C61125双柱立式车床的数控化改造
2022-09-20祁百学闫沛渊
祁百学,闫沛渊
兰州航空职业技术学院 甘肃兰州 730070
1 序言
C61125为双柱立式车床,左右柱均配有立式刀架和侧刀架,刀架的传动采用滚珠丝杠。横梁的放松、夹紧及左右滑块、侧刀架的平衡均采用液压平衡。工作台采用手动变速,可获得16种转速。升级改造要求右立式刀架改为数控刀架,取消右侧刀架;工作台变速改为自动控制变速。加工时既可以选用右立式数控刀架进行自动加工,又可以选左立刀架或侧刀架进行手动加工。
2 方案确定
根据实际情况,从经济的角度出发,数控系统选用SIEMENS 808D ADVANCED,伺服放大器选用SIEMENS V70型,伺服电动机选用SIEMENS 1F6型,选X轴伺服电动机的静态转矩为30N·m,Z轴伺服电动机的静态扭矩为40N·m且带抱闸,两轴均与滚珠丝杠直连,取消相应的电磁离合器。保留工作台原采用的55kW的三相异步电动机,工作台换挡变速取消手动变速,新增4个二位四通阀,以实现自动换挡变速[1]。机床的操作面板全部集中到SIEMENS 808D ADVANCED机床控制面板(MCP)上,在MCP上设置两个按键,一个用于选择数控控制有效还是手动控制有效,另一个用于选择左立式刀架有效还是左侧刀架有效。针对以上改动,决定电气部分重新设计。
3 方案实施
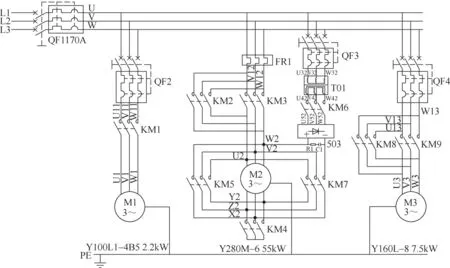
图1 电气主回路
(1)液压泵、工作台及横梁电气主回路的设计 电气主回路如图1所示,机床运行首先起动液压泵电动机M1,接触器KM1吸合则液压泵工作,为机床各部件提供润滑和所需的液压油;若液压泵没有开起,则机床不能运行。工作台电动机M2采用星三角降压起动,接触器KM4吸合M2处于星形运行,KM5吸合M2处于三角形运行,KM2、KM3控制工作台的正反转,工作台停止采用能耗制动,由KM6、KM7及KM4实现。横梁升降通过KM8、KM9和横梁升降电动机M3实现[2]。
(2)左立式刀架及左侧刀架电气主回路设计 左立式刀架快速进给由接触器KM10及快速电动机M4控制,进给由接触器KM11、KM12、KM13及进给电动机M5结合电磁离合器YC1、YC2、YC3、YC4和YC5,实现水平或垂直方向的运行。进给电动机M5为双速电动机,根据选择电动机可获得不同的转速,从而获得不同的进给速度[3]。左侧刀架的电气主回路与左立刀架相似,不再赘述。
4 数控部分的设计
(1)数控系统总体连接 S I E M E N S 808D A D VA N C E D数控系统与伺服放大器的连接采用Drive Bus总线,相较于原808D数控系统连接更简便,抗干扰能力更强,传输速度更快,调试也更简单。Drive Bus总线由数控系统的X126接口连接到X轴伺服放大器的X10接口,再由X轴伺服放大器的X11接口到Z轴伺服放大器的X10接口,特别要注意Drive Bus总线的终端电阻插头,否则Drive Bus总线不能正常工作[4]。数控系统总体连接如图2所示。
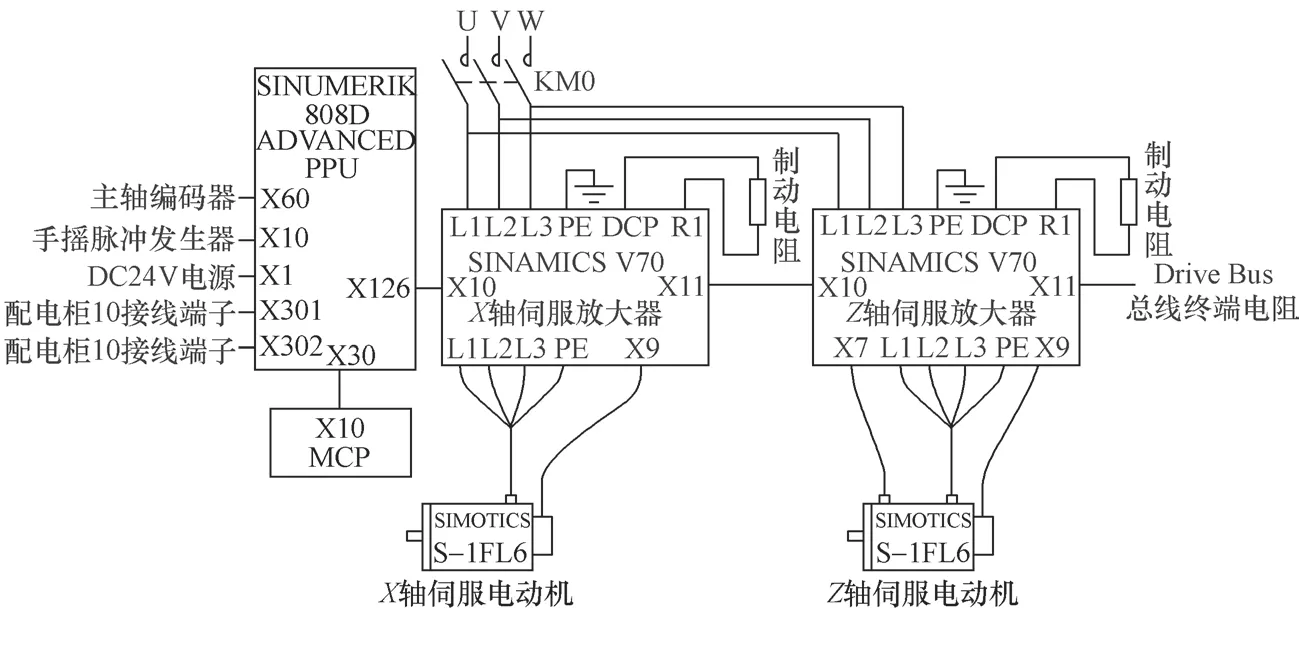
图2 数控系统总体连接
(2)PLC的设计 由于设备既有数控控制轴又有普通进给轴,这样增加了设计难度,在重新配的电气柜中,把原来普通元件的控制全部换用PLC进行控制,从而大大减少了电气柜配线的工作量,提高了机床可靠性和控制的灵活性。因接线要求简洁和整齐,除急停开关、手摇脉冲发生器的轴选和倍率信号分配在数控系统的数字输入接口X100外,其他输入输出信号全部分配在X301、X302两个50芯的数字输入输出接口[5],具体如图3所示。
5 机床操作面板的整合
由于保留了原设备的左立式刀架和左侧刀架,其操作按键若不整合到SIEMENS 808D ADVANCED自带的机床操作面板(MCP)上,操作起来会极不方便,还容易发生冲突,因此将操作按钮做了如下整合:操作面板(MCP)上有K7~K12备用键、4个空白键、卡盘夹紧键、内外卡选择键及尾座控制键共13个按键未定义,可作他用。另外,手摇脉冲发生器选用自带倍率和轴选的手脉盒,并将倍率和轴选信号接入数控系统的数字输入X100接口,这样MCP上的X1、X10、X100这3个按键就可转为他用。
原立式车床操作中的液压启停键、横梁上升和下降键共计4个按键,左侧立式刀架的快速、进给、停止、向上运行、向下运行、向左运行和向右运行共计8个按键,同样侧刀架也需要8个按键,工作台还需增加1个点动键和换挡键,MCP上只有16个未定义按键明显不够。为了解决这一问题,进行了如下分配:首先选1个带指示灯的按键作为选用数控控制轴还是普通进给轴的选择开关,如按键的指示灯点亮则表示普通进给轴选择有效,此时左立式刀架、侧刀架、横梁的升降均有效,数控的X轴、Z轴手动、自动操作均无效;指示灯熄灭则表示数控控制轴选择有效,X轴、Z轴手动、自动操作均有效,而普通进给轴操作无效;用同样的办法再选另1个带灯的按键区分左立式刀架和侧刀架的控制,这样左立式刀架和侧刀架只需9个按键就可满足控制需求。
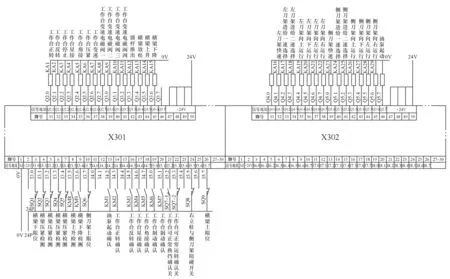
图3 信号分配
工作台作为公用部分,除数控自动运行外均可以手动控制,工作台正转、反转、停止按键在MCP已定义。经实际PLC程序编制、调试,完全达到设计的目标[6]。
6 结束语
设备改造成功后,实现了1台机床数控和普通两用,而所花成本还不到买同类型号数控机床的1/3,实现了少花钱多办事,旧设备重新利用;改造后的机床可大大提高加工效率,缩短加工时间,降低劳动强度、生产成本;改造后机床除可以满足普通外圆和端面的加工外,还可以加工出普通立式车床无法加工的复杂曲面类零件;同时保证了机床的加工质量和稳定性。
