基于PLC的半钢智能分拣机器人控制系统的设计
2022-10-03谢国强骆广兵王永涛李文建
谢国强,骆广兵,王永涛,李文建
(青岛星华智能装备有限公司技术质量中心,山东 青岛 266000)
我国是轮胎生产大国,其产量和使用量来说,都是世界首位,但是轮胎行业的起步和发展都比较晚,这也就造成了与国外知名厂家技术上存在一定的差距,随着各行各业的自动化设备的广泛应用,国家政策的鼓励和支持,对于从2002年中国就开始发展轮胎行业,那是很多自动化设备都需要进口,中国一些企业也开始引进吸收先进技术。中国橡胶设备也开始发展起来。轮胎行业在随后的发展洪流中在生产效率和产品质量上有了较大的提升,不仅满足了国内汽车市场的急速发展的需求,还大量出口国外,满足国际市场不足。因此,先进的自动化设备作为轮胎行业的发展基础,努力提高自动化橡胶设备的应用比例,全面提高轮胎行业的发展质量,使轮胎行业能够在产品质量和生产效率上都有显著的提高,促进轮胎行业的全面发展[1]。我国的轮胎生产行业要想进一步发展、实现赶超,必须重视自动化设备的生产与应用改良,最近几年,轮胎工厂开始智能化工业4.0改革,要求有先进的轮胎生产工艺,本控制系统的生产线设备就应运而生,以自动化设备的发展带动我国轮胎生产行业的发展,全面提升轮胎的生产效率和产品质量,从而增强市场竞争力[2]。
1 系统组成
1.1 工艺流程
本文设计的控制系统生产线是由分拣桁架、滑台和龙门桁架组成。分拣桁架是由一个3轴桁架机器人,用来分拣和码垛半钢轮胎。滑台是用于放置轮胎分类垛位的移动小车。龙门桁架是龙门机器人,用于把滑台码垛完成的轮胎,放到库存区,然后再把库存区的垛位放到入库线体上。
1.2 系统组成
(1)分拣桁架
如图1所示,分拣桁架有固定方钢横梁、治具抓手、Y轴驱动电机、Z轴滑块矩形管、Z轴驱动电机、Z轴固定槽钢、治具驱动电机、行走拖链、横走护栏等组成。通过线体上方的RFID扫描,WMS收到信号,通过线体分拣到相应的通道,然后WCS把轮胎型号给分拣机器人,分拣机器人就根据WCS给定从通道线体上抓取轮胎,把轮胎放到滑台的相应位置,从而实现轮胎的分拣和码垛。
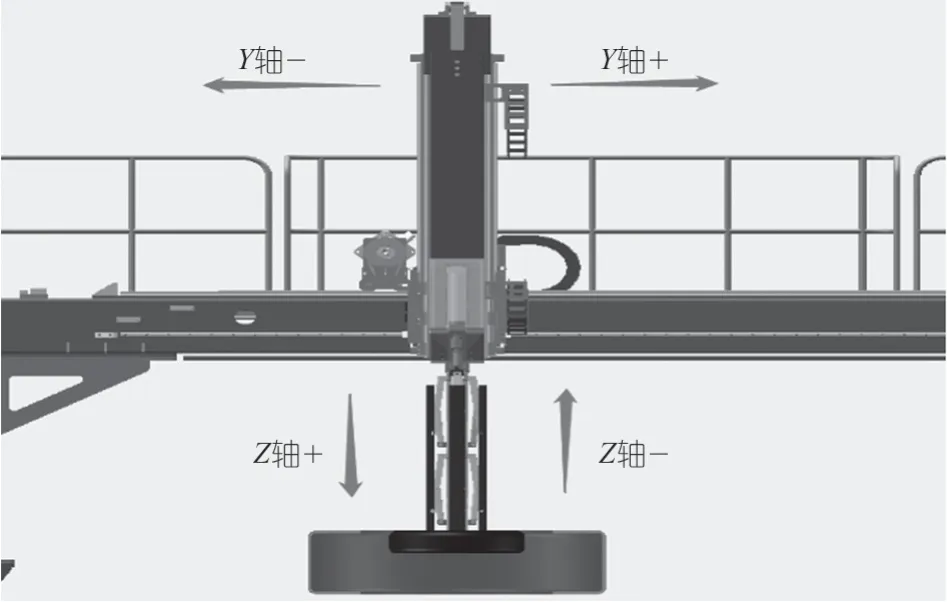
图1 分拣桁架机器人
(2)滑台
滑台由驱动电机、同步带、框体支架、载体等组成。如图2所示,滑台两侧都有机械限位装置,每个滑台都分4个轮胎库位,本系统设计3个滑台,也就是12个轮胎库位。这就要求本线体通道一次分拣最多12种轮胎型号;滑台按照WCS要求移动到相应的位置,供分拣机构把抓取的轮胎放置到相应的轮胎垛位;每个轮胎垛位有多少条轮胎,也是由WMS设定。

图2 滑台
(3)龙门桁架
龙门桁架由Y向横梁与导轨、Z向滑枕、十字滑座、激光测距传感器、立柱、过渡连接板和基座等部分组成,如图3所示,Y向的直线运动为交流伺服电动机通过蜗轮减速器驱动滚轮沿Y向横梁左右运动;Z向滑枕上由伺服电机带动卷扬带拖动,驱动部件沿导轨快速运动。升降部件为质量较轻的十字滑座和Z向滑枕,滑枕采用由铝合金拉制的型材。横梁采用方钢型材,在横梁上安装有拖链和导轨,通过滚轮与导轨接触,整个治具都悬挂在其上。龙门主要是受WCS调度,把滑台上已经码垛完成的轮胎抓取,放到缓存库区;然后再把库区的轮胎,放到入库线体上进行入库。
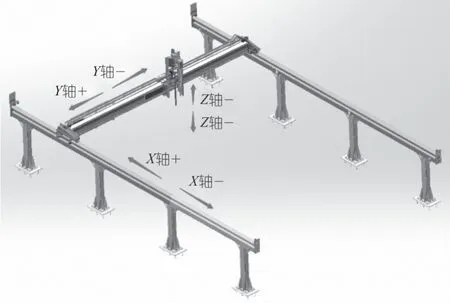
图3 龙门桁架机器人
2 控制系统实现
本控制系统上位机为触摸屏,下位机控制为PLC,执行机构为分拣桁架、滑台和龙门桁架。触摸屏是人机交互界面,用于参数设置,手动操作,修改一些参数,方便操作设备和监控设备的运行状态,还可以记录班次的产量,也可以提供设备报警信息,便于查找故障解决问题,保障设备安全稳定运行[3]。PLC是设备的控制核心,是设备的大脑;通过输入输出信号经数字运算和逻辑控制;用于控制电机、气缸等执行机构的运行[4]。
2.1 控制系统硬件设计
(1)PLC的选型
分拣桁架主控PLC选用三菱L02CPU,1个简单运动控制器LD77MS4,1个32点输入模块选用LX41C4-CM,1个输出模块LY41NT1P-CM,1个CCLINK模块LJ61BT11-CM,1个高速计数模块选用LD62D-CM。分拣控制系统PLC主要用于分拣机构和滑台,并和分拣线体、龙门机构进行逻辑信号交互。龙门桁架主控PLC选用力士乐,CPU型号为CML25.1-3N-400-NN-NNC1-NW R911171363。2个输入模块型号为R-IB IL 24 DI 16-PAC,2个输出模块型号为R-IB IL 24 DO 16-PAC。
(2)检测元件的选型
用于检测龙门定位行走的距离,选用德国劳易测的激光测距传感器,型号为AMS 304i 120;龙门用于行走、升降等极限位,选用ELCO的接近开关Ni15-Q30-CP6L;分拣机构极限信号选用ELCO的型号为Ni8-Q18-CN6L,到位信号采用吉诺的型号GHU30S-S30-E6N6/S3-FRR。
(3)执行元件的选型
龙门Z轴伺服驱动器采用力士乐的CSH01.3CNN-ENS-NNN-CCD-S2-S-NN-FW,伺服电机采用力士乐生产的型号为MSK131D-0200-NN-M1-AG2-NNNN,X轴伺服驱动采用力士乐的CSH01.1C-S3-ENS-NNN-MD2-S2-S-NNFW,伺服电机为力士乐型号为MSK101E-0200-NN-M1-AG0-NNNN,Y轴伺服驱动采用力士乐的CSH01.1C-S3-ENS-NNN-NNN-S2-S-NN-FW,伺服电机为力士乐的型号MSK050C-0300-NNM1-UG1-NNNN。分拣机构Y轴伺服驱动采用三菱的MR-J4-500B,伺服电机采用三菱的型号HGSR502BJ;Z轴伺服驱动采用三菱的MR-J4-350B,伺服电机采用三菱的HG-SR352J。
(4)其他元件的选型
工业交换机采用天津吉诺的型号为GIE3008-8T,安全继电器采用OMRON的型号为G7SA-5A1B,隔离变压器采用正泰的型号为JBK5-1600VA输入AC380,双 输 出AC220V1500VA和AC240V100VA。开关电源采用明伟的型号为DRT-480-24。安全门开关选用OMRON的型号为D4NL-4AFAB+D4DS-K1。
2.2 I/O变量定义
本控制系统有分拣桁架控制开关量24个输入点,有30个输出点。龙门桁架控制开关量有13个输入点,22个输出点[5]。由于输入输出点比较多,表1所示,只显示部分点位。
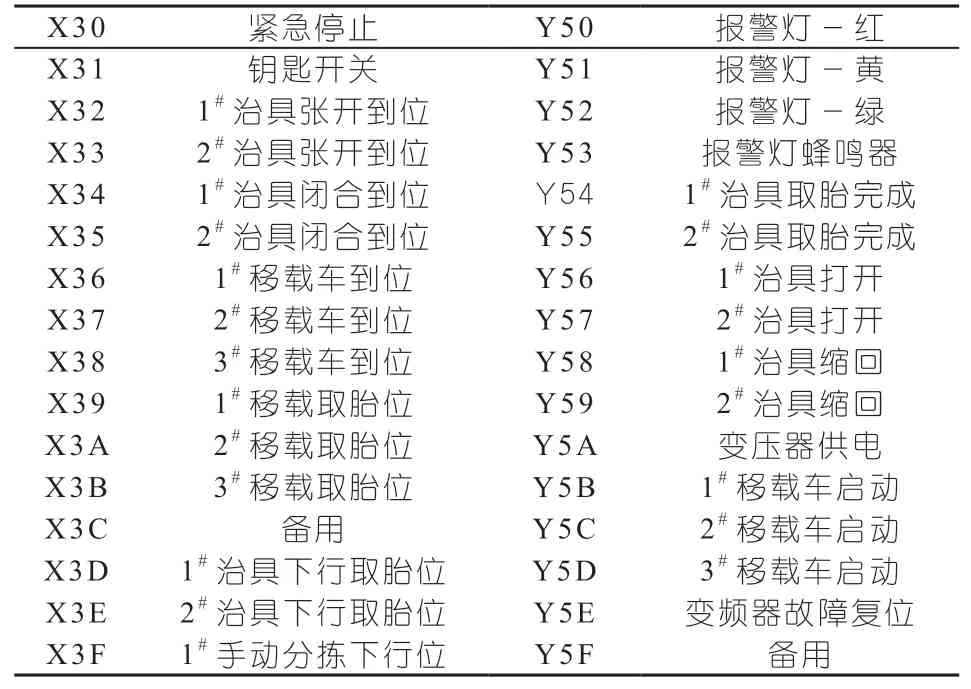
表1 分拣主控PLC 输入输出点
2.3 硬件网络组成
分拣触摸屏人机界面HMI和PLC之间太网TCP/IP通讯,分拣PLC和Y轴、Z轴伺服驱动采用最新一代的三菱运动控制专用的光纤通讯SSCNET III;分拣PLC和3台滑台移载小车变频器采用CCLINK通讯。龙门PLC和X轴、Y轴、Z轴和G轴通讯均采用MODBUS TCP通讯协议;龙门PLC和龙门人机界面也采用MODBUS TCP;WMS/WCS和分拣PLC、龙门PLC通讯采用TCP/IP通讯[6]。如图4所示。
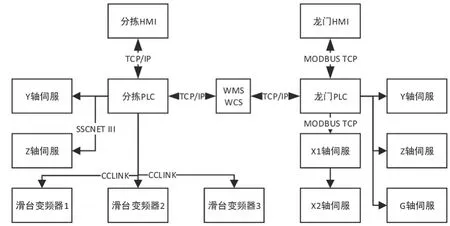
图4 硬件网络图
3 控制系统软件设计
3.1 功能设计
本文的控制系统,可分为主控分拣PLC控制程序、分拣触摸屏程序、龙门PLC控制程序和龙门触摸屏程序。分拣PLC程序可分为定位控制程序、伺服控制程序、变频器控制程序、报警程序、主程序、自动流程控制程序、与WMS交互程序等[7]。触摸屏画面有主控画面、伺服参数画面、信号监控画面、报警画面和信号交互画面等。龙门PLC程序可分为初始化程序、主程序、治具控制程序、自动流程程序、伺服控制程序等[8]。
3.2 工艺自动化流程
如图5所示,分拣桁架与线体的交互信号都通过上位机交互。线体负责把轮胎输送到分拣桁架的取胎点并且完成抱中,然后线体PLC把轮胎到位和轮胎流水号的信息发送到上位机。上位机再把轮胎的相关信息作为一个任务发送给分拣桁架让桁架取胎,信息内容包括轮胎流水号和滑台的放胎位置。分拣桁架按照上位机的任务信息从线体取胎,并按照不同规格的轮胎在不同的滑台位置上码垛放胎,放胎完成后将任务完成的信息反馈给上位机,再进行下一步任务。
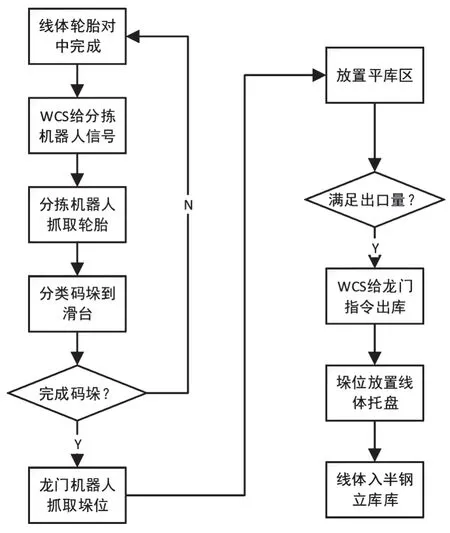
图5 半钢智能分拣流程图
当上位机记录的滑台上已码垛的轮胎数量足够时,上位机会呼叫龙门来滑台取胎,同时把轮胎相关信息发送给龙门PLC,信息内容包括轮胎子口大小、取胎的位置、地面码垛的位置。
龙门按照上位机的任务从正确的滑台处取胎,然后在地面码垛。当地面轮胎数量满足出库数量时,上位机给龙门下达任务,龙门从地面取胎放到线体托盘上。龙门与线体有互锁信号,放胎完成后线体可以输送。
4 结束语
该控制系统采用PLC控制的桁架机器人,模仿人的动作,按照设定的工艺路径等参数进行物料的识别、抓取及搬运等动作。是目前工业自动化生产中常用的设备之一, 本系统研究的智能分拣机器人控制系统是应用于轮胎完成质检后的入库流程中,通过PLC来控制工业机器人的动作,实现两台桁架机器人人协作的实现轮胎的自动分拣、码垛和入库作业流程,由于此项操作重复性强并且工作强度高,而且手工操作已经不能满足大批量生产的实际需求,而工业机器人可以快速准确地高精度重复定位,长时间工作,环境适应性好,可以极大地提高生产效率。可见,工业机器人可以用高精度智能化的操作代替人力,所以对工业机器人的柔性控制系统进行研究,并将其应用到工厂实际生产中很有必要[9]。
基于PLC的智能分拣机器人生产线已经在东风双星智能4.0工厂车间安装完成,已经正常运行1年。这套控制系统的生产线安全平稳运行,具有高度的自动化水平,可以大大减轻劳动强度,提高加工效率。
