大型水电站蜗壳水压试验及保压浇筑
2022-09-26孟福强
孟福强
(中国水利水电第十四工程局有限公司机电安装事业部,云南 昆明 650032)
1 工程简介
蜗壳通常采用分块B610CF高强度焊接结构钢板制作,最大板厚约80 mm。蜗壳分25节,每节分1~3块不等,工地现场对蜗壳瓦块进行拼装、焊接、加固。在机坑里进行挂装、调整和焊接。
蜗壳外表面不设置弹性层,蜗壳全部焊接后进行4.95 MPa水压试验并保压,1.7 MPa浇筑混凝土。用于蜗壳水压试验封堵蜗壳进口用的试验钢闷头,在保压浇筑混凝土完成后将被割除,用于后续机组。
通过蜗壳水压试验,检验了蜗壳、座环焊缝焊接质量,测量了蜗壳膨胀量。蜗壳保压浇筑混凝土,省去了传统的在蜗壳表面铺设弹性垫层和在蜗壳腰线装焊集水槽的繁琐,并通过蜗壳中的水冷却浇筑混凝土产生的热量,避免因混凝土发热引起蜗壳、座环变形。通过蜗壳水压试验及保压浇筑混凝土也达到了部分消除蜗壳、座环焊接的残余应力,检验蜗壳和座环设计的合理性及结构的整体安全性,做好蜗壳水压试验及保压浇筑对机组的安全运行及振动稳定有至关重要的作用。
2 水压试验前需完成的工作
2.1 蜗壳支墩及拉紧器检查
蜗壳底部B型支墩的切向支撑板安装完成,待B型支墩浇筑完成并达到养护强度后,拆除蜗壳底部的临时支撑,顶紧蜗壳A型支墩上的千斤顶螺栓,旋紧蜗壳腰部拉紧器。
2.2 蜗壳内壁管路封堵检查
封堵蜗壳各孔口,包括蜗壳排水阀、蜗壳进人门、测压管,压力钢管排水管等。需要采取焊接封堵的,应采取局部预热,预热温度与蜗壳焊缝预热温度相同。
2.3 蜗壳焊接无损检测
蜗壳水压试验前,所有蜗壳环缝、纵缝、碟形边、开孔位置焊缝、闷头焊缝、封堵板焊缝及临时构件割除并打磨的焊缝须经无损检测合格。
2.4 蜗壳内支撑割断检查
割除蜗壳内支撑时严禁伤到母材,应在距蜗壳过流面2~4 mm位置处割断,余下部分使用磨光机打磨光滑,做MT或PT探伤合格后,并进行防腐处理。
2.5 座环封水环安装
座环封水环为分瓣到货,现场组装进行封焊,过程关注封水环圆度及半径。封水环安装关键是密封环的安装。密封环安装前实测盘根槽深度、宽度及盘根直径,确认盘根压缩量合适。对封水环与盘根贴合的部位进行清洗和砂纸打磨,去除毛刺等杂物。吊装封水环并调整至机组中心,确保四周与座环上下镗口间隙均匀。安装时应涂抹润滑脂,缓慢用力顶入座环与封水环间隙内,对称把合封水环螺栓。最后进入蜗壳内部,检查座环与封水环之间盘根压缩情况,正常情况为盘根紧贴座环与封水环,并略有凸出。
3 蜗壳水压试验及保压浇筑
3.1 蜗壳变形监测
根据现场实际,均布架设百分表对蜗壳进行变形监测,同时在闷头处增加一块百分表,用于水压试验期间监测蜗壳进水管节蜗壳闷头及进口管节里程变化。蜗壳变形监测支架采用14号槽钢及焊接钢管制作,与地面土建钢筋搭焊牢固。
3.2 座环变形监测
根据现场实际,均布架设百分表通过座环上法兰、中法兰轴向和径向对座环进行变形监测。也可适当增加使用数显百分表,用于动态监测座环上法兰面变形和位移情况,准确判断水压试验过程座环变形规律。座环变形监测支架采用14号槽钢及焊接钢管制作,成“井”字型,底部与未和座环连接且已浇筑的锥管内壁焊接牢固。
3.3 蜗壳水压试验设备布置
在蜗壳闷头附近布置打压设备,并配制供水箱和供水管路,现场采用型钢制作水压泵操作平台,水箱可采用2~3个串联的空油桶制作,在连通管路上增加滤网,用于过滤水中杂质。在闷头处的排水管口加装堵板,进行焊接封堵,并在堵板上开孔,焊接排水管及安装排水球阀。
3.4 蜗壳水压试验
所有设备、管路等布置检查完毕后,对蜗壳进行充水。充水速度不宜过快,蜗壳闷头上的充水接口和排气阀保持敞开,能够排出蜗壳内部气体。充水过程中重点检查排水阀、封水环、蜗壳进人门及其他管路封堵点,不得有渗水现象。
蜗壳充水完毕,进行联合检查无异常后,正式开始蜗壳水压试验。采用百分表对座环、蜗壳进行实时监测,按图1所示步骤准确记录蜗壳水压试验期间座环及蜗壳的变形量。蜗壳试验压力上升和下降速度应≤0.1 MPa/min,到预定压力和保压相应时长后,分别对百分表读数进行记录,并在水压试验过程中关注百分表变化是否规律,可能出现座环、蜗壳焊缝应力释放导致监测数值突变情况。
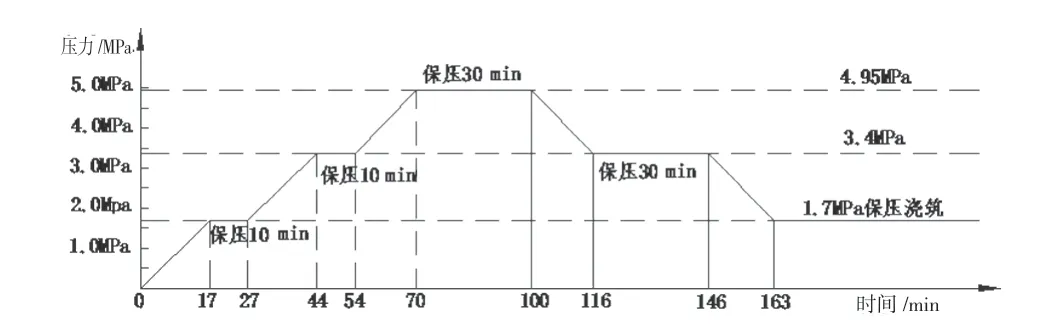
图1 蜗壳水压试验及保压浇筑曲线示意图
3.5 蜗壳保压浇筑
蜗壳水压试验合格后,拆除蜗壳监测支架和百分表,保留座环内部监测架及百分表,以备蜗壳保压浇筑时监测座环变形。复测座环中心、方位、水平,再次检查蜗壳腰部支墩千斤顶预紧情况、腰部拉紧器预紧情况,合格后按图纸要求,对座环基础螺栓进行最终对称预紧。
多层、分块、对称进行蜗壳外围混凝土浇筑,浇筑过程中应严格控制混凝土最大浇筑速度不超过300 mm/h,浇筑高度差不超过200 mm。每仓液态混凝土高度禁止超过700 mm。浇筑过程中,如发现座环位移超过0.3 mm,应立即调整混凝土浇筑顺序和方式。在蜗壳保压浇筑过程中及终止浇筑12 h内,检查蜗壳内水温及压力,并对座环变形情况进行监测,一般为2 h记录一次,浇筑完成12 h后每天检查一次蜗壳内水温及压力。随着混凝土温度的升高,蜗壳内的水温和水压也逐渐增加。为了避免在浇筑过程中温度上升过多引起蜗壳、座环变形,应严格控制混凝土浇筑顺序、入仓混凝土高度和速度等[1],也可通过预先铺设冷却水环管、混凝土养护期外部洒水等降温措施控制混凝土温升速度,尽量保障蜗壳内部水温控制在15℃~20℃标准范围内,若温度超出范围,应根据不同水温对蜗壳内压力进行调整,确保蜗壳保压浇筑质量。保压浇筑时温度与保压压力曲线如图2所示。
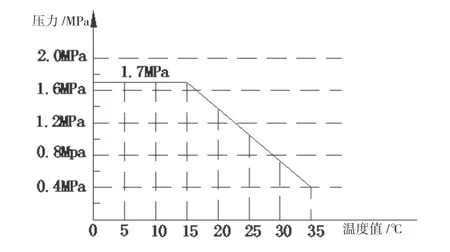
图2 温度与保压压力曲线图
4 结束语
大型水电站蜗壳通常采用瓦块现场拼装焊接、管节挂装焊接工艺施工,现场焊接作业繁多,焊工技能水平不一,施工环境复杂,通过蜗壳水压试验,检验了蜗壳、座环焊缝焊接质量,测量了蜗壳膨胀量[2]。通过蜗壳保压浇筑混凝土,省去了传统的在蜗壳表面铺设弹性垫层和在蜗壳腰线装焊集水槽的繁琐,并通过蜗壳中的水冷却浇筑混凝土产生的热量,避免因混凝土发热引起蜗壳、座环变形[3]。通过蜗壳水压试验及保压浇筑混凝土也达到了部分消除蜗壳、座环焊接的残余应力,检验蜗壳和座环设计的合理性及结构的整体安全性,做好蜗壳水压试验及保压浇筑对机组的安全运行及振动稳定也具有至关重要的作用。
