T2铜套反向冷挤压模具设计
2022-10-27刘峙李宁
刘峙,李宁
许昌技术经济学校 河南长葛 461500
1 序言
金属挤压技术可以分为正向挤压、反向挤压和特殊挤压三种[1]。我国对于正向挤压技术开展研究的时间较早,可以追溯到20世纪60年代,不论是单动还是双动,不论是挤压铝材还是铜材,都达到了较高的水准,特别是近年来大型正向挤压机的成功研制,更是让世界瞩目,但是我国在反向挤压方面的研究起步较晚。受全球能源和人力资源短缺的影响,金属冷挤压制品的需求量逐年增加,尤其是对精度高、批量大、原材料损耗多且费工费时的产品的需求,采用反向挤压技术对我国经济建设和节能减排政策落地实施有现实意义,开展反向冷挤压技术研究对于解决人类能源危机和人力资源短缺有重要意义。
2 反向冷挤压技术
反向挤压技术是指金属制品的挤出方向与所施加挤压力方向相反的一种金属加工技术[2]。反向冷挤压技术是指金属材料在挤压过程中不需要对挤压金属原材料和挤压工具进行加热的一种金属锻压加工方式。
(1)优点 与正向挤压和特殊挤压相比,反向挤压具有多处较为明显的优点:①挤压力小,挤压过程中锭坯与挤压筒之间没有摩擦,挤压模具寿命长。②挤压速度高,挤压过程锭坯表面温度变化小。③挤压质量比较稳定,挤压过程中金属变形抗力小,金属横断面的变形程度较均匀,几乎没有挤压缺陷和晶粒粗大的趋势,锭坯弹性变形区大,不存在变形“死区”。④挤压产生的废料少,能源消耗低,原材料浪费少。
(2)缺点 反向冷挤压需要特制模具,模具改型成本高、周期长,因此反向冷挤压技术主要应用在批量较大的场所。另外,由于利用模具加工,产品的尺寸精度和表面质量无法达到高精密级别,所以反向冷挤压技术一般应用于表面质量不高的零件加工。
3 T2铜套的生产工艺
(1)T2金属属性 我国纯铜的牌号有T1、T2和T3三种,其中大量使用的是T2铜。T2铜的铜含量高达99.90%以上,具有优良的导电性、导热性和良好的耐蚀性,适宜多种加工方式,主要用作导电、导热和耐腐蚀元器件等。
(2)铜套的工艺要求 某电力设备上常用的导电铜套实体如图1所示,图2为其设计图样。该导电铜套外径尺寸为45mm,内径为35.4mm,外部长度为52mm,内部深度为45mm,外底部带有一个φ22.3mm×4mm的凹坑。铜套外表面的表面粗糙度值Ra为6.3mm,内表面的表面粗糙度值Ra为3.2mm。

图1 导电铜套实体

图2 导线铜套设计图样
该导电铜套在高压供配电线路中主要用于活连接高压通电线路,类似于接触开关。铜套内表面为工作面,铜套内部不允许存在诸如毛刺、凹坑、氧化皮、凸起及裂纹等表面缺陷。此导电铜套常规工艺为车床加工,主要工序为铜棒车床钻孔→精车内孔→调头车削加工凹坑→车削工艺倒角。导电铜套车削工时折算约20min,产生的切屑废料约为原材料铜锭坯的1/2。
4 反向冷挤压模具的设计
(1)模具设计思路 导电铜套原材料采用T2铜,T2铜具有较好的塑性,在拉压情况下具有较好的金属流动性和延展性,不易发生断裂及表面破损。随着温度升高,T2铜的抗拉强度和屈服极限均会下降,更有利于塑性变形。但是T2铜在热加工过程中很容易发生氧化反应,特别是在铜棒表面,很容易产生较硬的黑色氧化皮,这些氧化皮会大大降低制品的导电性能,同时制品外观也会出现很多黑色的氧化斑点,严重影响制品表面质量。因此,对于铜材导电件应尽量避免采用热加工工艺。
为了不改变铜套的导电、导热性能及产品的外观形状,通常铜材质的导电件均采用冷作加工。本文中导电铜套的设计思路是利用金属压力机和成套模具,采用反向冷挤压原理,对铜锭坯进行冷作压力加工,依靠压力机驱动和上下模型配合,驱使铜锭坯发生反向塑性变形,从而达到制品工艺设计要求。
(2)成套模具的组成 T2铜套反向冷挤压成套模具装配如图3所示,模具装配图明细见表1。按照模具各部分所发挥的作用,整套模具大致可以分为凸模、凹模、脱模装置和模具附属装置4个部分[3]。

表1 导电铜套冷挤压模具装配图明细
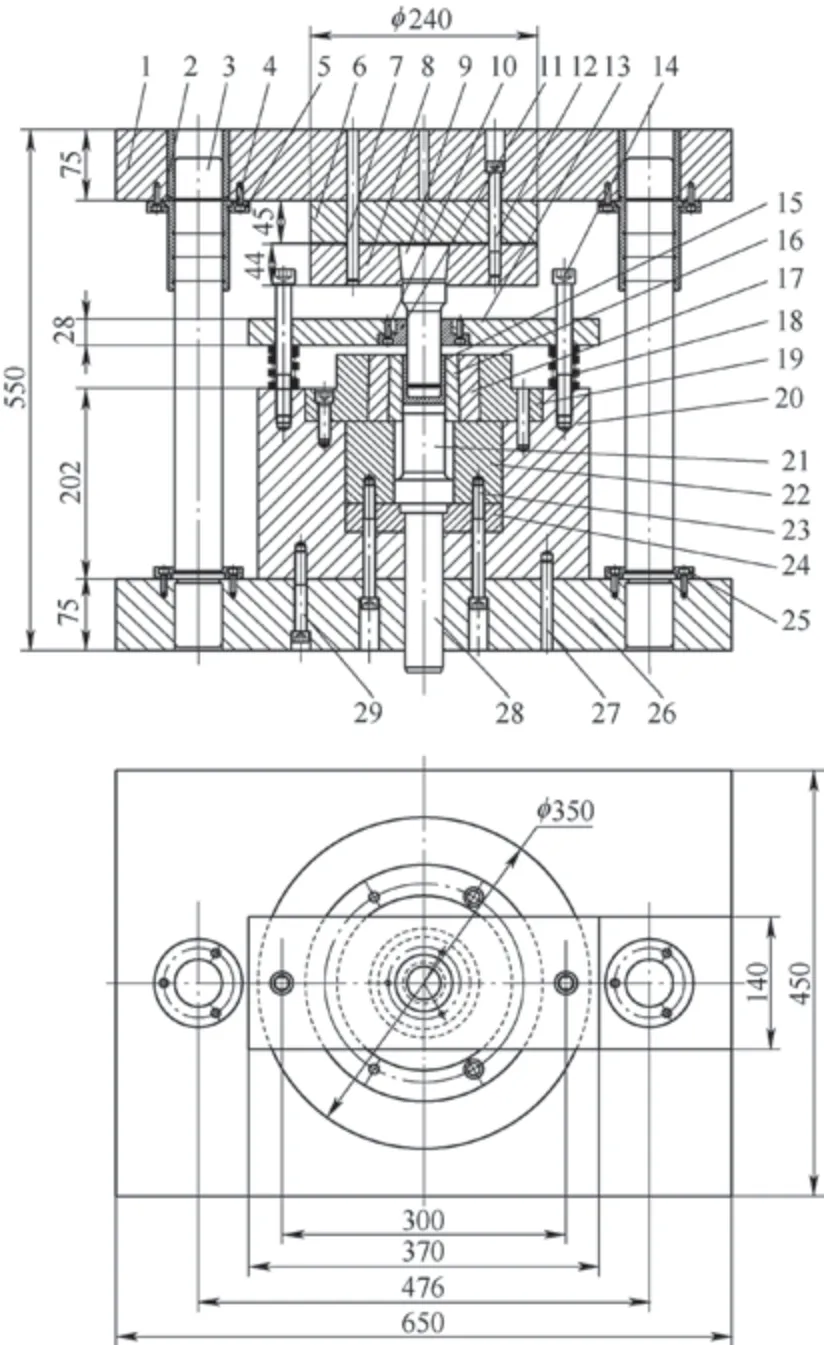
图3 模具装配
凸模部分主要包括上模板、凸模垫板、凸模、凸模压套及联接螺栓等零件。凸模(即模芯)设计是整套模具的关键。凸模为1根阶梯轴,按照功能可以分为3个部分——较细的顶端为工作部分,中间为脱模装置配合部分,以及较粗的尾部为凸模与凸模压套连接部分,即模芯的夹持部分。凸模材质为耐磨且强度、硬度较高的冷作模具钢Cr12MoV;凸模下顶部工作端面不允许有顶尖孔,支承端面不允许有凹陷;凸模阶梯轴各外径回转轴线的同轴度误差≤φ0.01mm;凸模阶梯轴安装前需要进行淬火+回火处理,热处理后凸模阶梯轴硬度需达到61~63HRC;凸模工作部分在磨削加工前,表面粗糙度值Ra≤3.2mm,表面不允许有凹凸不平现象,凸模留磨余量≥0.1mm,磨削后还应研磨抛光,研磨量为0.01~0.02mm,研磨后的表面粗糙度值Ra≤0.2mm。
凹模部分主要包括下模板、凹模垫板、凹模垫块、凹模座、凹模(挤压筒)和顶料杆等。凹模即为模具挤压筒部分,外部结构采用下粗上细的圆锥台式结构,装配时将凹模嵌到凹模座中,凹模与凹模座为紧配合连接,有效避免了制品与凸模上行时把凹模一起带出。凹模内径的基本尺寸比制品设计的外径基本尺寸大0.5mm,且为正向偏差,可以避免锭坯在挤压过程中制品与凹模内壁发生摩擦,降低了挤压力,延长了模具使用寿命。凹模材质也是冷作模具钢Cr12MoV,且经过淬火+回火工艺,磨削加工后表面粗糙度值Ra≤3.2mm,留磨余量0.1mm,研磨后的表面粗糙度值Ra必须≤0.2mm。顶料杆装配在凹模底部,与凹模间隙配合,间隙为0.050~0.081mm,作用是支撑锭坯受压变形,保证铜套底部形状及尺寸,同时与顶出杆配合一起推动挤压完成铜套制品上行,实现与凹模的分离。
(3)确定挤压锭坯尺寸 要计算挤压坯料尺寸,首先应计算坯料的体积。按照金属塑性成型原理的体积(或质量)不变定律[4],即坯料的体积V坯应该和制品的体积V制相等,可表示为:V坯=V制。V制可以根据工艺设计尺寸计算,考虑到制品中有一些圆弧、棱角等结构,在实际计算中很不方便,因此将铜套制品简化为图4所示形状,按照图4中标注的尺寸近似计算制品体积。

图4 导电铜套体积折算示意
V制=V总-V1-V2,体积的计算公式为V=πr2h,则V制≈3.14×22.52×52-3.14×17.72×45-3.14×11.152×4=36831.1324(mm3)。锭坯挤压前后外圆直径没有变化,为φ45mm,则锭坯高度H=V坯/(πr2)=V制/(πr2)≈36831.1324/(3.14×22.52)=23.17(mm)。
如果按照理论计算的尺寸23.17mm进行下料,经过模具挤压出来的铜套制品尺寸很难达到设计要求,这是因为在实际设计工艺图样中,铜套制品结构中还存在圆角、倒角等细微结构,鉴于零件结构(倒角、圆角等工艺)的细小改变,在经过20余次反复试模试验后,最终确定挤压前铜棒的长度应该为
5 模具设计的创新之处
(1)排出挤压气体 锭坯在挤压过程中,在封闭的挤压筒内会产生气体,这些气体的存在会增大挤压力,还有可能被挤入铜套制品中,在制品的表面形成鼓包等,气体压力过大还可能引起铜套制品变形甚至凹模(挤压筒)炸裂,所以在锭坯挤压过程中必须合理导出挤压气体。
为了解决这一难题,在凸模的设计上采用下粗上细的挤压头结构,工作头下部尺寸与铜套内径尺寸相同,为φ35.4mm,凸模工作头上部尺寸为φ35.3mm。根据相关行业经验,在凸模工作部分的上下端各设计约5°的锥度,首先可以避免锭坯在反向冷挤压过程中过度向外围延伸,出现制品与模具内模腔紧配合到一起的情况,不利于排气和制品脱模;其次模具凹模设计时,挤压筒的内径尺寸略大于锭坯尺寸,有利于挤压气体顺利排出,同时也避免了锭坯与挤压筒之间的接触摩擦。凸模结构设计如图5所示。

图5 凸模结构
(2)铜套形状回弹问题 整套模具设计有内、外预应力圈结构,有效避免了铜材在挤压过程中发生应力集中现象,防止铜套形状回弹。这些结构设计有效解决了铜套制品在反向冷挤压过程中产品的缺陷问题,大大降低了挤压力,提高了挤压速度,并且金属流动均匀,制品质量稳定、一致性高。
6 模具使用时的注意事项
此套模具在使用时还有以下注意事项:①T2锭坯放进凹模挤压前必须去除毛刺并做倒角1mm×45°工艺处理,以防划伤凹模内壁。②在T2锭坯挤压前进行退火处理,加热温度为710~720℃,保温4h,随炉冷却,热处理后铜棒硬度控制在38~42HBW,1次退火处理约1万件。③在T2锭坯退火处理后进行汽油清洗、60~100℃热水洗、冷水冲洗3个清洁环节,同时还要把锭坯放入浓度为400~800g/L的工业硝酸溶液中去除铜棒氧化皮,最后利用浓度为40~60g/L的工业氢氧化钠溶液冲洗锭坯,对其表面进行氧化处理,处理温度为50~70℃,处理时间3~5min[5]。④三层组合凹模压合时,在常温下用液压机冷压合。各圈的压合次序为自外向内,即先将内预应力圈压入外预应力圈中,再将凹模压入内预应力圈中,压出次序则与之相反。压合后的内凹模的型腔尺寸有所收缩,必须进行修正,使得压入后的内凹模型腔尺寸为所需的尺寸。⑤模具装配时上模板与下模板的上下平面平行度公差应为0.05mm,导柱与模板的垂直度公差应≤0.05mm,导套与模板的垂直度公差应≤0.02mm。⑥凸模、凹模表面在挤压工作时,每一次挤压都需要刷一次拉伸专用油。
7 结束语
T2铜套反向冷挤压与常规车削加工绩效对比见表2。由表2可知,利用反向冷挤压模具大约5s即可生产出1个铜套制品,考虑到锭坯的热处理和清洁环节,综合平均下来生产1个T2铜套的时间也在17s以内,而利用传统车削加工方式生产1个铜套的时间约为1200s。

表2 铜套反向冷挤压与常规车削加工绩效对比
同时,车削方式还会产生50%以上的废料损耗,消耗的人工工时和能源动力是模具挤压方式的179倍。模具反向挤压产品的质量稳定,几乎没有废品。利用反向冷挤压模具生产铜套制品是对机械零部件生产工艺的创新,大大提升了产品的生产效率和质量稳定性,同时还可以减少原材料的损耗和能源的消费,单件加工综合成本仅为常规车削加工的6.32%。
该案例可以作为当代企业减能增效的典型案例,这种反向冷挤压的加工理念正在逐步应用到不同牌号的钢制产品中,随着研究的深入,反向冷挤压技术未来的应用领域也一定会越来越宽。
