铁路货车钩缓装置检修设备自动化研究
2022-09-23谢猛
谢 猛
(中铁十五局集团轨道交通运营公司,河南 洛阳 471000)
1 概述
某铁路货车车辆段规模为3线18个段修台位,每线6个台位。既有钩缓间设置于车辆段组合车库内,与修车库并列布置,房屋轴线尺寸为90m×15m,每日车钩装置的检修量为58套。既有钩缓检修间工艺布局陈旧、配套工装自动化程度不高、各型车钩检修兼容性不强、检修效率低,不能满足日益增加的生产任务需求,近年来,随着新工艺、新工装、新材料的不断运用,铁路货车钩缓装置检修工艺标准化设计有了新的内容。
2 主要检修钩缓装置类型
目前我国现有铁路货车主要车钩装置类型包括13号车钩、16号车钩以及17号车钩。各型车钩钩缓装置主要由钩头(含钩舌等)、缓冲器、钩尾框、钩尾销、从板等零主要部件组成,借助钩尾销将车钩和钩尾框连成一体,并在钩尾框内安装有前丛板、缓冲器和后丛板。各型车钩钩缓装置在机构组成、部件尺寸、材质等方面均有许多不同,如图1~图3所示。
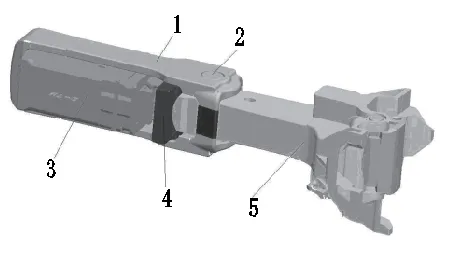
图1 17号钩缓装置三维模型示意图
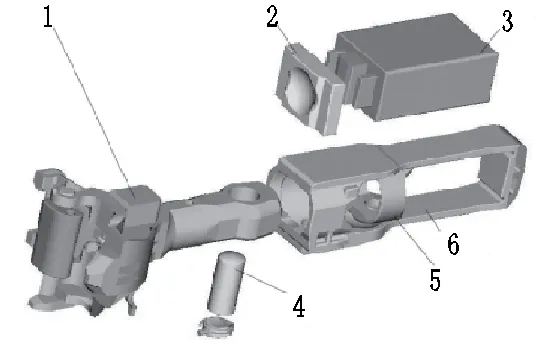
图2 16号钩缓装置三维模型示意图
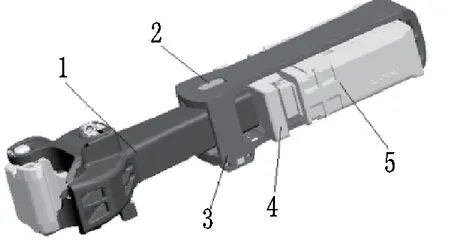
图3 13号钩缓装置三维模型示意图
3 钩缓装置检修工艺流程研究
根据铁路货车段修检修规程,结合各型车钩部件的组成,钩缓装置检修是对车钩钩体、钩尾框、缓冲器、钩舌4个部分主要部件的检修。某铁路货车车辆段每天的车钩检修量为58套,各部件分解后,零部件数量更大,需采用流水线检修方式进行检修。综合考虑车钩钩体、钩尾框、缓冲器、钩舌4个主要部分组件的零部件尺寸、材料、形状均不同,本次研究采用4条流水线分别进行检修,提高检修的自动化水平和效率,同时,确定了4条检修流水线主要工艺流程如下。
3.1 车钩检修工艺流程
车钩检修工艺流程如图4所示。
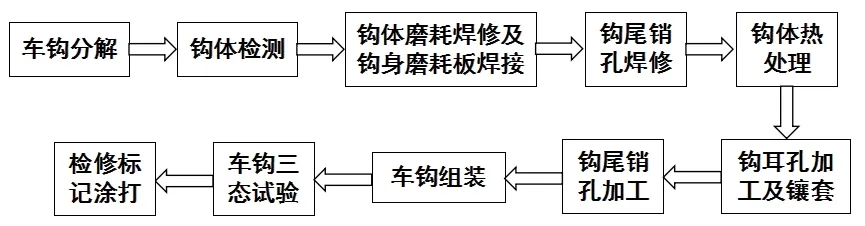
图4 车钩检修工艺流程图
13号钩体与16、17号钩体共用一条检修工艺线,13号钩体与16、17号钩体通过单梁起重机吊至钩体检修流水线上,通过车钩分解、钩体检测、钩体磨耗焊修及钩身磨耗板焊装、钩尾销孔焊修、钩耳孔加工及镶套、钩尾销孔加工、车钩组装、车钩三态试验、检修标记涂打等检修作业后将16、17号钩体用单梁起重机吊至16、17号良好钩体存放架上,将13号钩体用单梁起重机吊至13号钩缓组装机处与13号钩尾框及缓冲器进行组装。
3.2 钩尾框检修工艺线
钩尾框检修工艺流程如图5所示。

图5 钩尾框检修工艺流程图
分解后的钩尾框通过地下输送线运至钩尾框纵向输送线出,通过钩尾框过线装置将其吊至钩尾框纵向输送线上,当钩尾框纵向输送线将钩尾框输送至抛丸机处时,由六轴机器人自动上料,对钩尾框进行抛丸处理,抛丸后的钩尾框通过六轴机器人进行自动下料,吊运至钩尾框地上检修输送线,在钩尾框检修输送线上对钩尾框进行外观检查、探伤、焊修等检修作业。检修后钩尾框通过钩尾框浸漆自动上料装置将钩尾框挂至钩尾框浸漆钩上,对钩尾框进行浸漆烘干(钩尾框浸漆烘干线为悬挂通过式,避免油漆滴落在烘干线上),烘干后钩尾框通过钩尾框浸漆自动下料装置将其放置在合格钩尾框输送线上。
3.3 缓冲器检修工艺线
缓冲器检修工艺流程如图6所示。

图6 缓冲器检修工艺流程图
16、17号钩缓与13号钩缓分解后,缓冲器分别进入各自的检修工艺线上,进行缓冲器外观检查、检测、试验、涂打检修标记等检修作业,再输送至待组装位置,分别在16、17号钩缓组装机与13号钩缓组装机上进行组装。
3.4 钩舌检修工艺线
钩舌检修工艺流程如图7所示。
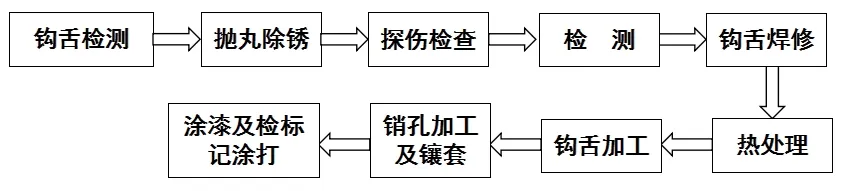
图7 钩舌检修工艺流程图
钩舌及钩腔配件分解后由AGV小车送至履带式小件抛丸机处进行抛丸处理。经抛丸后钩舌用平衡吊吊至钩舌输送线上,在钩舌输送线上进行钩舌自动3D检测及外型尺寸检查,并将信息传至下道工序。经检查后的钩舌由输送线输送至钩舌探伤机处,对钩舌进行探伤,探伤后钩舌输送至焊修打磨工位,焊修工位上下料作业由机器人自动完成,并由焊修机器人进行自动焊修作业。焊修后钩舌进行喷漆烘干,烘干后钩舌通过输送线送至钩舌存放线上等待组装。钩腔配件经抛丸后进行探伤和焊修作业。检修合格的配件用由AGV小车运至钩舌组装位和钩舌钩体进行组装。
4 新工艺新技术的运用研究
4.1 全自动钩舌检修工艺流水线研究
车辆运用中难免造成车钩各部件的磨耗,进行车辆检修时要对各部件磨耗超限部位进行焊修打磨,恢复原形状态。由于钩舌的不规则性,一直以来均是采用手工焊的方式对钩舌承台磨耗面进行补焊,然后焊接修复完成后,根据钩舌承台标准型面尺寸要求打磨成型,因为全靠手工所以很难达标,并且工作环境很恶劣焊接的烟尘,打磨的飞溅。所以研制一套智能化集自动测量、自动焊接自动打磨为一体的设备是当务之急。
钩舌检修采用3D检测、焊修、打磨机器人工作站集自动测量、自动焊接自动打磨为一体的设备工作站由四部分组成,机器人移动式3D扫描测量系统工作岛、钩舌编码识别系统工作岛、机器人自适应自动弧焊工作岛、机器人自适应自动打磨工作岛。
针对钩舌承台的结构形式和磨损特点,采用通过研制的机器人工作站设备进行检测和编码识别、建模、分层、堆积四个步骤完成钩舌承台磨损面的焊接修复过程。
每个钩舌都具有唯一的编码,通过识别这个编码,实现钩舌铸造件字符信息录入管理系统的自动化和智能化,解除操作员对字符人眼读取和手工录入计算机的重复劳动。还可以将测量数据,加工数据等信息一一对应建立数据库,便于生产车间的智能化和信息化改造。钩舌编码识别系统构架如图8所示。

图8 钩舌编码识别系统构架图
对钩舌编码的处理流程,首先对图像进行适当的预处理;其次将预处理后图像中包括字符的区域检测出来;然后将检测出来的字符内容进行识别,输出相应的结果;最后将输出的结果根据实际情景按需求进行处理。
Schnoka 3D测量系统是采用3D机器视觉传感器、图像处理以及计算机控制等技术实现对钩舌型号以及钩舌合格的判断的新技术,一个钩舌具有2000多万个点云数据,具有非接触、速度快、100%检测监控的特点,可以很好地测量钩舌质量的稳定性。将3D视觉传感器与主流机器人联合应用,将3D视觉传感器装在机器人手臂上进行程序化自动检测,达到整体的测量效果。扫描一个钩舌的过程耗时不超过60秒,激光3D在线测量工位组成如图9所示。
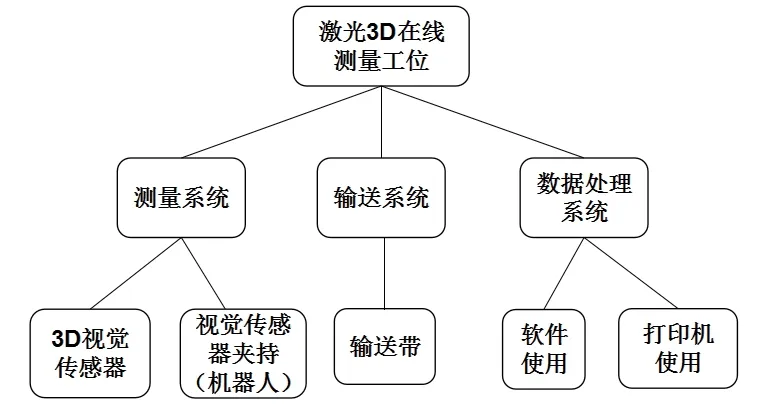
图9 激光3D在线测量工位的组成
激光3D在线测量工作岛的组成复杂,包括测量系统、输送系统和数据处理系统。在线测量工作岛的在硬件的支持下,采集到钩舌的数据后,数据处理流程如图10所示。

图10 点云数据处理流程
3D视觉传感器配合机器人扫描钩舌后经过机器人程序指令的触发直接采集到原始图像P图(profile),P图含有一定的镜头畸变与噪声,是一个纯原始数据,没有做过任何处理。传感器本身内置了标定文件,这个标定文件是出厂标定的,P图采集过后会经过这一标定文件进行转换,转换成点云图,在这一过程中去除了一些镜头畸变。P图是以像素为单位,它会转成以毫米为单位的点云图,也就是转为视觉坐标。之后点云图再映射到平面上,形成Z-map图,方便后续处理。扫描过程为扫描钩舌的正面,测量钩舌的S面宽度和S面高度差,其中S面宽度是用来判断钩舌的型号,S面高度差是用来判断钩舌是否外胀;然后,扫描钩舌上方,测量锁面的厚度;接着,扫描钩舌右侧,识别字符编号;之后,扫描钩舌左侧上方来测量锁铁坐入量;最后,扫描钩舌左侧下方来测量S面厚度和销孔直径。
4.2 车钩双层智能存放输送线研究
鉴于在钩缓间工艺布局设计中,经常受房屋空间有限、车钩存放需求大的矛盾影响,本次研究首次在钩缓检修间中采用了车钩双层智能存放输送线,能同时存放16、17号良好车钩、缓冲装置组成及13号钩缓装置,大大减少库内占地面积,增大存放量。同时可根据配置的钩缓动态管理系统,直观准确地完成钩缓选配作业。
良好车钩双层存放输送线配置专用的16、17号车钩及缓冲装置组成,13号钩缓组成存放装置,确保检修合格的16、17号车钩,缓冲装置组成,13号钩缓组成摆放稳定,防止运行过程中发生脱落。
5 结语
本次铁路货车钩缓装置检修设备自动化研究已实际应用于货车车辆段钩缓间改造项目中,提高了钩缓间自动化及智能化水平,有效解决了既有钩缓间检修能力不足的问题,通过采用新技术新工艺对既有检修流水线进行升级改造,以提高检修效率。同时满足铁路C70、C80型货车钩缓检修要求(同时兼顾C64型车),进一步释放货车整体检修能力,保障了铁路运输任务的完成。
