热轧步进式加热炉步进机械典型故障分析与改进
2022-09-27高晓峰张卫强
高晓峰,张卫强
(首钢京唐钢铁联合有限责任公司,河北唐山 063200)
1 步进机械
步进梁式加热炉是单块模式轧制板坯的热轧带钢生产线的核心设备之一,主要结构包括炉底步进机械、炉体钢结构(上部钢结构、下部钢结构、炉顶和炉体钢结构)、空煤气管道系统、汽化冷却系统、水冷系统、液压系统、燃烧系统、炉体砌筑等系统组成[1];功能是冷装25 ℃、热装>500 ℃的板坯在炉内加热到1300±20 ℃的轧制温度,布料方式分为双排布料(短尺)和单排布料(长尺)。由装钢机把装钢辊道输送过来的板坯装入炉内水梁装料端,由步进机械把炉内板坯由加热炉装料端输送到出料端,再由出钢机把加热到轧制温度的板坯从炉内水梁出料端托出在出钢辊道上。位于炉底的步进机械主要是用来支撑安装在平移框架的水梁立柱及炉内的板坯,并使板坯在炉内沿炉长方向做步进移动的设备。步进机械为斜坡滚轮、双层框架、大轮距结构,由提升装置、平移装置、定心装置组成,提升运动及平移运动均采用液压传动方式。提升装置包括斜坡台面、提升滚轮、提升框架、平移滚轮、提升液压缸等,其中提升液压缸与提升框架连接,通过提升液压缸驱动搁置在斜坡台面上的提升框架,使装在提升框架下部的提升辊轮沿斜坡台面滚动,实现步进梁的升降动作;步进梁升降时,平移液压缸处于静止状态。平移装置包括平移框架、平移液压缸、安装在平移框架上的炉内水冷立柱及水封槽组成,其中平移液压缸与平移框架连接,通过平移液压缸驱动支撑步进梁的平移框架,使它在提升框架上部的两排平移辊轮上做平移运动;步进梁平移时,提升液压缸处于静止状态。提升定心装置包括安装在基础上的定心轮和安装在提升框架上的与斜坡台面角度相同的底座,并且两者间隙一般控制在0.5 mm。水平定心装置包括安装在平移框架上的定心轮和安装在提升框架上的水平底座,并且两者间隙一般控制在0.5 mm。由于步进机械的升降运动和水平运动均采用液压传动方式,因而运行平稳,可靠性高,安装调试方便,利于设备维修。
2 步进流程
板坯在炉内正常运送情况下,步进机械采用“正循环”操作,即上升、前进、下降、后退动作,使板坯向出料端移动。为了保温或处理短时间事故,防止板坯弯曲和出现黑印,步进机械采用“踏步”操作,板坯只作上、下运动,但这种操作过多会使板坯在炉内横移量增加,应控制这种操作方式的时间和次数,一般采用步进机械“上升等待”操作。当轧机出现事故和长时间停炉时,需要将板坯由出料端侧退到装料端炉外时,步进机械采用“逆循环”操作。板坯在加热炉的步进梁上,步进梁前进并加热,当加热至规定温度的板坯在受到激光射线(LS)检测时,步进机械走完水平行程后停止,此时由板坯出钢机将板坯托出放到出料辊道上即完成一个出钢周期。步进机械操作方式有正循环、逆循环、踏步和上位等待4 种基本操作,控制方法具有手动(单独动作)和自动操作。由于具备以上基本操作方式,板坯在炉内在炉长方向从装料端进入到出料端出去,在炉宽方向,需要严格控制跑偏量。原因为炉内板坯运行整体偏移,钢坯在炉内运行中有钢坯端面剐蹭炉墙的现象[2]。
某热轧2250 mm 生产线共设置4 座加热炉,主轧线及1#加热炉同时投入使用,2#、3#、4#炉随着主轧线调试进度按照2 个月的间隔周期陆续投入使用。1#加热炉在设备安装、耐材砌筑施工结束后,首先需要测试板坯在装钢侧及出钢侧的横向跑偏量,合格后点火烘炉约1 个月时间,然后随着主轧线的调试工作安排,为主轧线提供高温板坯。
加热炉的步进机械装置,采用斜坡滚轮结构,提升滚轮及平移滚轮直径均为1200 mm,各20 套(图1~图4)。斜坡台面倾角为11.5°,提升液压缸缸径320 mm,杆径220 mm,行程1150 mm,工作压力15 MPa,共4 套。提升液压缸无杆腔一端固定设置在斜坡台面并使用销轴连接,缸头通过销轴与固定在提升框架上的支座连接,倾角与斜坡台面同为11.5°。平移液压缸缸径280 mm,杆径180 mm,行程700 mm,工作压力15 MPa,共1 套,水平布置。平移液压缸耳轴固定在基础上的底座上,缸头通过销轴与固定在平移框架上的支座连接。提升定心装置设置4 套,平移定心装置设置4 套。

图1 步进机械主视图

图2 步进机械俯视图

图3 步进机械侧视图

图4 炉底步进机械矩形运动示意
步进机械上升下降行程200 mm,上升15 s,下降15 s。前进后退行程650 mm,前进10 s,后退10 s,步进周期50 s。在上升下降、前进后退的起点和终点,均有加速、匀速、降速的过程,但是垂直运动的速度曲线比水平运动的速度曲线复杂,多了一次中间减速运动,其目的是当步进梁接近固定梁时降低速度,使步进梁在取放钢坯时平稳运行[3],实现板坯在炉内水梁上的轻托轻放。但是,此加热炉有效长度50 900 mm,炉膛内宽度11 700 mm;最大板坯规格230 mm×2050 mm×11 000 mm,质量40 t。板坯由炉内装料端到出料端,步进机械“正循环”次数为50 900÷650=78 次。
3 板坯跑偏原因分析及调整
在设备安装结束,测试板坯跑偏的过程中,板坯在钢辊道与在出钢辊道时,两个位置的板坯中心线与加热炉炉长方向中心线差值为68 mm,即炉宽方向错68 mm。步进式加热炉横向跑偏量≤有效炉长/1000,超出步进梁式加热炉技术条件YB/T 018—2017《步进梁式加热炉技术条件》标准。
(1)以加热炉炉底中心标板为基准,使用经纬仪做90°转角[4],在炉底确定步进机械炉长方向中心线的辅助平行线,挂出与步进机械中心线平行的细钢丝线及两端铅垂线:①测量提升滚轮与步进机械辅助中心线的平行度,即提升滚轮两端到钢丝线的距离;②测量液压缸中心与步进机械辅助平行线的平行度,即液压缸两端到细钢丝线的铅垂线的距离(图5)。
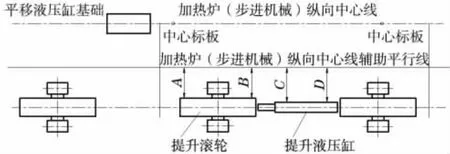
图5 步进机械提升滚轮及提升液压缸与步进机械中心线的平行度测量
(2)通过以上测量,板坯跑偏的主要原因为:安装精度低,超出安装标准。设备的纵、横向中心线极限偏差、标高极限偏差、水平度或铅垂度公差应符合YBJ 201—1983《冶金机械设备安装工程施工及验收规范》[5]各专业的规定,按照以下标准重新调整液压缸、辊轮的安装精度:①提升辊轮及平移滚轮与步进机械中心线的平行度公差0.5 mm/1000 mm;②提升液压缸及平移液压缸平行度公差0.5 mm/1000 mm;③提升滚轮及液压缸与加热炉横向中心线距离偏差0.5 mm[5],符合标准,不做调整。
(3)调整方案。放置液压千斤顶在提升滚轮两侧,稍微顶起提升框架,按照上述标准调整20 个提升滚轮与步进机械纵向中心线的平行度。放置液压千斤顶在提升液压缸缸头支座一侧,稍微顶起提升框架,按照上述标准调整4 套提升液压液压缸与步进机械纵向中心线的平行度。提升液压缸调整前、后的安装精度见表1、表2。
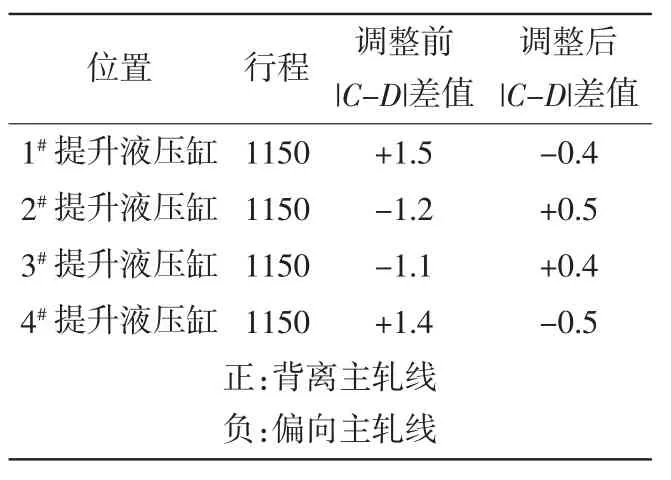
表1 液压缸调整前、后的安装精度mm
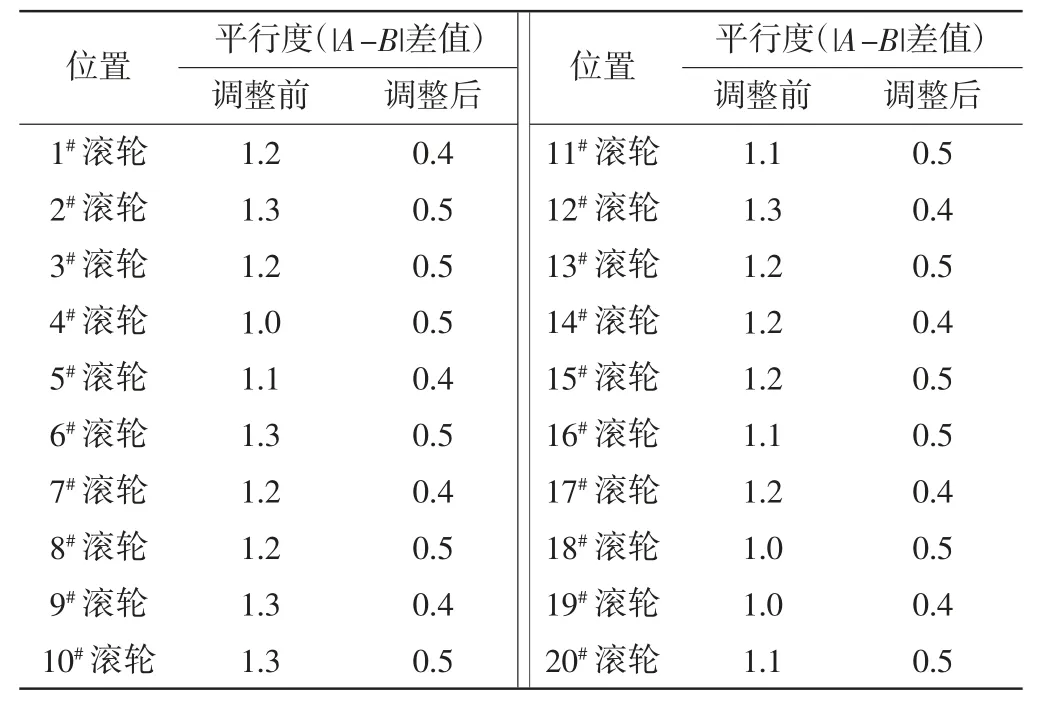
表2 提升滚轮调整前、后的安装精度 mm/m
(4)提升滚轮也按照这种方法调整。
(5)提升定心装置。固定在基础上的4 套提升定心滚轮和固定在提升框架上的提升定心支座,两者间隙全部调整为0.5 mm[6]。通过二次灌浆的定心轮底座上的长槽孔来调整定心轮的在炉宽方向的位置。
(6)平移定心装置。固定在平移框架上的4 套提升定心滚轮和固定在平移框架上的平移定心支座,两者间隙全部调整为0.5 mm。通过固定在平移框架上的定心轮底座上的长槽孔来调整定心轮的在炉宽方向的位置。
4 调整后的效果
通过以上步进机械提升滚轮及提升液压缸、平移滚轮及平移液压缸的调整,使用效果良好。随着主轧线的调试进度,其余3 座加热炉的炉底步进机械,在分段吊装在斜坡台面后,复测并调整与加热炉纵向中心线的平行度,随着炉体钢结构、空煤气管道系统、汽化冷却系统、水冷系统、液压系统、燃烧系统、炉体砌筑、装出钢炉门升降等系统的施工结束,测试板坯跑偏全部合格后,对加热炉的点火烘炉等重要的施工节点没有造成影响,并随着主轧线的调试进度,提供合格出炉板坯。为热轧步进式加热炉步进机械装置的设备安装、调整提供了参考借鉴。
