基于PROFINET控制的金刚线多线切割机硬件系统分析与研究
2022-10-08杨鹏举王天聪靳永吉
杨鹏举,王天聪,靳永吉
(中国电子科技集团公司第四十五研究所,北京100176)
多线切割机是目前先进的切片加工技术,合理稳定的系统控制能够保证所切晶圆的质量,同时也能提高生产效率。本文在研究PROFINET技术的基础上,设计了PROFINET的硬件系统方案,并对其硬件进行了配置优化。并结合S7-1500 PLC和S120驱动系统,设计了基于工业以太网(PROFINET)总线控制的金刚石多线切割机的硬件控制系统。将PROFINET网络与金刚石多线切割机多轴同步控制系统相结合,大大提高了金刚石多线切割机设备的灵活性、快速性和控制精度。
1 PROFINET工业以太网技术特征
PROFINET由PROFIBUS国际组织(PROFIBUS International,PI)推出,是新一代基于工业以太网技术的自动化总线标准,用于实现工业以太网的集成和一体化的自动控制解决方案[1]。PROFINET应用方案有2种形式:一种是集成分布式I/O的PROFINET IO,另一种是在分布式自动化创建模块化系统的PROFINET CBA[2]。
本设计采用了集成分布式I/O的PROFINET IO。它可以应用在基于工业以太网通信的分散式的现场级设备和需要苛求时间的应用集成,以及基于组件的分布式自动化系统集成中[3]。
工业以太网PROFINET标准提供了模块化概念,其功能包括8个主要的模块,依次为实时通信、分布式现场设备、运动控制、分布式自动化、网络安装、IT标准和信息安全、故障安全和过程自动化[4]。PROFINET与ISO组织的OSI七层模型之间的对应关系如表1所示。

表1 PROFINET与OSI模 型
2 硬件系统方案设计
2.1 金刚线多线切割机控制系统
金刚石多线切割机在设计上采用模块化设计理念,整机将机械、电气和软件模块化,三大模块紧密联系,相互匹配,即:电气模块和机械模块进行匹配,而软件模与电气相匹配。电控部分同样采用模块化设计,运用运动控制器,通过PROFINET实现了对主轴、线轮、张力、排线、摇摆等单元进行多轴运动控制,并与触摸屏通过DP网线实时通讯,实现界面操作显示[5],系统构成如图1所示。

图1 整机控制组成
整机电控系统依据机械布局和驱动电机的连接方式进行布局,并根据机械和电机安装方式进行安装,按照单元设备无干涉,利于维修的原则进行设计[6]。
2.2 金刚线多线控制系统硬件组成
控制系统采用西门子IFP1500触摸屏作为上位机,以西门子运功控制器作为控制的核心,并采用高实时性及稳定性的PROFINET工业以太网技术来构建控制系统[7],以保证控制系统的性能以及开放性和可扩展性。控制系统组态图及分布式IO模块视图如图3所示。
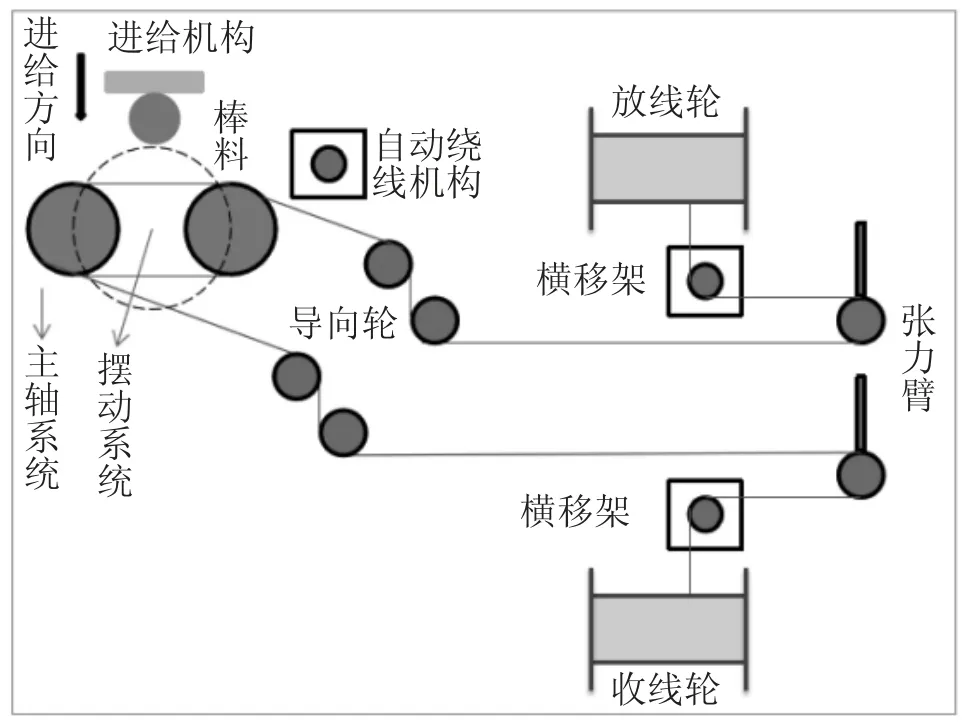
图2 整机结构

图3 TIA博图系统组态图
由于本机需要对九台伺服轴进行精准控制,因此本机采用了SINAMICS公司的多轴控制器CU320模块单元。该单元最多可控制6个轴进行高精度同步运行,该模块单元可对运动控制器、电源模块、逆变模块、编码器模块以及电机进行集中诊断,系统固件和所有轴的设置参数均存储于CF卡中,便于数据移植及存储。

图4 分布式IO模块视图
运动控制器选用了SINAMICS公司的1500系列控制器。CPU 1515 SP采用1.6G双核处理器,程序扫描周期可以达到0.25 ms,SPI FLASH为64 Mbit,驱动器可执行时间为0.125 ms,位处理速度为10 ns。CPU 1515 SP采用国际标准的运动控制编程语言和指令库,提供易用的电子凸轮曲线编辑器[8],强大的G代码编辑及预览界面,集成多种典型应用指令等可实现分散性控制功能,性能优越。
触摸屏选用SINAMICS公司IFP1500工业显示器,通讯速度快,与运动控制器连接,能够很方便的对设备进行启动、停止以及参数的更改操作。
本系统各轴电机选用S120系列1FT及1FK系列电机。伺服电机由伺服驱动器和电机组成。伺服驱动控制器的基本特点是:控制回路均采用高速数字信号处理器(DSP),有增益自动调整功能,可以实现自动循环位置控制、归零位置控制及位置job模式等,主要能实现3种模式的控制,即:位置控制模式、速度控制模式、转矩控制模式[9]。伺服驱动器通过DRIVE-CLIQ电缆与CU320模块单元连接,各个伺服电机之间均可通过DRIVE-CLIQ电缆通过星型连接与CU320模块单元进行数据交换,有着很高的同步性。SINAMICS S120可以胜任各个工业应用领域中要求苛刻的驱动任务,并因此设计为模块化的系统组件[5]。S120分布式系统概述如图5所示。
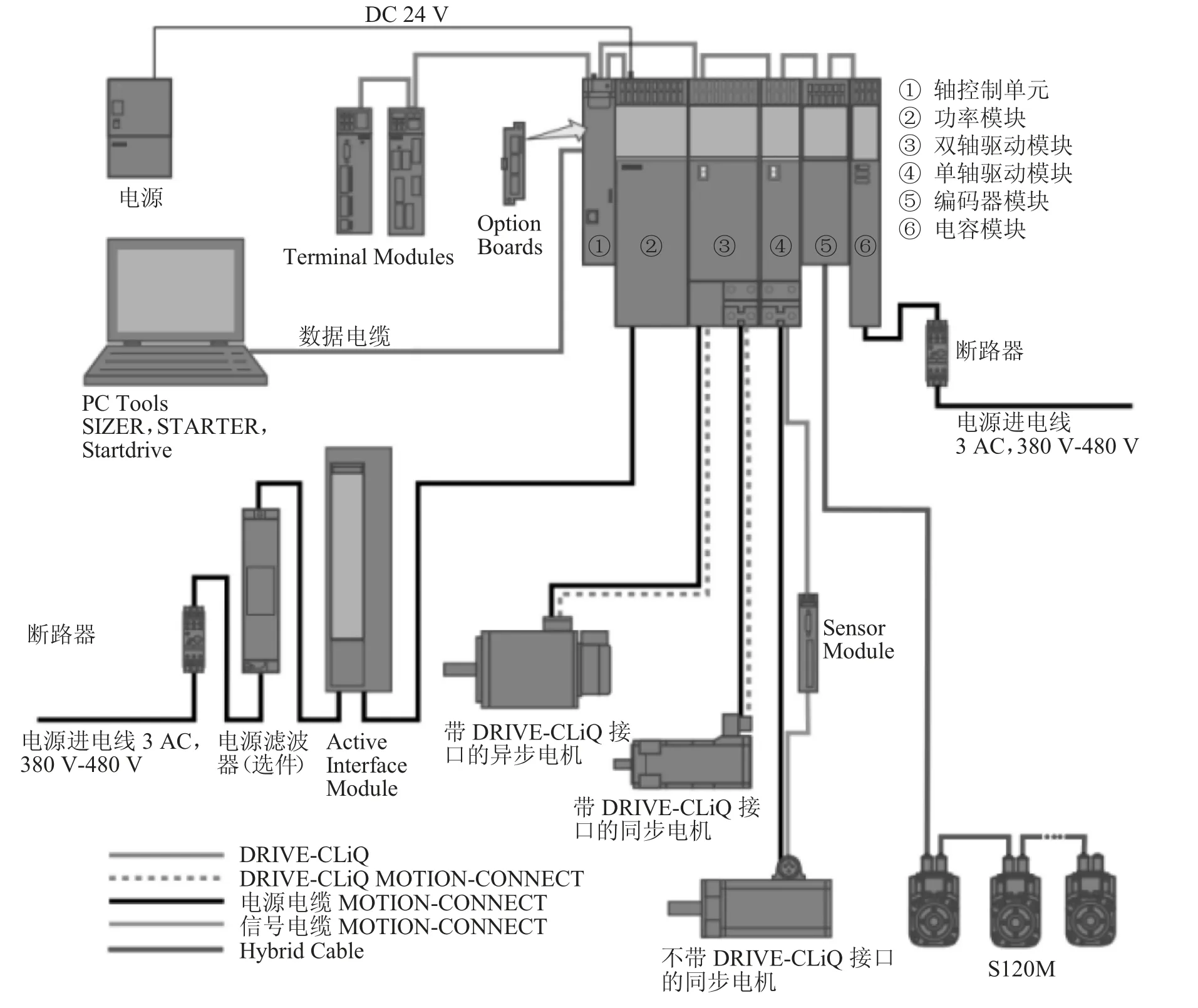
图5 S120分布式伺服驱动技术系统概述
根据各硬件通讯接口连接方式以及可通讯连接硬件数量,设计出本机控制框图如图6所示。
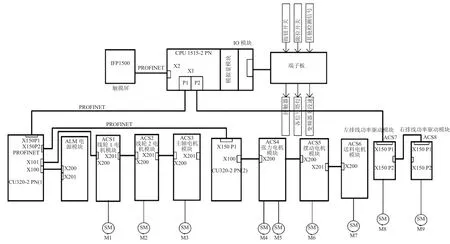
图6 系统控制框图
采用2个轴控制单元。为提高响应速度及同步性,将主轴、线轮1、线轮2伺服分配到轴控制单元1,将排线、摇摆、送料伺服分配到轴控制单元2。
3 结束语
本系统以PROFINET工业以太网技术为前提,选用了1515 SP PC 2运动控制器、IFP1500工业显示器、S120、S210伺服系统、分布式IO输入输出模块。通过PROFINET工业以太网电缆、DRIVE-CLIQE通讯电缆对系统各个模块进行通讯连接;通过CU320轴控制单元实现金刚线多线切割机九轴高速联动;通过模拟量反馈、对应算法以及CPU高响应速度、高控制精度实现稳定张力控制以及主从辊同步控制,完成金刚线对硅棒的切割,提高产品成品率和加工效率。
