旋流器余能回收装置设计研究
2022-09-23帖志国
帖志国
(山西煤炭进出口集团中北煤炭储运有限公司,山西 太原 037000)
引言
我国作为能源储存及消耗大国,随着对能源需求量的不断增长,已经对我国能源安全造成了一定的威胁。煤炭资源作为我国各个行业及各种能源的基础原料,在我国当前煤炭行业较为低迷的情况下,煤炭资源仍是我国支柱能源。虽然“十三五”规划提出要以“清洁、高效、安全、可持续”为我国能源发展道路,但清洁能源产量较低,无法满足我国对能源的需求,所以煤炭行业仍是我国的支柱产业。煤炭的清洁利用是当下煤炭利用的重中之重,煤炭的清洁利用主要通过煤炭分选实况,旋流器作为洗煤厂重要的分离分级分选设备,由于其分选精度高,设备结构简单等优点,被选煤行业广泛应用。旋流器通过将原料进行三维旋转流动,利用离心力场实现原料的分级或分选[1-2]。传统的旋流器出料口分为底流和溢流口,当原料进行分选后经过溢流口流出时,此时由于旋流器依然具有较快的速度,所得动能浪费较为严重[3],如果能将此部分能量进行回收再利用,将会降低分选成本,因此本文设计一种余能回收装置,在保证分选精度的同时,降低成本,为选煤厂降本增效提供一定的参考。
1 溢流余能回收装置设计
由于我国一次能源利用率低,所以需要大力发展节能减排技术,在此基础上尽量利用二次能源,对一次消耗能源的残留进行有效利用回收,传统的动能回收利用主要是靠动能水力发电技术,通过水轮机将动能转为电能并进行储存。在考虑水轮机发电原理的基础上,本文设计了一套布置于旋流器溢流口处的余能回收装置,溢流余能回收装置结构示意图如图1所示。
2 溢流余能回收装置参数研究

图1 溢流余能回收装置结构示意图
对设计的余能回收装置进行研究,研究叶片对旋流器内部流场的影响,首先进行模型建立,本文利用ANSYS数值模拟软件对叶片安装最佳角度进行流场模拟,对旋流器进行建立,旋流器结构尺寸如下:旋流器内径150 mm、入料口直径48 mm、溢流管插入深度200 mm、溢流管直径50 mm、底流口直径24 mm、锥角20°、入料压力0.085 MPa、入料流量17.467 m3/h。对模型进行网格划分,网格划分时,为保证计算的精度及计算的速度,本文采用六面体网格进行模型划分,划分后共计384 536个网格。首先对无叶轮下的旋流器内部流场及压力分布进行分析,模拟云图如图2所示。
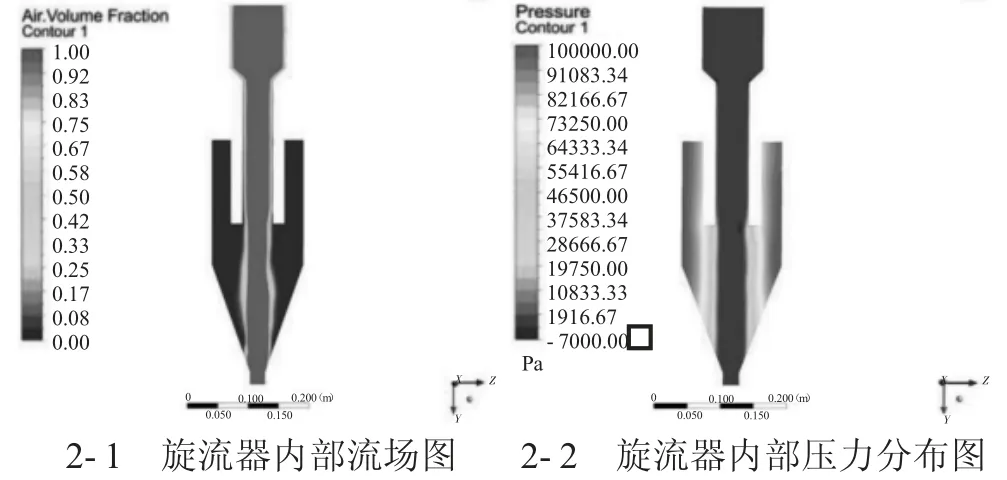
图2 模拟云图
根据图2所示,对旋流器中水分布云图进行分析,发现在溢流管范围内均为空气柱,只在溢流管出料口位置存在水流层,但水流分布较小,所以确定叶轮安装位置需要放置在出料口外。观察旋流器内部压力分布情况可以看出,旋流器内部压力呈现对称分布特征,在旋流器中间部位为负压区域,负压区域对应着空气柱的位置,这也是由于处于负压位置,所以导致空气柱的形成。随着空气柱向外逐步扩展可以看出压力逐渐变大,旋流器内部压力最大位置位于旋流器器壁位置,出现此规律的原因是由于旋流器入料方式选用渐开线式切向入料,这就导致在器壁位置压力最大。在溢流管的顶端压力同样呈现为负压区,但在此处的压力能较低,所有无需回收。
对叶片安装角度为20°时的旋流器内部流场进行模拟,叶轮的结构尺寸为内径15 mm、外径125 mm、叶片尺寸50 mm×50 mm、叶片角为20°。对叶片角20°下的旋流器内部流场及压力分布进行分析,模拟云图如图3所示。
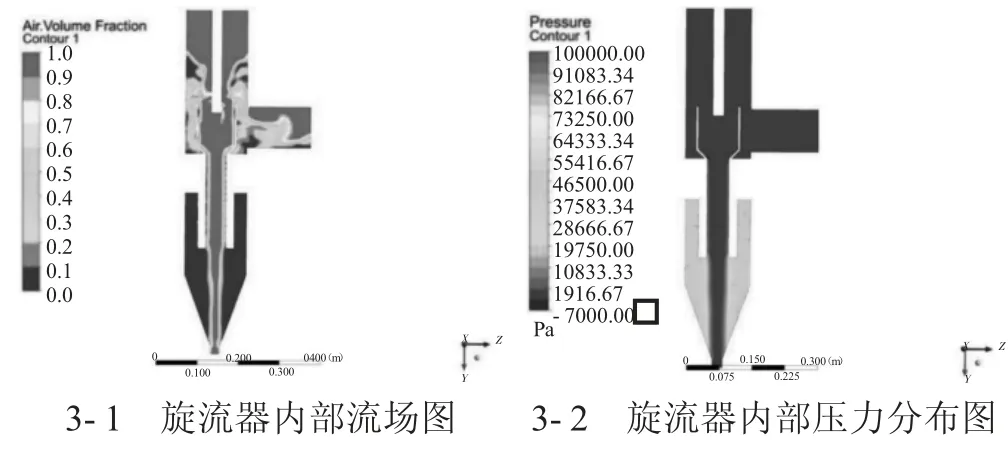
图3 优化后模拟云图
由图3可以看出,当叶片角设定为20°时,此时旋流器及溢流余能回收装置空气分布与上页图2旋流器空气分布相比较而言,内部空气柱的稳定性及空气均匀性较差,同时相比而言空气柱的半径减小一半,造成旋流器的分选效果受到一定的影响,此时的底流夹细量增大。观察静压分布云图,可以看出与原旋流器下空气分布云图类似,在空气柱位置存在负压区域,在溢流余能回收装置中负压值较小,此时在相同入料流量下安装溢流余能回收装置会使得入料的压力降低。所以增加溢流余能回收装置后应当加大入料压力。
对溢流余能回收装置进行参数研究,对不同叶片角下转速随入料压力的变化趋势进行分析,绘制40 mm溢流管、50 mm溢流管下转速随入料压力的变化曲线如图4所示。
从图4可以看出,在相同溢流管径下,转速随着入料口压力的增大呈现逐步增大的趋势,转速越大,代表溢流余能回收装置能够回收的能量也就也大,能量回收效果较佳,两者呈现正相关关系。当叶轮的叶片角设定为20°时,此时当入料压力设定为0.095 MPa时,此时在溢流管径为50 mm时达到最大转速,最大转轴转速为1 550 r/min。当叶轮的叶片角为10°以及15°时,此时考虑到叶片角较小,叶轮叶片受到的溢流浆体推力作用增大,所以在此条件下当入料压力达到一定值时,此时的工作机构会出现脱离工作区域的情况,从而导致试验数据出现不准确的情况。当叶轮的叶片角在60°~140°时,此时叶轮转速均较低,在此之中,效果最差为120°,而当溢流管径为40 mm时,此时120°的叶片甚至无法转动。所以可以看出最佳的叶轮叶片角为20°,最佳的入料压力为0.095 MPa。

图4 转速随入料压力的变化曲线
3 结论
1)对旋流器中水分布云图进行分析,发现在溢流管范围内均为空气柱,只在溢流管出料口位置存在水流层,但水流分布较小,从而得出最佳叶轮安装位置为出料口外。
2)相同入料流量下安装溢流余能回收装置会使得入料的压力降低,所以增加溢流余能回收装置后应当加大入料压力。
3)从40 mm溢流管、50 mm溢流管下转速随入料压力的变化曲线可以看出,最佳的叶轮叶片角为20°,最佳的入料压力为0.095 MPa。
