铜合金空洞缺陷形变演化研究探讨*
2022-10-25刘劲松陈帅峰陈大勇王松伟李庆文郑佳依
刘劲松,李 旺,陈帅峰,陈大勇,,王松伟,李庆文,郑佳依
(1.沈阳理工大学材料科学与工程学院,辽宁 沈阳 110159;2.中国科学院金属研究所,师昌绪先进材料创新中心,辽宁沈阳 110016;3.常州润来科技有限公司,江苏 常州 213149)
1 引言
铜及其合金因导电、导热性能优异,在电力装备、交通运输、建筑和家用电器等领域得到广泛应用。进入消费终端之前,铜及其合金通常被制成各种截面形状的加工材,其中铜杆线材、铜板带材及铜管材产量占比最大。铜加工材生产工艺以“连续铸造+多道次轧/拉”最为广泛[1],这一工艺具有短流程、低成本的优势[2],然而成品率受铸坯质量影响较大。铸坯凝固过程中其内部常产生气泡、缩孔等空洞缺陷[3-7],并且这些空洞缺陷,在生产中只能尽量抑制,难以完全避免。后续加工过程中,空洞缺陷常演变为内部裂纹或表面缺陷,降低了成品率。借助加工过程中的热扩散和再结晶[8],空洞缺陷在合适的变形量和变形温度下可以闭合并进一步焊合修复,为消除铸坯缺陷创造了可能。
铸坯空洞缺陷的形变闭合是焊合修复的先决条件,其形变演化预测对于后续加工具有重要指导意义。因此,有必要开展这方面的研究工作。金属空洞缺陷形变演化的现有研究成果可分为模拟研究、唯象模型研究、细观模型研究。模拟研究以物理模拟或数值模拟为研究手段,通过在试件或有限元模型中人为设置缺陷并模拟实际缺陷的闭合过程,得到关于缺陷闭合规律的定性认识或简单的闭合判据[9-19];唯象模型研究基于实验观测和理论猜想建立数学模型,经过参数拟合及修正,得到适用于特定工艺及特定缺陷形态的唯象模型[20-26];细观模型研究基于细观力学分析建立缺陷演化的解析模型,模型通常适用于更为一般的缺陷初始状态,具有更高的预测精度[27-31]。鉴于现有研究对于铜合金关注较少,本文对某锡磷青铜连铸板坯的内部空洞缺陷及铸态组织进行了观察,讨论了现有研究成果对于铜合金的适用性;针对当前研究在几何建模方面的难点,采用Python语言设计了含任意椭球空洞的体元模型自动建模程序。还原实际成形过程。物理模拟中,常用作模拟材料的有软钢、塑泥和铅[9-11],也有的采用铝、石蜡和聚氨酯等[12,13]。模拟方法主要有网格法、硬度法、低倍显微组织法、光塑性法和密栅云纹法等。
Chaaban等[9]研究了预制圆柱空洞的铅试件在不同空洞参数及变形参数下拔长时的空洞闭合规律,发现纵向空洞的闭合效率大于横向空洞的闭合效率,而且空洞内壁贴合后必须继续施压才能使其焊合。谢冰等[10]采用铅作为模拟材料研究了大型轴类锻件宽砧锻造时的空洞闭合规律,发现砧宽比越大,空洞闭合所需的临界压下量越小;已闭合的空洞在试件翻转90°继续锻压时仍有可能再次张开,经多道次拔长后则基本保持闭合。渡边诚等[11]采用白塑泥作为模拟材料,研究了钢锭锻压过程中的变形、应力、压机载荷及空洞闭合规律,定性得到了空洞压实的应力应变条件;通过工艺实验,证明了使用FM法(无曼内斯曼效应锻造法)和FML法(低载荷FM锻造法)能有效压实大钢锭内部的空洞缺陷。蒋智等[12]采用聚碳酸酯作为模拟材料(图1),对含有球形空洞的圆柱体锻件镦粗变形过程进行了光塑性模拟,发现越接近圆柱体表面的空洞越难闭合,空洞位于圆柱体中心时最容易闭合。王祖唐等[13]采用45#钢作为模拟材料,研究了不同应变状态下的空洞闭合效率,发现对于平面应变压缩变形,圆柱形空洞的轴线和试件展宽方向垂直时空洞闭合效率最高;自由镦粗时空洞闭合效率最低。

图1 含球形空洞的聚碳酸酯试件
2 模拟研究
物理模拟是最早用于金属塑性加工问题的研究手段,在高性能电子计算机尚未普及的时代,物理模拟是替代工艺实验的最佳选择,可在一定程度上
物理模拟具有简便、直观的优点,因而得到广泛应用,但其与实际加工过程的材料本构和边界条件相差甚远,结果误差较大。此外,当模拟数量较大时,物理模拟的工作周期较长、成本较高。随着计算机运算能力的不断提高,采用数值模拟方法求解弹塑性力学问题更加高效,数值模拟逐渐成为塑性加工问题的常规研究手段。
Dudra等[14]采用数值模拟方法研究了自由锻过程中的空洞闭合,并通过实验验证了数值模拟结果的准确性。模拟结果表明,等效应变和静水应力对空洞闭合具有主要贡献,但等效应变与空洞主应变之间的关联系数更大,是更好的闭合指标。热锻过程中,由于坯料表面冷却的影响导致坯料内部产生温度梯度,O¨verstam等[15]采用数值模拟方法研究了坯料内部温度梯度对缺陷闭合的影响。研究发现,表面冷却有利于坯料内部的缺陷闭合,且锻件尺寸越小表面冷却的影响越显著。Chun等[16]采用数值模拟方法研究了拔长锻造过程中成形力及缺陷闭合效率与道次参数设计及压头尺寸之间的关系,研究结果表明:较小的压头圆角半径以及压头斜角有利于缺陷闭合,但成形力也随之增大;对于多道次拔长锻造,缺陷闭合主要发生在第一道次,后续道次中缺陷体积变化较小。崔振山等[17]采用数值模拟方法研究了内部含有空洞的圆柱体锻件热镦粗过程,分析了空洞附近的应力应变特点以及影响空洞闭合的各种因素。模拟结果表明,变形过程中空洞边缘微小区域内会产生双向拉应力,直到空洞闭合时拉应力才会变成压应力;压下方向的应变绝对值最大,主导着空洞的闭合过程。Llanos等[18]采用数值模拟方法研究了铸轧型材的芯部质量控制,发现轧件中的自然缺陷相比人工缺陷更难闭合,这一发现与Chen K等[19]的研究结果一致。Chen K等[19]采用数值模拟方法研究了含不同形状缺陷的圆柱体镦粗变形过程,发现缺陷形状越复杂,对应的缺陷闭合临界压下率越大,也即闭合难度越大(图2)。

图2 不同形状缺陷的圆柱镦粗闭合临界压下率对比
关于金属空洞缺陷闭合问题,国内外研究者通过模拟研究得出了许多有价值的结论,一般性地归纳如下:1)大塑性变形有利于缺陷闭合,但缺陷闭合后期其体积减小的难度急剧增大,此时必须借助高温下的扩散和再结晶进一步修复缺陷;2)变形路径显著影响缺陷的闭合效率,已闭合缺陷在基体继续变形过程中仍有可能再次张开;3)合理选用成形工具可有效提高缺陷的闭合效率,例如在钢锭开坯锻中使用型砧代替平砧、在厚板轧制中使用较大直径的轧辊;4)摩擦系数、温度梯度等边界条件显著影响坯料变形均匀性,进而影响缺陷闭合;5)同一变形条件下,缺陷的初始几何状态(形状、尺寸、位向、所处位置)决定其闭合难易程度。
3 唯象模型研究
鉴于空洞闭合是一个连续渐进的过程,Tanaka等[20]提出将静水积分Gm作为缺陷闭合判据,引入了等效应变这个累积量。Gm定义如下:

式中,σm为静水应力,σe为等效应力,εe为等效应变。Nakasaki等[21]将Gm作为热轧过程的缺陷闭合判据,根据实验结果将Gm的值修正为
孙捷先等[22]认为,仅通过应力应变来评估缺陷闭合程度,往往会得出相互矛盾的结论。认为缺陷闭合是变应力状态下变形的累积过程,仅由一时的应力应变无法得出正确结论,于是提出用锻合能指标E来评估缺陷闭合程度:

E值作为缺陷闭合判据与Tanaka等[20]提出的静水积分判据并无本质上的不同,E值与空洞闭合程度之间的定量联系并不明确。
Chen等[23]通过引入静水积分的三轴推广形式Gi(i=x,y,z),建立了一种能够描述空洞三维形状及其尺寸变化的几何演化模型:

式中,Si=2Ri/(Rj+Rk) 为空洞形状参数,Si0为Si的初始值;Ri为i方向上的空洞半径;si是偏应力张量的主轴分量;C1、C2、C3为拟合系数。当Si=0 时,表明空洞完全闭合。该模型假设空洞初始形状为正
交椭球形(图3),使其能够对实际缺陷进行更加精确的几何近似,从而提高缺陷形变演化的预测精度,但该模型无法描述缺陷的转动。
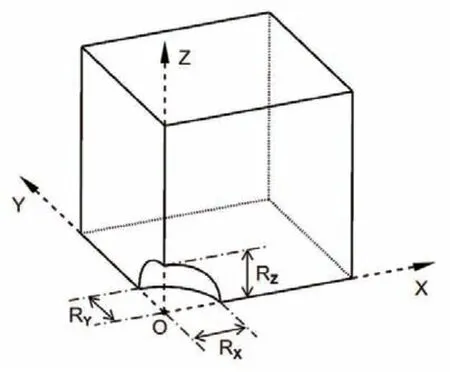
图3 正交椭球形空洞示意图(1/8对称)
崔振山等[24]采用数值模拟方法,分析了含轴对称椭球形空洞的圆柱体锻件热镦粗过程,发现锻件的高径比、空洞形状、摩擦条件是空洞闭合的主要影响因素,而变形温度、压下速度、空洞尺寸等因素对空洞闭合影响较小。基于数值模拟结果,通过多维变量非线性拟合,得到了空洞闭合的临界压下率计算公式:

式中,H/D为圆柱坯料高径比,a、b为椭球形空洞的长短轴半径,m为剪切摩擦系数,Rd为空洞闭合的临界压下率。该公式的预测结果与有限元模拟结果吻合良好,一定程度上反映了各主要影响因素对空洞闭合的影响规律。
文新理等[25]研究了 27SiMn 钢轧制过程中的空洞型缺陷演变规律,认为变形量是轧制过程中影响空洞闭合的主要因素,建立了空洞平均直径与变形量间的数学关系(式5-a),并通过一元非线性回归得到了参数A、B、C的值(式5-b):

式中,D为空洞平均直径,ε为板材轧制压下率。该模型与崔振山等[24]提出的模型本质相同,虽然其形式简单且与实验结果吻合良好,但局限于具体工艺,难以推广应用。
Saby等[26]以一个包含任意椭球形空洞的体元模型(图4)作为基本几何模型,通过大量而系统的数值模拟工作,研究了几何、材料、载荷因素对空洞闭合的影响。根据模拟结果表现出的规律,建立了式6所示的数学模型(其中B、C是关于空洞初始几何及应力状态的函数),并利用模拟结果回归得到了各模型参数。模型充分考虑了缺陷闭合的各种影响因素,数学形式构造得当,表现出较高的预测精度。模型未考虑材料本构差异,但由于其建模流程固定且数学形式简洁,对于不同材料完全可以通过同一套流程获得其对应的模型参数。模型考虑了椭球空洞的初始位向及初始尺寸,但未考虑空洞几何在变形过程中的实时变化带来的影响。
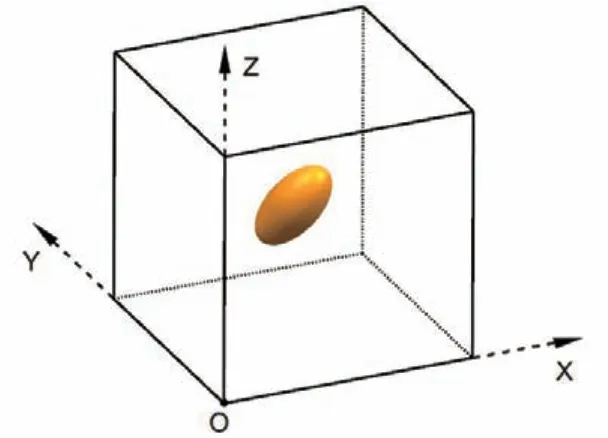
图4 含任意椭球形空洞的体元模型

4 细观模型研究
Eshelby[32]在上世纪50年代提出了等效夹杂方法,推导出了全空间中椭球夹杂体包含均匀本征应变的理论弹性解,他的开拓性工作极大促进了细观力学夹杂问题的研究进展[33]。由于夹杂体与基体材料模量的差异而产生的基体应力场扰动,可以由夹杂体中适当分布的等效本征应变来模拟,而把夹杂体视为与基体完全相同的材料,这就是Eshelby等效夹杂法。Mura在他的《Micromechanics of defects in solids》一书中将一般语境下的“夹杂(inclusions)”一词赋予了特殊的含义[34],另外又定义了“杂质(Inhomogeneities)”一词。按照Mura的定义:“包含杂质的材料其内部不存在任何应力场,除非对该材料施加外载荷;包含夹杂的材料其内部存在一个内应力(本征应力)场,即便该材料不受任何外载荷[34]”,故金属材料的内部空洞缺陷可按“杂质”处理。
刘熠等[35]讨论了非线性基体中 Eshelby 等效夹杂方法的适用性问题,并给出了非线性基体中远场球对称应力作用下单个球形空洞的几何演化问题精确解。研究结果表明,Eshelby 等效夹杂方法不能简单地推广应用于非线性基体中空洞几何演化的力学分析。
Budiansky等[36]将Eshelby的理论推广应用于线性黏塑性材料中轴对称椭球空洞的几何演化分析,冯超[31]基于该理论研究了线性黏塑性材料中任意椭球形空洞的演化行为,发现空洞在某一主轴方向的变形主要受到平均应力及该主轴方向偏应力的影响,而对其他方向的偏应力并不敏感,据此得到了空洞半径应变率的近似表达式。采用数值模拟方法研究了不同应力边界条件下不同形状空洞的演化行为,发现在应力三轴度绝对值小于1的载荷条件下,非线性黏塑性材料与线性黏塑性材料的空洞演化规律类似。据此仿照线性黏塑性材料情形提出了适用于非线性黏塑性材料的空洞半径应变率表达式:式中,为空洞某一主轴的应变速率,Ri为空洞半径,为空洞半径变化速率,σe为等效应力,为等效应变速率,′为偏应力,σm为平均应力。

式7中,Mi、Ni是与空洞形状有关的系数。冯超[31]采用数值模拟方法计算了包含不同形状空洞的体元模型,获得了应力三轴度绝对值小于1的载荷条件下的一系列Hi值,通过参数拟合得到了Mi、Ni关于空洞半径Ri的表达式。将前人研究和有限元模拟结果的对比验证了模型的准确性。
Gurson在20世纪70年代建立了一套比较完备的本构理论,用以描述内部空洞对材料塑性行为的影响[37]。Gurson假设金属材料内部含有球形空洞,以图5所示的胞元为基本力学模型,分析了材料的变形及断裂过程并提出了多孔材料的屈服函数模型(Gurson模型):

图5 含同心球形空洞的球形胞元


Gurson模型表征了各向同性的损伤演化过程,引入的损伤变量f反映了空洞体积变化,且当f值较小时,材料变形过程中空洞形状改变带来的影响可以忽略不计[27]。

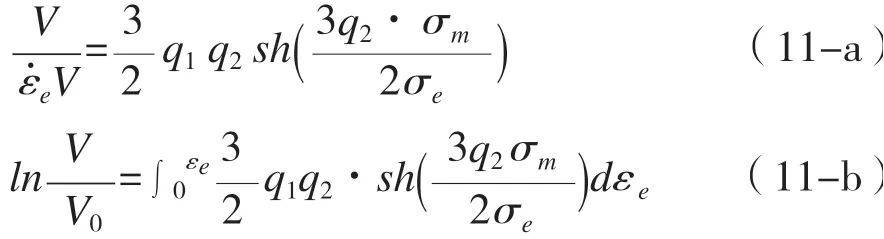
为考虑塑性变形过程中的材料硬化,提高模型预测精度,Tvergaard向Gurson模型中引入了3个修正系数,提出了著名的Gurson-Tvergaard(G-T)模型(式10)[39]。基于G-T模型导出的球形空洞体积应变率[40]见式11-a,对该式进行积分,即可得到式11-b所示的空洞体积演化方程。当q1=q2=1时,式11-a与Gurson模型导出的空洞体积应变率相同。Tvergaard借助数值模拟方法研究了空洞长大过程,发现当q1=1.5,q2=1.0时式11-a的预测结果与模拟结果吻合良好[39]。
朱明等[27]基于Gurson模型从理论上分析了空洞闭合过程,通过引入空洞形状改变因子对Gurson模型进行了修正,得到了与G-T模型等价的修正模型。该研究提出了一种有限体积的椭球胞元中包含椭球形空洞的细观模型,并导出了该模型在椭球—双曲旋转面坐标系下的运动学许可速度场,为后续研究者建立考虑空洞形状变化和主轴转动的空洞演化模型建立了一定基础。
为了提高G-T模型对空洞闭合过程中空洞体积的预测精度,李妍等[28]以数值模拟作为试验手段,通过正交试验对G-T模型进行了系数寻优,找到了式10中修正系数的最佳值。研究结果表明,对于空洞闭合过程中空洞体积的预测,G-T模型中修正系数的最佳取值为:q1=6.0,q2=2.5,q3=0.5。采用最佳修正系数,G-T模型预测结果与数值模拟结果吻合良好。
Afshan等[29]开发了一套基于模式搜索方法的参数寻优计算程序,用以提高G-T模型参数校核效率,同时探究了G-T模型对空洞闭合问题的适用性。采用由上述参数寻优计算程序得到的q参数时,G-T模型预测与数值模拟结果的吻合度大幅提高,表明了该参数寻优计算程序的有效性,同时也证明了G-T模型对空洞闭合问题的适用性。
Lee和Mear的研究表明,空洞的初始形状对于其形变闭合有着显著影响[41]。大量的模拟研究发现:在低应力三轴度及大变形的闭合条件下,空洞的形状改变尤为明显。Gurson类模型具有简洁实用的优点,然而模型假设空洞初始形状为球形且空洞在闭合过程中保持球形,降低了模型预测精度。
5 锡磷青铜连铸板坯内部空洞缺陷
为了考察现有研究成果对于铜合金的适用性,对某牌号锡磷青铜连铸板坯的内部空洞缺陷进行了剖切观察。通过超声探伤确定了空洞缺陷在板坯中的位置,在含缺陷位置进行取样并对样品进行剖切、打磨,获得了空洞缺陷的显微照片,图6列出了其中有代表性的一部分。观察到的缺陷形状主要有:等轴状[图6(c)、(d)、(f)]、短棒状[图6(a)]、蠕虫状[(图6(b)]、其他不规则形状[(图6(e)]。观察到的缺陷内壁形貌有光滑[图6(c)]和粗糙(其他)两种;观察到的空洞缺陷截面尺寸从10μm到250μm不等。
虽然观察到的铸坯空洞缺陷尺寸小至10微米,但在基体材料均匀连续的假设下,现有研究成果仍然适用。图7是连铸板坯的金相照片,可见晶粒尺寸远大于图6所示的空洞缺陷尺寸,即当前观察到的空洞缺陷已经达到了铸坯晶粒的更小尺度,基体材料均匀连续的假设显然不够精确。铸坯凝固过程中,空洞缺陷可能在晶内产生,也可能在晶界产生,晶内和晶界处的不同变形特性可能对应着显著不同的缺陷演化特性。与此同时,不同晶粒的晶体学取向存在差异,力学性能的微观各向异性也可能对缺陷演化产生影响。鉴于此,有必要进一步研究材料微观结构对铜合金空洞缺陷形变演化的影响,并相应地开发缺陷演化建模系统、建立缺陷演化数学模型。

图6 锡磷青铜连铸板坯的内部空洞缺陷

图7 锡磷青铜连铸板坯金相
基于上述实验观测,发现连铸板坯的内部空洞缺陷可以由任意椭球形近似描述(图4)。任意椭球形作为空洞缺陷的几何近似,一方面便于对空洞缺陷的形变演化进行数值模拟及数学解析,另一方面也可实现较高的几何近似精度。空洞缺陷的形变演化研究需要大量创建具有随机参数的椭球空洞数字模型。为了降低建模难度、提高建模效率,采用Python语言设计了含任意椭球空洞的体元模型自动建模程序。
自动建模程序生成的体元模型如图8所示,工作原理如图9所示。程序开始执行后,自动导入指定路径下用户预先写好的控制参数文件,根据控制参数生成包含任意椭球空洞的体元模型,最后自动输出模型文件到指定路径。程序的核心功能包括:1)块体尺寸及椭球空洞的数量可在控制参数文件中设定;2)椭球空洞的位向在程序执行过程中随机生成;3)椭球空洞的中心坐标和半轴长在约束区间内随机生成,约束区间可在控制参数文件中设定;4)相邻椭球空洞的最小间距、椭球空洞与块体边界的最小间距可在控制参数文件中设定。该程序可独立使用,也可作为后续研究计划中缺陷演化建模系统的一个模块,具有较高的使用灵活性。

图8 含任意椭球空洞的体元模型

图9 含任意椭球空洞的体元模型自动建模程序流程图
6 结束语
金属空洞缺陷形变演化问题的研究已有几十年历史,然而现有研究对于铜合金缺陷形变演化研究具有重要参考价值,铜合金缺陷形变演化及其受材料微观结构影响等问题的研究仍有待进一步深入研究。通过对某牌号锡磷青铜连铸板坯剖切观察,发现其内部空洞缺陷可以由任意椭球形近似描述,而采用Python语言设计的自动建模程序显著提高了体元模型建模效率,显示出计算机编程及软件等二次开发技术用于研究当前问题的巨大潜力。同时,结合近年来迅猛发展的机器学习等先进信息技术,有望开发出高度自动化的、适用于铜合金乃至更广泛合金品种的空洞缺陷形变演化建模方案。
