水资源:降低棉织物活性染色过程中的水耗
2022-11-04HeKorgerMahltig
O.Heß,M.Korger,B.Mahltig
下莱茵应用技术大学 FTB-纺织服装研究所(德国)
棉是最重要的天然纤维。然而,棉织物的生产需消耗大量的水。棉织物主要生产国有中国、美国、印度、土耳其和巴基斯坦。巴基斯坦因其特殊的干旱气候,对耗水量大的工艺非常敏感。纺织品生产的工艺步骤特别容易对环境产生影响,主要包括生产纤维原料时棉植株的培养,以及纺织品整理和染色加工过程。充足的水对纺织品从棉纺厂到最后的成衣这整个工艺过程而言至关重要。
在大多数产棉国家,人口不断增长、消费行为不断变化,以及气候改变等因素是影响水供应和水品质的不利因素。因此,耗水量成为关注的焦点,尤其是棉织物生产和加工过程中的水耗。2015年,联合国提出《2030可持续发展议程》,更加突显了“水限制”的重要性。17项可持续发展目标(SDGs)融入这一议程。其中,第六项可持续发展目标(SDG 6)直接瞄准“水限制”主题,尤其是水的可用性及其可持续应用。纺织品整理和染色领域面临的重要挑战是减少水耗和废水。进一步的研究重点在于能耗和危险化学品的使用。巴基斯坦作为拥有大型棉织物生产和加工能力的国家之一,其纺织生产行业通常无法获得用于农业的地表水。因此,该行业主要通过使用地下水满足对水的需求。地下水资源被大量用于工业,导致这些区域的地下水位下降,同时地下水品质降低。
在有限的水资源背景下,是否可以降低棉织物活性染料染色工艺中的用水量这一研究问题被提出。在目前的研究中,研究者已经评估和优化了活性染料染色过程中不同的生产综合措施,如表1所示。所有研究均采用棉针织面料进行,使用巴基斯坦用于棉织物黑色染色的典型浸染工艺作为代表性案例研究。该浸染工艺的持续时间通常为8~10 h。
染色过程中,漂洗工艺用水更换了数次,这导致水耗非常高。采用德国CHT 公司提供的各种Bezaktiv染料,在德国Thies公司提供的iMaster型工业染色机上进行染色,工艺P1~P4均采用iMaster型染色机染色。使用瑞士Mathis 公司提供的JFL染色机在实验室中进行了额外的染色试验。
基于成熟的巴基斯坦染色工艺(P0),采用不同的Bezaktiv染料重复染色试验并改善染色工艺。其中,P1染色工艺与P0染色工艺基本相同,只是将染料改为Bezaktiv染料并采用了其他添加剂。使用优化的染色配方(Bezaktiv Go 染料)对工艺P2、P3和P4进行工艺优化。最终可得,P4染色工艺的水耗量最低,且该工艺的染色配方中不使用漂白剂。即便不改变染色工艺路线,选择P1染色工艺进行染色试验,也可实现8%的水耗降低率(表1)。采用P3染色工艺,水耗进一步降低,每千克染色织物的耗水量从P0染色工艺的61 L降至仅37 L,降低了近40%。对于重200 g的黑色T恤而言,这意味着采用改进后的染色工艺,耗水量可从12.0 L降低至7.4 L。表明通过改进染色设备的染色工艺参数及染料配方,可大幅降低水耗。

表1 不同活性染料染黑色染色工艺概况及其对比
染色后的固色率通过分光光度计测定。为此,收集并过滤试验中的染色工艺废水。其中,P3染色工艺废水的测试结果如表2和图1所示。测试过程中,采用蒸馏水以1∶10的比例稀释并过滤废水。此外,测试了纯色染料(Velvet Black Go和Golden Yellow Go)水溶液的紫外-可见吸收光谱。结果表明,使用CHT公司的Bezaktiv Go染料(Velvet Black Go)染色时,固色率可达最大值,约为90%。与原始染色工艺(P1染色工艺)相比,固色率提高了10%。
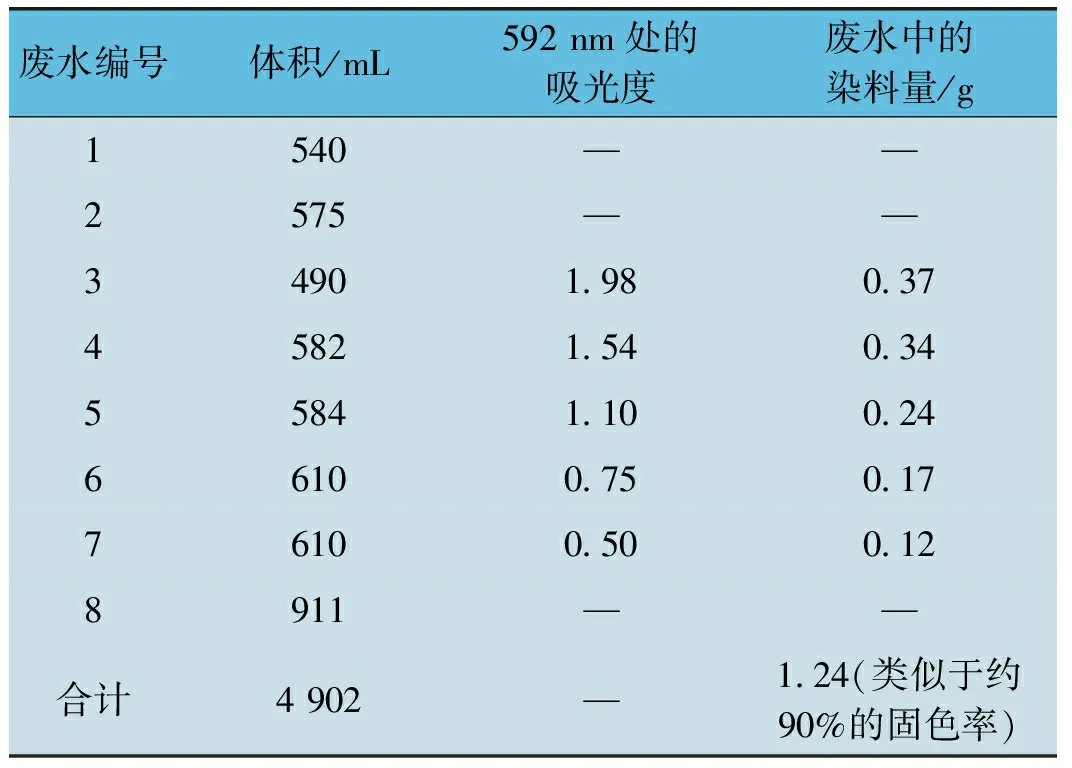
表2 活性染料染色工艺废水中的染料量(250 g棉针织面料使用12.5 g Velvet Black Go染色,P3染色工艺)
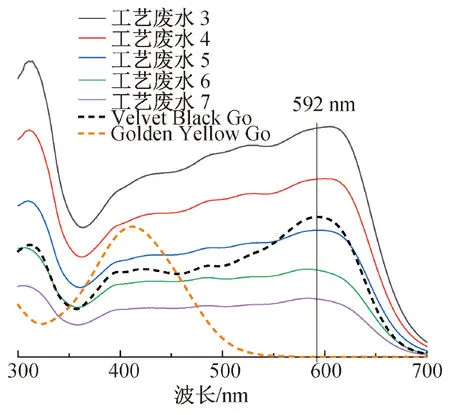
图1 不同染料与染色工艺废水的紫外-可见吸收光谱(P3染色工艺)
通过检测黑色染料的用量可知,P3染色工艺废水中的黑色染料量明显较低。与原始染色工艺相比,优化后的工艺废水中,染料量减少了至少23%,且染色工艺时间短,与原始染色工艺的13 h相比,优化后的工艺染色时间仅需约7 h。此外,因设备运行时间缩短,工艺的能耗降低。
除优化染色配方和工艺参数外,还可进一步改良节水纺织品加工技术。通过使用Thies公司的商业染色机(iMaster染色机)和具有新型测试技术的染色控制装置,结合优化的染色工艺可实现进一步的节水(表3)。图2为安装在Thies公司染色机上的染料控制装置DyeControl,该装置可用于染色和漂洗过程的自动测量,对染色和整理过程中的用水量进行单独调节,分析并同步测量漂洗、洗涤和染色浴过程。可视化的工艺曲线文档既可以实现浊度控制,又有助于确定染浴中的染料浓度。由表3可知,与没有染色控制设备的原始工艺(1号工艺)相比,使用优化的染色控制设备后(2~4号工艺),耗水量可减少19%,同时可缩短染色时间。
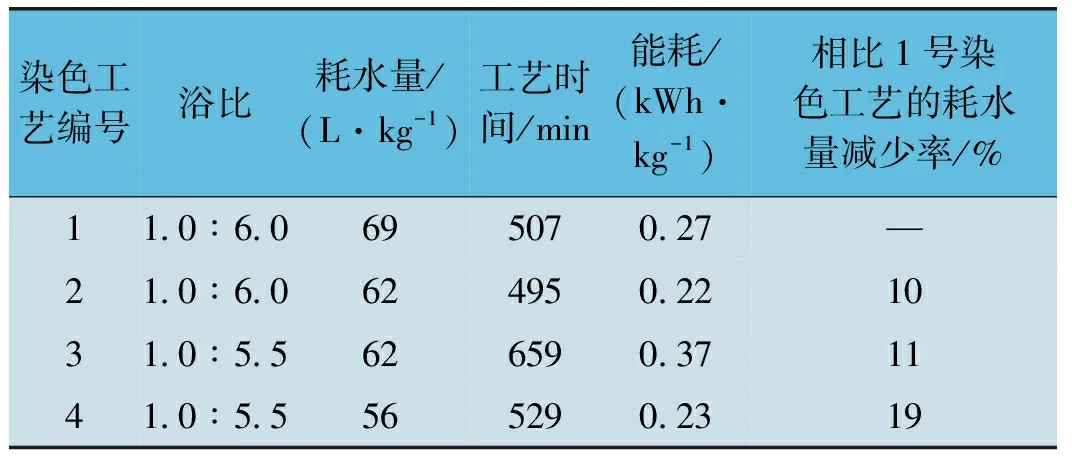
表3 使用和不使用染色控制装置下不同黑色染色工艺对比

图2 安装于Thies染色设备上的染料控制装置和流量测量装置
对于服装行业及其消费者而言,他们最关心的是纺织品最终的着色质量不会因上述工艺改良而下降。为此,分析所得黑色染色棉织物的色牢度性能,包括汗渍色牢度、洗涤色牢度、摩擦色牢度和耐光色牢度。结果表明,与使用原始染色工艺获得的染色织物相比,采用低水耗的改良型染色工艺,可获得类似的染色色牢度。
S-Max和Go为注册商标