1/Q235B接头微观组织和显微硬度[J]. 焊接学报, 2019, 40(1): 141-146.
[14]周杰, 张明渝, 李志洋, 等. 高氮不锈钢与675高强钢焊接接头微观组织与力学性能[J]. 焊接, 2022(2): 6-10.
收稿日期: 2022-04-29
陈振业简介: 硕士,高级工程师;主要从事中厚钢板产品开发及应用技术研究;chenzhenye@hbisco.com。
冯伟简介: 通信作者,硕士,正高级工程师;主要从事特种焊接材料的研发及工程应用推广;已发表文章10余篇;fengwei323412@163.com。
