中小件造型线钻孔机程序优化
2022-09-28何新田乔胜钦
何新田,乔胜钦
(一拖(洛阳)铸锻有限公司,河南洛阳 471003)
0 引言
中小件造型线辊道系统包含1 台铣浇口机、3台钻孔机和1 台扎孔机,来满足工艺需要。在生产过程中,带有砂型的砂箱依次经过以上机器,对砂型进行加工:铣浇口机负责在砂型背面定位铣出合格的浇冒口,钻孔机根据零件需要在砂型背面钻出若干个排气通道,最后由扎孔机从砂型正面贯穿排气销与钻孔,达到浇注时排气顺畅的目的。以上五台设备机器虽功能不尽相同,但定位方式基本类似,都是利用双轴伺服电机对X、Y 轴实现定位,位移传感器对Z 轴实现定位。在程序设计中,根据不同零件的工艺要求,每种零件的坐标参数都保存在上位机中,不同零件对应不同的坐标参数,方便生产时自由调取。每个设备根据当前加工的零件自动调用所需的坐标参数。
1 改造程序优化的动因
3 台钻孔机的坐标原参数设定是在控制室的上位机上以表格、数字形式显示,在控制室的上位机上看到的全是数字,而实际钻孔位置的二维数值在人脑里很难与上位机的数字参数进行相关联。当需要修改某个坐标值时,尤其是钻孔较多或数值较接近的情况,很难定位到正确的坐标上去。常常会因为理解上的偏差造成参数输入错误。
3 台钻孔机的坐标参数都是独立存储和录入的,当某台钻孔机发生故障时,这台钻孔机的数据不能被正常调用,需要人工将此设备的相关坐标参数输入到其他2 台钻孔机中,此时会对造型线生产效率造成影响,同时有可能会给临时参数与原始参数的存储带来混乱,非常不利于工艺参数一体化管理,长期会造成整个钻孔机参数的混乱和重复。改造前的画面如图1所示。
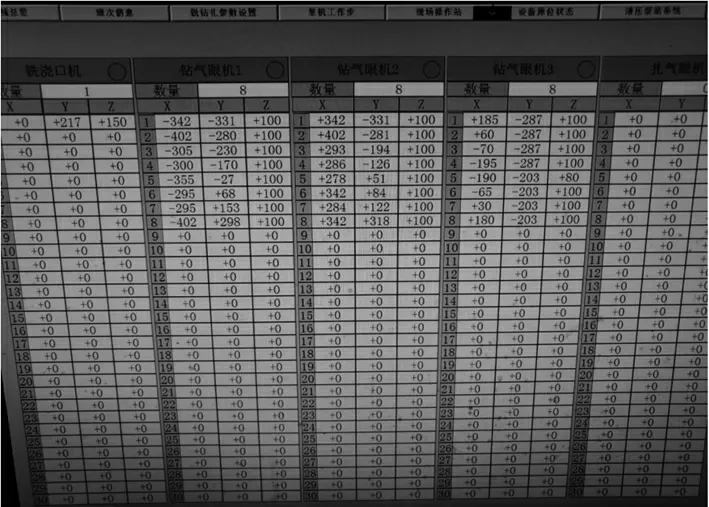
图1 程序优化前上位机零件参数设置
2 改造目标
优化铣浇口、钻孔机和扎孔机的参数程序,使坐标参数实现统一管理,并在上位机上显示出效果图。
2.1 程序优化方案
在上位机的电脑上安装SQL 数据库程序,创建3 个数据表,分别存储铣浇口机、钻孔机、扎孔机的参数,如图2 所示。
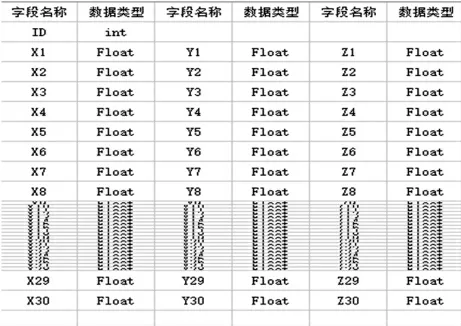
图2 SQL 数据库程序数据表
2.2 新增钻孔效果图画面
在上位机的监控系统中新增独立的钻孔效果图画面,并创建一个矩形,矩形用来表示砂箱,矩形的长宽比例与砂箱尺寸一致。在进入画面后,点击按钮触发脚本函数,读取数据库中当前零件的坐标参数集,根据X、Y 值,在图形的不同位置上显示成正方形,用来表示钻孔的实际位置。不同的钻孔机用不同的颜色来区分。铣浇口只有一个坐标,所以使用椭圆形表示浇冒口的实际位置,如图3 所示。
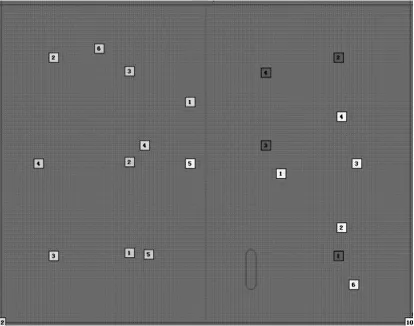
图3 上位机新增的钻孔效果图
2.3 新增坐标修改窗口
生产中需要对其中某个钻孔坐标进行校正、修改,因此需要为所有的正方形添加鼠标左键点击事件,从而弹出参数修改窗口,如图4 所示,窗口显示后,读取当前钻孔坐标的数值并显示在文本框中,修改数值后点击确定按钮,即可将数值写入当前钻孔坐标,并刷新正方形的位置。

图4 新增坐标修改窗口
2.4 新增钻孔排序功能
钻孔机运行轨迹不合理会直接影响到整个造型线运行的节拍,如果钻孔机的顺序过于混乱,所需的时间就会很长,因此需要对钻孔机的钻孔顺序进行优化排序。在这里使用排序规则,按照Y 轴坐标值由小到大的方式进行排序,在画面中增加排序的按钮,如图5 所示。
图5 新增钻孔排序功能
2.5 新增钻孔机参数分配功能
在实际生产中有可能出现某台钻孔机故障,此时需要将该钻孔机的参数临时分配给其他钻孔机来保证生产的正常进行,因此需要增加钻孔机参数自动分配功能,如图6 所示。具体操作是:在所有的正方形添加鼠标右键点击事件,弹出窗口,用来将原钻孔机坐标分配给另一台钻孔机。分配完成后,刷新正方形的颜色。
图6 新增钻孔机参数分配功能
3 程序优化后的效果
通过对铣浇口机、钻孔机、扎气眼机程序优化,脚本编写,画面制作。实现了五台机的坐标参数统一管理,精确分配,自动排序功能。以图形显示的方式直观展示钻孔的实际位置,方便了工人操作,节约参数调整时间。
4 结语
中小件分厂通过对铣浇口机、钻孔机和扎孔机的程序优化,满足了工艺需求,方便在生产过程中对参数进行精确修改,同时也提高了工艺设备的安全性。
