钽材在真空蒸镀设备中的应用
2022-09-20程静静段彪王
程静静,段彪王,李 宁
(西安优耐特容器制造有限公司,西安 710201)
真空蒸镀(vacuum evaporation),简称蒸镀,是指在真空条件下,用蒸发源加热蒸发待蒸发物质,并使之气化,气化后粒子飞至基片表面凝聚成膜的工艺方法。蒸镀是使用较早、用途较广泛的气相沉积技术,具有成膜方法简单、薄膜纯度和致密性高、膜结构及性能独特等优点。
2018年《科技日报》报道的35项“卡脖子”技术中真空蒸镀机位列第5位。真空蒸镀工艺有多种分类,由于电阻加热蒸镀装置简单、操作方便、成本低和镀膜易控制及模拟,被广泛应用。电阻加热蒸镀装置的主要组成有:真空室、衬底、蒸发源、蒸发加热器。电阻加热蒸镀装置如图1所示。

图1 电阻加热蒸镀装置
1 制约我国真空蒸镀设备发展的因素
制约我国真空蒸镀机发展的因素众多,其中用于制造蒸镀机蒸发源的关键原材料钽材及钽材制零部件加工的问题尤为突出。钽及钽合金由于其熔点高、稳定性能好和高温下蒸汽压低等性能,适合制作真空设备中的支撑附件、加热器和隔热屏等[1]。目前国内从事真空蒸镀机用钽制零部件生产的企业寥寥无几,导致真空蒸镀机用钽制零部件严重依赖进口,并且国内真空蒸镀机用钽制零部件生产制造存在诸多难点。
1.1 钽原材
蒸发温度1 000~2 000℃的材料常采用电阻加热作蒸发源。一般要求蒸发源材料的熔点比蒸发工作温度高1 000℃左右,平衡蒸汽压低,高温冷却后脆性小,并且在真空环境中均有良好的化学稳定性。故钽材是真空蒸镀蒸发源常见制作材料。
钽是略带蓝色的浅灰色金属,密度大(16.5×103kg/m3)、熔点高(2 996℃)、线膨胀系数小(0~100℃之间为6.5×10-6K-1),富有延展性,韧性比铜更好,冷加工可拉成细丝或制成薄箔。钽在300K时的热导率为52.1W·(m·K)-1,室温下弹性模量为192×103MPa[2]。国内常见纯钽化学成分见表1[3]。

表1 国内常见纯钽化学成分
表1中Ta1的钽含量大于90.35%;Ta2的钽含量为大于79.50%。然而普通真空蒸镀用钽材要求钽材纯度大于99.95%,在高端OLED蒸镀机用钽零件甚至要求钽材纯度大于99.99%。显然采用现有牌号和标准,无法达到真空蒸镀用钽材的基本要求,高纯度钽材的生产已经成为制约真空蒸镀机用钽制零部件国产化的关键因素。
钽材内其他金属元素的熔点低(如Fe、Ni等)或平衡蒸汽压高(如W)或稳定性低(Ti),低纯度钽材在高温蒸发时,其他金属元素则有可能分解蒸发或与蒸镀室内的其他分子进行反应,造成薄膜成分偏离蒸发物材料成分。所以采用高纯度钽材零件进行真空蒸镀可以显著减少蒸发源材料对镀膜的污染。
一般要求蒸镀材料的蒸发温度小于蒸发源材料在蒸汽压1.33×10-6Pa时对应的温度。常见金属熔点和对应平衡蒸汽压温度见表2[4]。
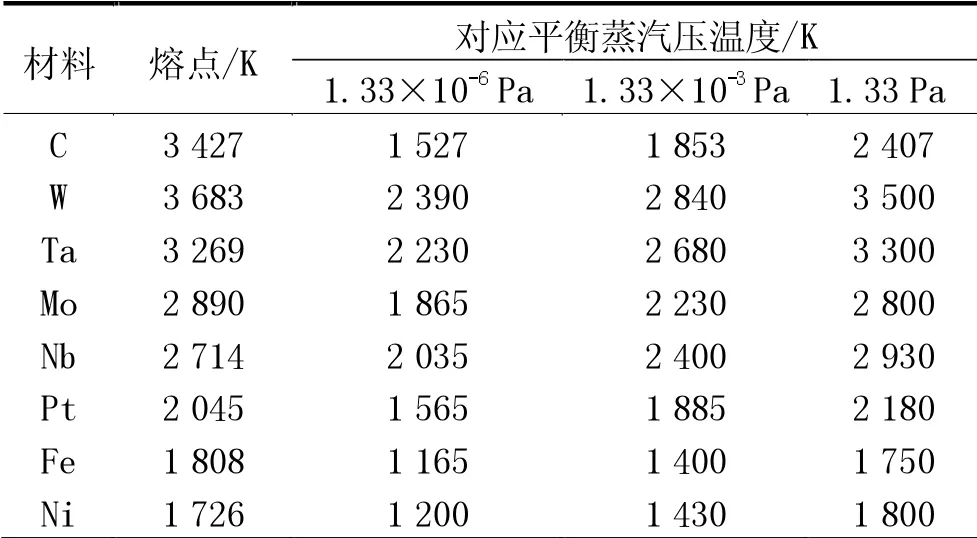
表2 常见金属熔点和对应平衡蒸汽压温度
1.2 钽材零件的加工难点
蒸发源的形状各异,常见简单的蒸发源形状有螺旋线状、锥形篮状、筒状、舟状和箱状等。常见的蒸发源形状如图2所示。

图2 常见蒸发源形状
螺旋线状及锥形篮状蒸发源均为柱形蒸发源,常见的线径为0.5~2 mm。箱状、舟状和筒状蒸发源均为平面蒸发源,通常采用钽箔制成,钽箔厚度0.05~0.15 mm。随着对蒸发源形状的深入研究,目前也研发出了一些形状比较复杂的蒸发源,如图3所示。

图3 复杂形状蒸发源
复杂形状的钽蒸发源成形也是钽蒸发源制造过程中的难点之一。钽蒸发源在成形过程中经常会由于模具设计不合理而出现各种各样的成形缺陷,如减薄、起皱和撕裂等问题,且各部位的位置精度、形状精度难于控制。对于钽蒸发源的成形零件如本文中的Tolansky形蒸发源、Jacques形蒸发源等,其变形过程极其复杂,根据传统的经验和公式很难预测成形缺陷,按照传统方法设计出来的模具也很难满足实际产品的质量要求,特别是对于成形质量要求很高的复杂件更是如此。3D打印技术可以解决复杂钽蒸发源成形中的各种问题,然而国内钽材的3D打印技术,在钽材纯度和力学性能指标等方面远不能达到蒸发源的各种要求。
钽制加热器表面粗糙度要求极高,通常在0.1 μm以上,过于粗糙的表面不利于加热器表面的待蒸发物蒸发。钽材常温下布氏硬度为890 MPa,硬度较软,钽制加热器成品之前要经过多个工艺的周转,所以钽材蒸发源在加工时表面容易出现划伤、凹坑和压痕等表面缺陷。钽材蒸发源制作完成后需要进行表面处理,常见的表面处理有机械抛光、超声波抛光、化学抛光和电化学抛光等,其中超声波抛光常用于常规工具不易到达的拐角和狭窄的部位,且可达到无磨削纹理。
钽材零部件的车削钻铣加工十分困难,一方面由于切削加工时热量的急剧增加,钽材很容易与空气中的氧气、氢气和碳等发生反应;另一方面,加工时钽屑容易与刀具黏结,造成加工精度的降低。所以在钽材零部件的机械加工时,易选择高速钢刀具,刀具慢速旋转,进给量小,并应选择冷却速率高的冷却液,在精加工时经常使用氟碳化物基的润滑剂[5]。
1.3 钽材的焊接难点
由于钽材十分昂贵,蒸发源的支撑夹持部件及一体成形十分困难的蒸发源多数情况下都采用分段成形,再组焊成整体的制造方法。钽材在高温下极易氧化,形成固溶体、金属间化合物,导致强度、硬度增大而塑性、韧性下降,易出现晶粒粗大,形成气孔及裂纹,对焊接造成了极大的困难;钽的热导率高,焊接需要的耗能偏大,但是焊接热输入偏大时易引起晶粒粗大;焊接热输入偏小时熔池熔化不良,因此,钽的焊接必须选择合适的焊接热输入以保证焊缝质量[6]。
目前国际上主要的钽焊接方法包括钨极惰性气体保护焊、激光焊、电子束焊和爆炸焊等,由于热影响区组织调控的需求,高能量密度的激光焊、电子束焊成为目前主流的焊接方法;钨极惰性气体保护焊由于在高温阶段升温速度慢、易形成粗大的热影响区组织,作为第一代热源已逐步被替代[7]。由于蒸发源零件厚度薄,焊接过程容易出现熔化量过大导致变形、焊穿等问题,因此激光焊接是比较适合钽蒸发源焊接的方法。
2 结束语
随着真空蒸镀领域科学技术持续发展,真空蒸镀的应用行业也越来越多。蒸镀按照应用领域的不同可以分为:光学功能镀膜、电学功能镀膜、机械功能镀膜和化学功能镀膜等装饰镀膜等。蒸镀技术在光学功能镀方面最重要的应用就是在生产OLED屏的过程中,要通过真空蒸镀的工艺将OLED有机发光材料精准、均匀、可控地蒸镀到玻璃基板上。蒸镀工艺是OLED屏生产过程中难度最高的环节之一。真空蒸镀机被誉为OLED面板制程中的“心脏”,然而目前我国在高端真空蒸镀机制造中没有什么发言权。
核心技术及核心部件的缺失,阻碍了国内高端领域行业的健康发展。在高端领域行业我国与欧美国家仍存在较大差距,希望从事钽材生产加工的教授、工程师、企业及高校,从基础材料生产做起,努力攻克真空蒸镀机用钽材生产及钽零部件加工的“卡脖子”隐忧,从而助力我国从“制造大国”变成“制造强国”。
