四流大方坯连铸中间包控流结构优化与应用
2022-10-09胡志勇陈兴华李家通陈鹏涛张开朱
胡志勇, 陈兴华, 李家通, 陈鹏涛, 张开朱, 陈 敏
(1. 南京钢铁股份有限公司 第二炼钢厂, 南京210035; 2. 东北大学 冶金学院, 沈阳110819)
多流连铸中间包不仅具有稳压和分流的基本功能,在均匀中间包内钢水温度、促进夹杂物上浮去除及提高铸坯质量等方面也发挥着重要作用[1].众所周知,连铸多流中间包内流场特性和温度场分布,对发挥中间包的上述冶金功能具有直接影响.对合金钢连铸中间包而言,中间包的工作状态除影响上述冶金效果外,因连浇炉次少,浇铸末期的残余钢水量对金属收得率影响显著,也是合金钢连铸生产时需要考虑的重要方面之一.特别是随着小批量定制化生产需求的发展,生产时需要兼顾中间包的冶金效果、铸坯质量和金属收得率,这也对多流合金钢连铸中间包提出了更为严格的要求[2].
某厂新投产四流大方坯连铸机,采用T 型连铸中间包,主要用于生产轴承钢、齿轮钢等优质合金钢,铸坯断面以250 mm×300 mm 为主.根据某厂生产实际和降本增效的需求,文中拟结合近年来国内外相似结构中间包控流技术与研究现状,研究控流方式对中间包内流场和温度场的影响,优化中间包控流技术方案,最大限度发挥中间包的冶金功能,促进某厂大方坯连铸技术水平的提高.
1 研究方法
1.1 物理模拟
根据相似原理,研究中制作了几何相似比λ为1 ∶4 的中间包物理模型[3-4].在实验过程中,用水模拟钢液,利用刺激-响应方法,通过测定不同实验条件下模型中水溶液电导率的变化获得停留时间分布(RTD)曲线,并以此分析中间包内流体的流动特性[5-6].其中,tr为响应时间,tpeak为峰值时间,tav为实际平均停留时间,Vp为活塞流体积分数,Vd为死区体积分数,Vm为全混流体积分数[3],并以染色剂显示模型中间包内的流场特征.不同拉速条件下原型与模型流量的对应关系如表1 所列.

表1 原型与模型参数对应关系Table 1 Correspondence of parameters between prototype and model
1.2 数值模拟
1.2.1 模型建立与基本假设
按照现场实际中间包尺寸建立数学模型[7].考虑到中间包结构的对称性,取中间包1/2 宽度进行等比例建模,并采用六面体结构网格进行划分,网格总数约为5.0×105个.为简化模拟条件,对中间包内流体作以下假设:①将钢液的流动视为稳态的不可压缩黏性流动;②钢液的液面可以看作是自由液面,忽略覆盖渣及钢液表面波动对流场产生的影响;③钢液密度不随温度变化而改变,且将钢液密度设为常数;④虽然在实际条件下中间包传热为非稳态过程,但为了简化计算工作量,将中间包内钢液传热视为稳态过程.
1.2.2 控制方程与边界条件
采用连续性方程、动量守恒方程、湍流k-ε 双方程模型及能量守恒方程[8]描述中包内钢水流动与传热行为.为求解以上方程,确定如下边界条件:①采用速度入口的边界条件,并根据铸坯断面尺寸和拉坯速度求得入口速度;②中间包各流出口的边界条件设为自由出口;③忽略中间包液面覆盖剂的剪切应力影响,将钢液液面设置成剪应力为0 的自由表面;④中间包壁面为无滑移边界条件,对称平面上法向上的梯度也设为0,近壁区域采用标准壁面函数来计算;⑤钢液入水口温度为1 823 K.
1.2.3 求解与收敛标准
采用FLUENT 商业软件的SIMPLE 方法对模型进行求解,在计算过程中对残差曲线以及中间包速度入口与中间包上表面的质量流量差值进行监测,当所有残差曲线变化值小于10-4且质量流量差值小于入口的1%时,即认为计算结果达到收敛.
1.2.4 模型验证
为验证数值模拟结果的准确性,对中间包物理模型建模,对常温下物理模型内水的流场进行模拟,并将其与物理模拟结果进行比较,以验证数值模拟结果的准确性.
1.3 研究方案
本研究中拟考察四种中间包控流方案,具体如图1 所示.所有方案中的冲击区均安装了相同的稳流器控制器.方案1 是在安装了稳流器的基础上,还安装了“燕尾式”导流墙和导流坝.两个导流墙间距1 000 mm左右,在导流墙底部,开有“门型”导流孔.导流墙间距及开孔尺寸、导流坝的高度与位置,在实验过程中会根据实验结果逐步优化.设计这种导流墙的控流方式,主要是希望减少因钢水对熔池扰动和包壁冲刷等带来的外来夹杂物.方案2 是目前较为常用的一种导流墙形式,即在每个导流墙不同高度处分别开设两个导流孔,导流孔大小也会根据实验结果进行优化.考虑到采用1 000 mm间距的导流墙时,每个浇次结束时残钢量较多,影响金属收得率,同时,为增加导流墙与2 号、3 号流间距,延长这两流的响应时间,方案3 在方案2 的基础上将导流墙间距由1 000 mm缩短至500 mm.方案4 是另一种常见的多孔导流墙(本研究中设为四孔),采用这种导流墙时,墙间距增加至1 690 mm,希望通过尽可能缩小导流墙与2 号、3 号流间距,使流股跨过这两流后再进行钢水分配;同时,这种方案取消了1 号、4号流上游的导流坝.

图1 不同方案下中间包内控流元件布置示意图(mm)Fig.1 Schematic of tundish structure under various flow control devices(mm)
研究中采用物理模拟的方法优化每种控流方案,并对比研究四种控流方案下流场特性,确定最佳控流方案;在此基础上,进一步采用数值模拟的方法研究不同方案下中间包内的温度场分布.
1.4 现场实际检验
为检验实验室模拟研究结果的准确性,分别在应用原中间包和优化中间包时的第3 个浇次(确保中间包包体已完成蓄热过程)开浇10 min后,在正常熔池液位条件下沿中间包长度和宽度方向不同位置,测定钢液面下约150 mm 处的钢水温度,以评价中间包内不同温度分布情况;并以塞棒位置处测得的钢液温度评价中间包各流间温差大小.
2 结果与讨论
图2 是采用方案1 时平均拉速条件下原型中间包内钢水RTD 曲线的数值模拟结果.根据物理模拟实验结果转换成原型数据后包内流体的流动特征参数如表2 所列.由图2 和表2 中可以看出,在这种控流方式下,钢水自导流墙底部的“门型”导流孔流出后,流股沿包底依次到达中间流(2 号、3号流)和端流(1 号、4 号流);1 号、2 号流的响应时间和峰值时间分别为180,773 s 和75,166 s.差别如此之大的响应时间和峰值时间,不仅直接影响钢中夹杂物在各流去除效果,还会影响各流温差和铸坯凝固.特别是2 号流中形成明显的短路流,给夹杂物上浮去除带来极为不利的影响.此外,由表2 中还可看出,2 号流的活塞流体积分数很低,导致2号流的死区体积分数高达37.7%,整个中间包内死区平均体积分数为25.7%,这不利于中间包有效容积的充分利用和夹杂物上浮去除,还容易导致死区部分钢水温度过低.总之,采用这种“门型”导流孔,虽然有利于减少钢水对熔池液面扰动和包壁冲刷,但钢水在中间包内的流动特性很差,导致流场特征参数很不理想.

表2 方案1 下流动特征参数Table 2 Flow characteristic parameters under Scheme 1

图2 方案1 下中间包的RTD 曲线Fig.2 RTD curves of tundish under Scheme 1
图3 是采用方案2 时平均拉速条件下中间包钢水RTD 曲线的数值模拟结果,包内流体的流动特征参数如表3 所列.由图3 和表3 中可以看出,与方案1 相比,这种控流方式下钢水在各流间分配的一致性得以显著改善,响应时间、峰值时间及平均停留时间均较为一致,中间包内死区平均体积分数由方案1 时的25.7%降至19.2%.物理模拟结果显示,采用这种控流方案时,由斜向上的导流孔流出的流股,可以跨过中间的2 号、3 号流,到达1 号、4号流上游的导流坝附近,并在导流坝的作用下,实现钢水在各流间的再分配.图4 是在这种控流方式下中间包内钢水温度分布情况.由图中可以看出,包内钢水不同位置温差小,两流出口温差仅为3 K.总之,虽然在这种控流方式下中间包内死区平均体积分数依然略高,但中间包内流体流场和温度场均得到明显改善,各流间一致性良好.
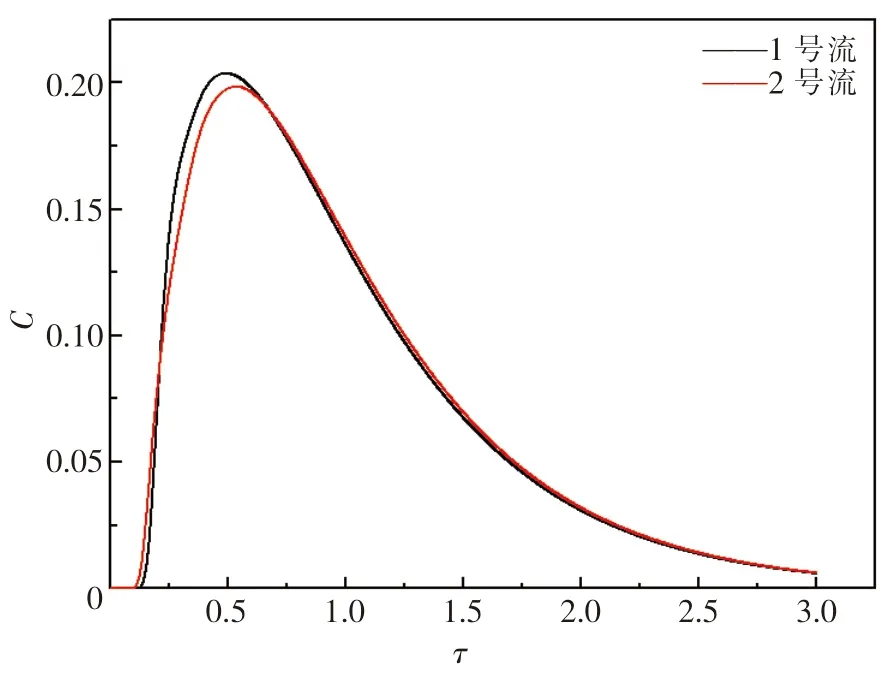
图3 方案2 下中间包的RTD 曲线Fig.3 RTD curves of tundish under Scheme 2

表3 方案2 下流动特征参数Table 3 Flow characteristic parameters under Scheme 2

图4 方案2 下中间包内钢水温度分布情况Fig.4 Temperature distribution in the tundish under Scheme 2
图5 是采用方案3 时平均拉速条件下中间包钢水RTD 曲线的数值模拟结果,包内流体的流动特征参数如表4 所列.由图5 和表4 中可以看出,与方案2 相比,当导流墙间距缩小至500 mm 时,随导流墙与2 号、3 号流的距离增加,平均响应时间由方案2 时的165 s 增加至190 s.因此可以认为,减小导流墙间距有利于延长最短停留时间和减少残钢量.但与此同时,由导流孔流出的流股在向前流动时,在未达到2 号、3 号流之前速率已经下降至很小,在2 号、3 号流中形成了较为明显的短路流,各流的峰值时间较方案2 也明显缩短,平均仅为276 s.可以认为,尽管这种方案有利于减少残钢量、延长钢水最短停留时间,且中间包内死区平均体积分数较方案2 也略有降低,但由于存在短路流且峰值时间过短,反而不利于夹杂物的上浮去除,故不推荐这种控流方案.

图5 方案3 下中间包的RTD 曲线Fig.5 RTD curves of tundish under Scheme 3

表4 方案3 下流动特征参数Table 4 Flow characteristic parameters under Scheme 3
图6 是采用方案4 时平均拉速条件下中间包钢水RTD 曲线的数值模拟结果,包内流体的流动特征参数如表5 所列.由图6 和表5 中可以看出,与方案2 相比,将导流墙间距增加至1 690 mm即接近2 号、3 号流水口附近后,从导流墙不同高度、不同宽度上的4 个导流孔流出的流股在行进过程中,可带动整个熔池移动,使全混流平均体积分数由方案2 时的48.8%增加至59.6%,死区体积分数降至10%以下.同时,由于射流直接跨过2号、3 号流水口,并在1 号、2 号流(或3 号、4 号流)水口之间的位置进行分配,使得各流响应时间和峰值时间非常接近,在不采用导流坝的情况下也不存在形成短路流的问题.此时中间包内钢水温度分布情况如图7 所示.由图中可以看出,包内不同位置的温差很小.因此,虽然采用这种方案时残钢量有所增加,但鉴于钢水在各流间分配及流动特征参数的一致性较好,中间包内死区体积分数低,各流出口间温差较小,有利于发挥中间包的冶金功能,故认为本方案是最佳方案.

图6 方案4 下中间包的RTD 曲线Fig.6 RTD curves of tundish under Scheme 4

表5 方案4 下流动特征参数Table 5 Flow characteristic parameters under Scheme 4

图7 方案4 下中间包内温度分布Fig.7 Temperature distribution in the tundish under Scheme 4
3 实际应用效果
将采用方案4 制作的中间包用于GGr15 轴承钢生产,以检验这种控流方案的应用效果.现场测试结果表明,中间包内不同位置钢水温差在5 K以内,各流间温差小于3 K,开浇温度较原来降低了5 K.热轧材中夹杂物分级结果表明:A 类粗系夹杂物≤1.5 级,B 类和D 类粗系夹杂物≤0.5级,C 类粗系夹杂物≤0 级.因此,可以认为优化后中间包控流方案有效促进了钢中夹杂物的上浮去除和铸坯质量的提高.
4 结 论
(1)在几种控流方案中,多孔导流墙(即方案4)的控流效果最佳,各流特征参数的一致性良好,响应时间和平均停留时间较长,且由于全混流体积分数较高,各流的死区平均体积分数可降至9.7%.综合考虑控流效果和钢水收得率,确定这种多孔导流墙方案为最优方案.
(2)在最优方案条件下,中间包内钢水最大温差为8 K,1 号、2 号、3 号和4 号流出口温差小于1 K.
(3)GCr15 轴承钢实际生产数据表明,优化方案在降低开浇过热度和提高钢的洁净度等方面,均取得了良好的效果.
