基于阻尼设计的电动汽车三销节异响控制
2022-10-21赵要珍
高 超,赵要珍,曹 诚
(上汽大众汽车有限公司,上海 201805)
NVH 是噪声、振动与声振粗糙度(Noise、Vibration、Harshness)的英文缩写。这些构成了衡量汽车制造质量的综合性指标,它们给汽车用户的感受是最直接和最表面化的。车辆的NVH 问题是国际汽车业各大整车制造企业和零部件企业关注的问题之一,在汽车声学设计中有着重要的意义。研究者针对汽车的某一个系统或总成进行建模分析,找出对乘坐舒适性影响最大的因素,通过改善激励源振动状况(降幅或移频)或控制激励源振动噪声向车室内的传递来提高乘坐舒适性。
对于汽车而言,NVH 问题是处处存在的,根据问题产生的来源又可分为发动机、胎噪以及行驶过程中的气动噪声[1]。黄宗斌等[2]设计了一套以提高汽车NVH性能为目的的结构优化流程,期望通过较小的零部件改动,达到较大的汽车NVH 性能的改进。郝耀东等[3]运用组合优化方法遗传算法(GA)和序列二次规划法(SQP)组合进行鲁棒性优化设计,在保证车内声压级水平的条件下降低车辆噪声的波动性,并以某MPV 车型为算例进行优化设计,有效改善其NVH 性能。李直腾等[4]为改善某车型的NVH性能,对其车身结构进行研究与应变能分析,对抗石击胶的喷涂与沥青阻尼板的厚度进行优化,并进行NVH 性能测试,通过对测试结果进行对比分析,得出两种阻尼材料优化方案的特性,具有工程参考价值。
伴随着全球能源(特别是石油资源)危机、环境污染问题的日益严重,世界各国各大汽车厂商、科研单位都将研究重点转移到节能环保的纯电动汽车技术上。纯电动车与传统内燃机汽车相比,动力及传动系统发生了巨大的变化。由于采用电机驱动,电动汽车在启动加速及非高速(通常不大于60 公里/小时)行驶[5]的情况下,发动机噪声振动情况都得到明显改善,而原来被发动机振动和噪声掩盖的其他噪声就凸显出来。目前部分纯电动车在启动及工况变换时,车厢内会有异响且伴有明显的车体振动,引起车内人员不适。分析原因,主要是由于传动系统采用的万向节在工况切换时撞击引起的冲击振动及由此所激发的噪声,同时振动和噪声会通过轴系传递给车体,从而影响车内NVH 状况。因此,本文针对该类问题,采用粘贴阻尼的方法,通过数值仿真和台架实验确定最佳粘贴方案,在兼顾工艺、成本及散热的条件下,以减小工况变换引起的异常振动和噪声,从而有效改善电动汽车的NVH性能。
1 三销节异常噪声分析
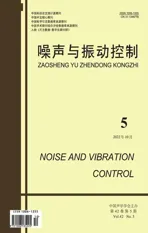
某型电动车传动系统中采用三销轴式的万向节,如图1 所示,在工况切换过程,即旋转方向变换或旋转速度突变过程中,会产生异常响声。经实车测量,异响声带有明显的冲击噪声特性,三销节壳体在冲击条件下的频响曲线如图2 所示,其中有两个比较明显的峰值频率,分别为500 Hz 和2 600 Hz附近。
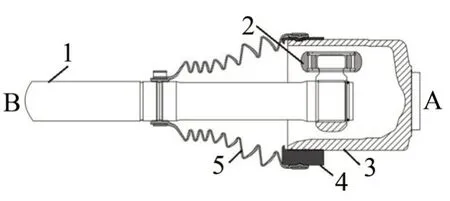
图1 三销节结构图
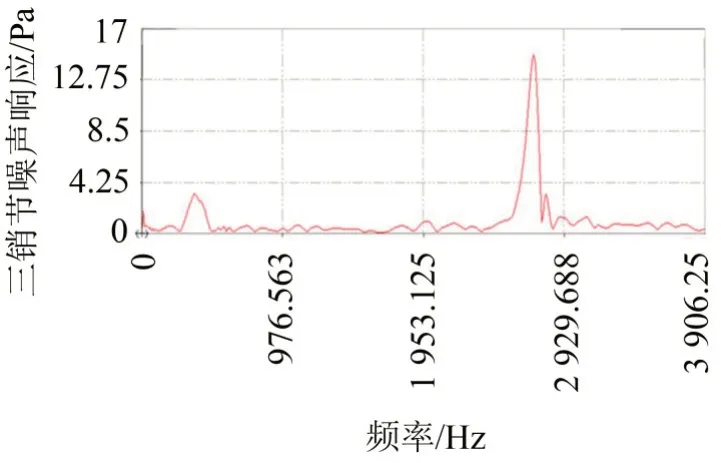
图2 三销节冲击频谱
利用多点锤击一点拾振的方法对三销节壳体进行模态测试,识别其前4阶固有频率,测试台架如图3所示。同时建立三销节有限元模型进行仿真计算,如图4 所示。实测与计算所得前4 阶固有频率比较见表1,壳体前4阶振型见图5。

图3 三销节壳体模态测试
图4 三销节有限元模型
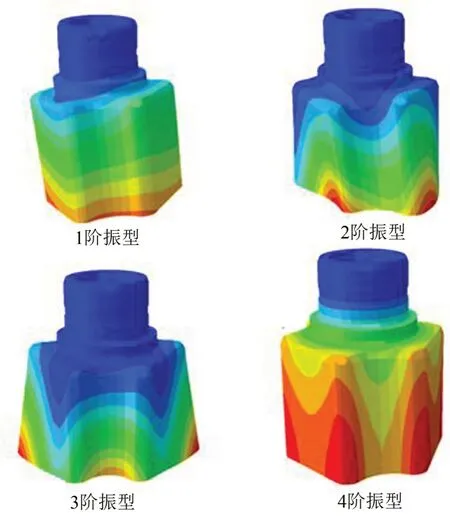
图5 三销节振型
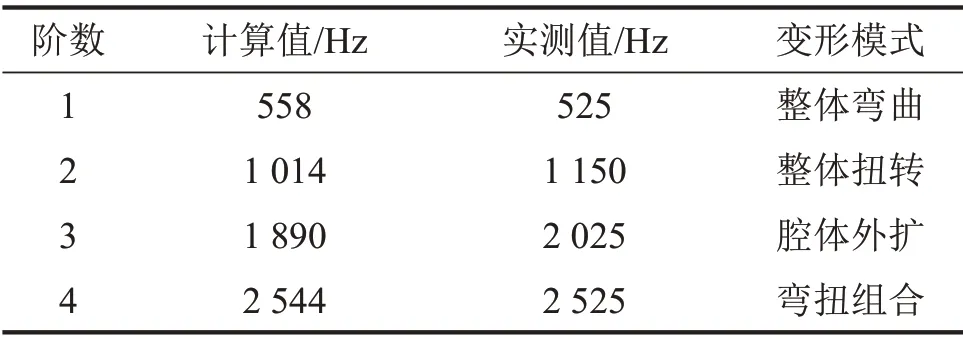
表1 三销节模态测试及计算结果比对
由表1 结果和噪声频谱的比对可见,模态测试所识别的壳体固有频率基本与有限元计算结果吻合,误差主要是由于两者边界条件差异所导致。
其次,噪声响应谱在500 Hz 和2 650 Hz 附近有一个高峰,这两个高峰值频率正好对应壳体的第1和第4阶固有频率。根据上述结果,初步判断电动车传动轴系异响是由于工况变换时三销节轴承撞击滚道壳体,从而激发了壳体和轴系的模态所引起的。同时,由于壳体和传动轴系均为金属部件,结构阻尼非常小,导致这两个频率下噪声和振动能量相对突出。
2 三销节异常噪声抑制措施
如上所述,三销节异常噪声主要是由于工况变换时,三销节轴承撞击滚道壳体从而激发了轴系和壳体的模态所引起。从理论上讲,减小轴承和壳体之间的间隙可以减小撞击力,从而减小所引起的噪声。但是通常情况下,减小间隙容易使轴承卡死在壳体内;另一方面,对传动轴系和壳体结构的改动又涉及到可靠性和安全性的重新论证。因此,针对测试频谱的峰值,在滚道壳体上粘贴阻尼材料以抑制是最简便且经济的方法。
阻尼材料的选择,首先要考虑其机械性能,即杨氏弹性模量损耗因子、扯断强度等。同时,由于轴承在三销节壳体内撞击和高速滚动,会产生一定热量。这些热量要通过壳体外表面散掉,而橡胶导热性较差且多数不耐高温,因此在设计时必须兼顾其热力学性能。
根据上述要求,选择丁基橡胶作为阻尼层基料。考虑到成本、工艺及散热要求,采用自由阻尼的形式。这时结构的等效损耗因子η可以由式(1)计算得[6]:

其中:β为阻尼层的损耗因子,h为阻尼层厚度与滚道壳体厚度之比,k为阻尼层拉伸刚度与壳体拉伸刚度之比,h21为阻尼层和壳体中线间的距离。
进一步,根据参考文献[7],材料的导热热阻R定义为温升(单位:开氏温度K)与导热量(单位:W)之比,如公式2:

其中:Φ为导热量,ΔT为壳体内外温度差,λ为材料的导热系数,A为换热面积,δ为导热层厚度。由于滚道壳体前后端要与传动轴和变速箱连接,阻尼层只能粘贴在滚道壳体侧面。这时壳体总传热热阻相当于粘贴阻尼部分的壳体热阻与阻尼层热阻串联后再与未粘贴阻尼部分热阻并联的结果。
在确定阻尼粘贴方案前,基于上述参数,分别计算了滚道壳体在不同阻尼层粘贴方案下的冲击响应及壳体总热阻随阻尼层参数的变化。图6所示的是不同阻尼层厚度条件下导热热阻随阻尼层(在壳体侧面)粘贴面积百分比的变化。
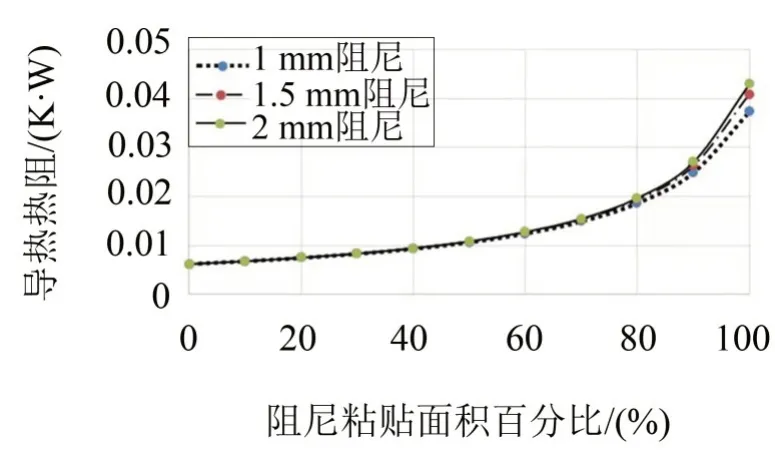
图6 总导热热阻随阻尼粘贴面积百分比的变化
由图中曲线比较可见:在阻尼层粘贴面积百分比较小(<60%)的情况下,壳体总导热热阻基随阻尼层厚度基本无变化,但当粘贴面积增大后,总热阻随阻尼层厚度增大而增大。但根据壳体散热要求,希望总热阻不大于0.01 K/W 因此阻尼粘贴面积比希望控制在50%左右。
表2 所示的是同等冲击载荷的条件下,不同阻尼粘贴方案下滚道壳体最大加速度响应。
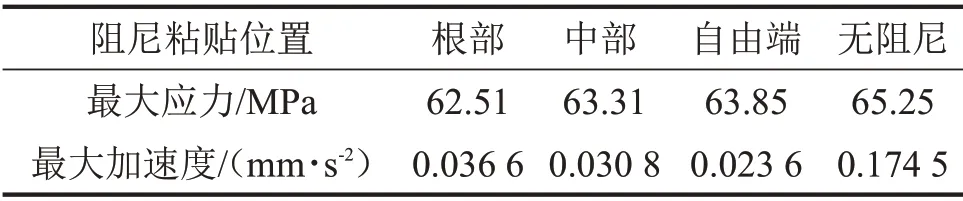
表2 不同阻尼粘贴方案下冲击最大加速度及应力
由表中数据可见:阻尼的粘贴能有效抑制壳体在冲击载荷下因模态被激发而产生的速度及加速度响应,且在部分粘贴阻尼的情况下,粘贴靠近自由端的效果优于靠近根部和中部。综合热阻与冲击响应的计算结果,改进方案决定阻尼粘贴方案为:采用1 mm 厚自由阻尼,在三销节滚道壳体靠近自由端处50%的侧面粘贴。
3 试验验证
为了验证阻尼方案的有效性,将粘贴阻尼后的三销节安装于测试台架上,测量其工况变化时的冲击加速度及噪声,并与原三销节测试结果进行比较。试验台架如图7所示,变频电机模拟电动车发动机,动力经传动轴连接到三销节,三销节输出端连接测功器,以模拟负载。全部设备和轴系都安装于刚性基座上。
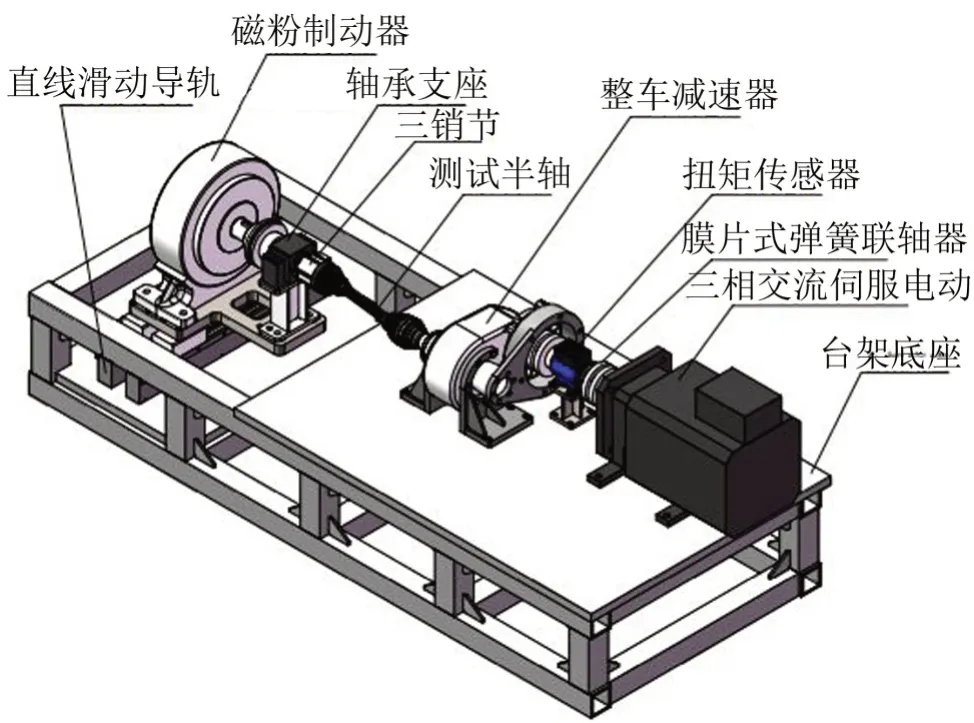
图7 测试台架
测试开始时,离合器脱开。伺服电机输出动力,当转速达一定程度后离合器合上,将动力传输至测功器端。布置于距离三销节1米处的传声器记录下工况变换过程中声压时程曲线,经截取后进行FFT,其线性噪声频谱如图8和图9所示。
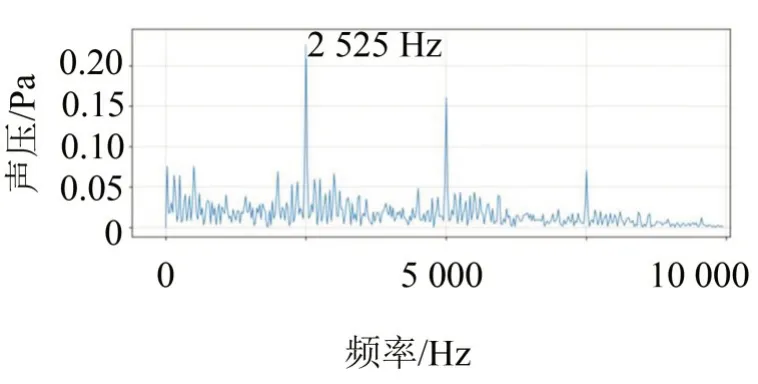
图8 测试频谱(改进前)
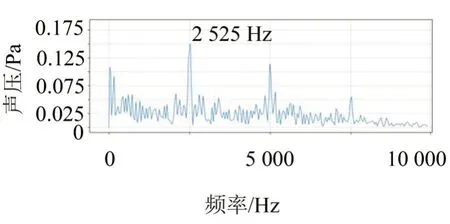
图9 测试频谱(改进后)
由图8 和图9 的比较可见,粘贴阻尼后525 Hz及2 525 Hz的振动峰值得到了有效的抑制。将全频域(20 Hz~10 kHz)频谱曲线经过"A 计权曲线"加权后,按式(3)进行积分(能量求和):

可得到A 计权声压级。结果为:改进前工况变换时三销节一米处的声压级为63.9 dB(A),而改进后声压级为57.6 dB(A),降低了约6.3 dB,验证了阻尼的有效性。
4 结语
针对电动车工况变换时三销万向节产生的异响,通过模态分析,确定了引起异响的基本原因。综合考虑减振和散热因素后,采取局部粘贴阻尼的方法,经试验验证取得了良好的效果。由数值计算及实验结果可见:
(1)三销节轴承撞击壳体,激发壳体模态从而引起的噪声,是电动车工况变换时异响的主要原因。
(2)在壳体外粘贴阻尼可以有效抑制壳体模态从而降低异响噪声,但当阻尼层厚度达到一定程度后,减振效果增加不明显。
(3)兼顾壳体散热要求,在壳体外表面部分粘贴阻尼可以起到抑制振动的效果,且阻尼层粘贴在自由边附近效果更明显。