模具制造中的数控铣削加工刀具技术
2022-09-20张世君
张世君
山东浩信机械有限公司 山东潍坊 261307
1 序言
工业模具种类繁多,包括翻砂铸造模具、精密铸造模具、五金模具、塑胶模具、轮胎模具、高低压铸造模具、热流道模具和粉末合金模具等,模具制造的工艺核心是数控加工,数控刀具是数控加工重要的环节,俗话说“三分技术,七分刀具”,足见数控加工刀具的重要性。
2 模具材料特性
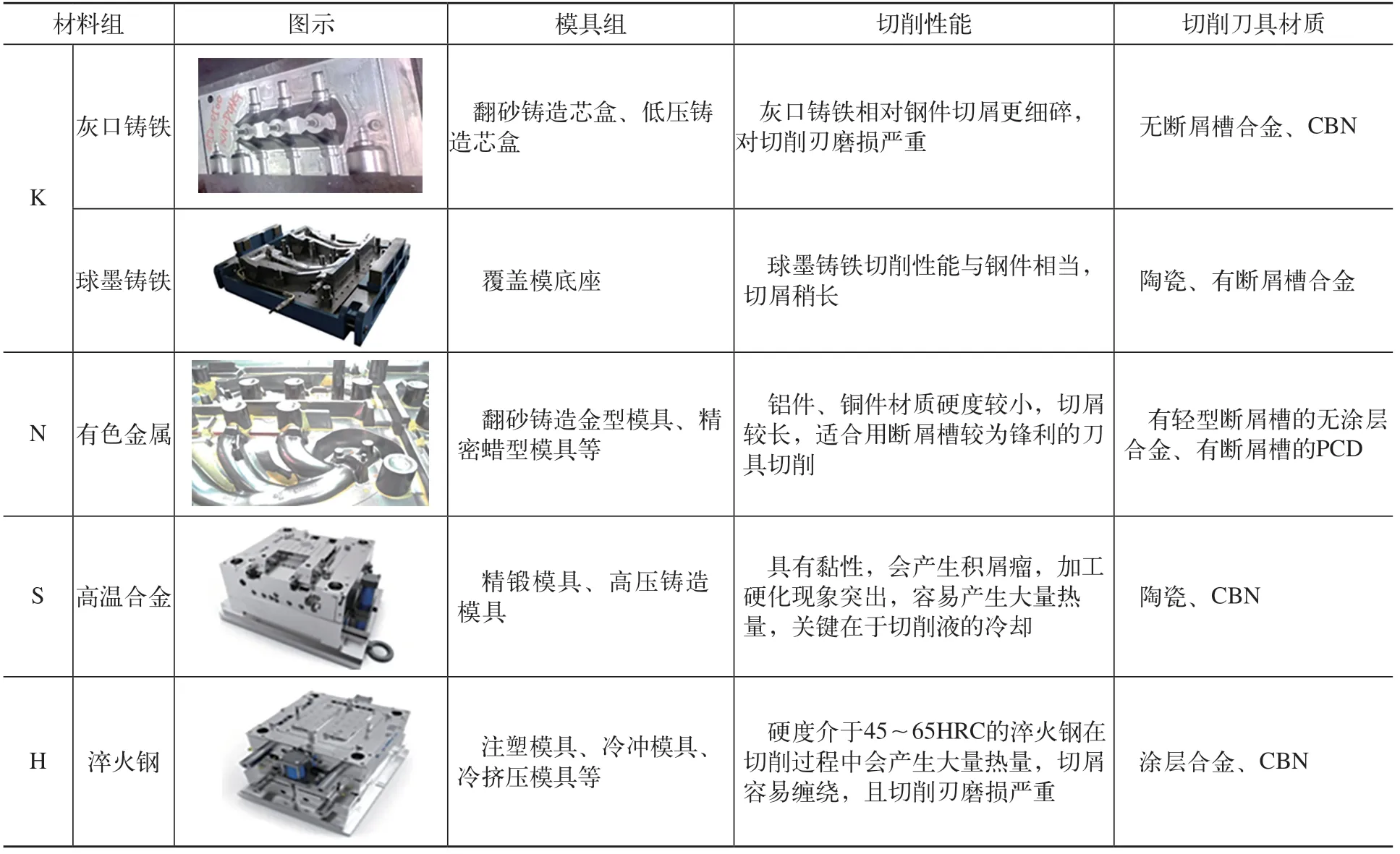
模具材料包括碳素工具钢、合金工具钢、合金结构钢、铸铁类、不锈钢类、高温合金类、有色金属和淬火钢类等,这些材质涉及到了机加工的六大材料组,业界把模具材料分为冷作模具钢、热作模具钢、塑料模具钢等。六大模具材料的切削特性及适用的刀具材质见表1[1]。

表1 六大模具材料切削特性及适用的刀具材质
(续)
3 模具铣削CAM加工策略及标准刀具
加工策略与刀具相互对应,科学选取有助于保证效率、质量和成本。需要加工的模具如图1所示,根据相关标准,制定模具加工工步并选择相应刀具,结果见表2,图1上标注的数字与表2中的序号相对应。
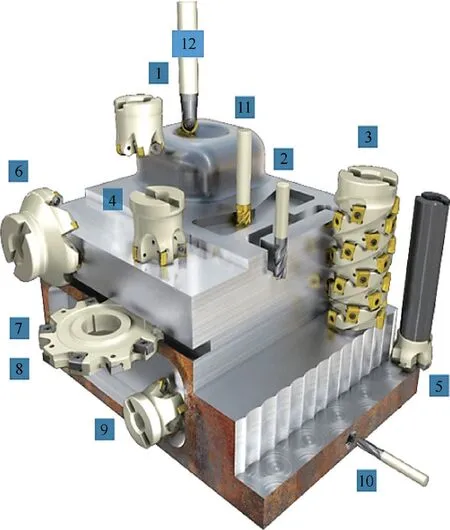
图1 加工模具
模具的定位导柱、顶杆孔和其他功能性孔需要使用孔类加工刀具进行加工,孔类加工刀具及其图示见表3。根据2D、3D、仿型铣和多轴加工等刀具策略选取对应刀具,钻孔、螺旋镗削、倒角钻削、全圆铣削和螺纹铣削分别选择不同的刀具。
加工模具时,各个工步中的下刀方式是刀具和刀路选取的关键因素,加工模具时刀具下刀如图2所示,具体策略及图示见表4,图2上标注的数字与表4中的序号相对应。
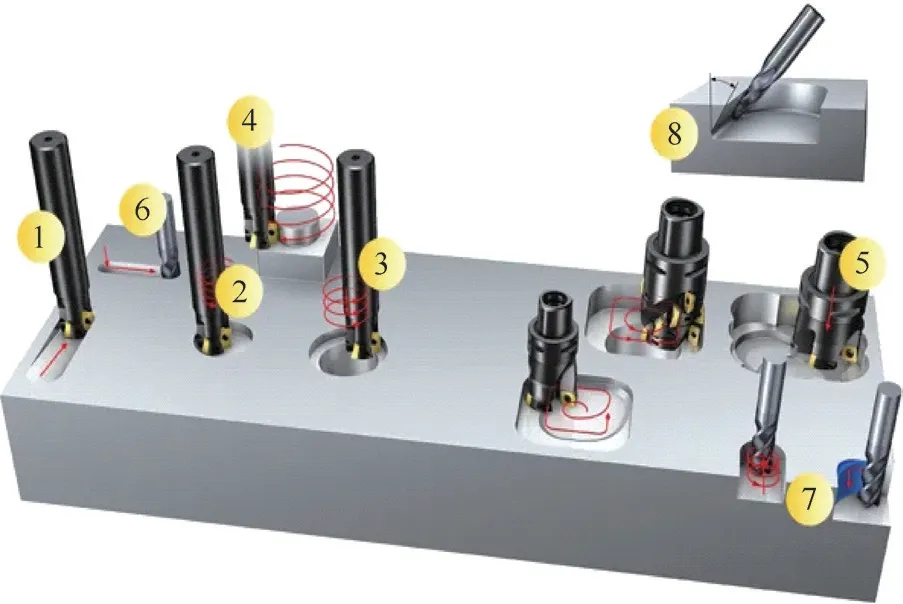
图2 加工模具时刀具下刀示意
4 模具加工刀具选取
4.1 考虑因素
模具铣削加工刀具选择考虑的因素有:①根据机床主轴接口(BT、HSK、NT和Capto等)选取刀柄形式。②根据模具铣削策略及工步的大小选取刀具结构(面铣刀、快进给铣刀、方肩铣、整体合金铣刀、圆鼻刀、球刀、倒角刀和钻孔刀等)。③根据模具结构及大小,分析模具型腔、凸模拐角和R角大小,确定最小刀具和最大刀具,二次开粗使用的第二把刀具的直径为首次切削开粗刀具直径的1/2,三次开粗所用的第三把刀具直径为第二把的1/2,以此类推,将模具型腔及凸模拐角处的材料清理干净,利用精加工策略进行高速精加工,刀具一般根据加工的复杂程度选用圆鼻刀或球刀。④垂直或水平拐角处的清角一般结合垂直或水平R角来选取清角刀具。
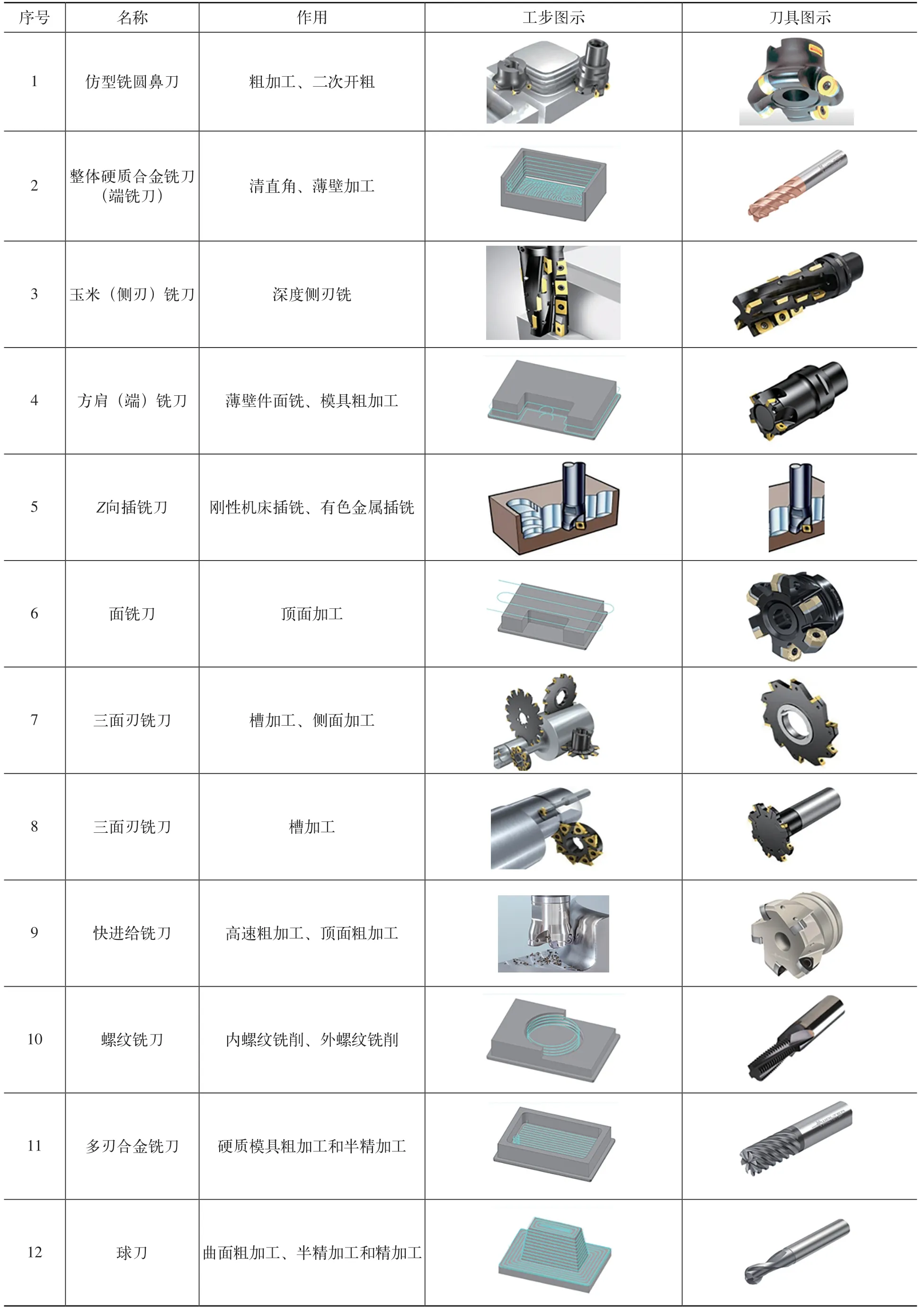
表2 模具加工工步及刀具选取
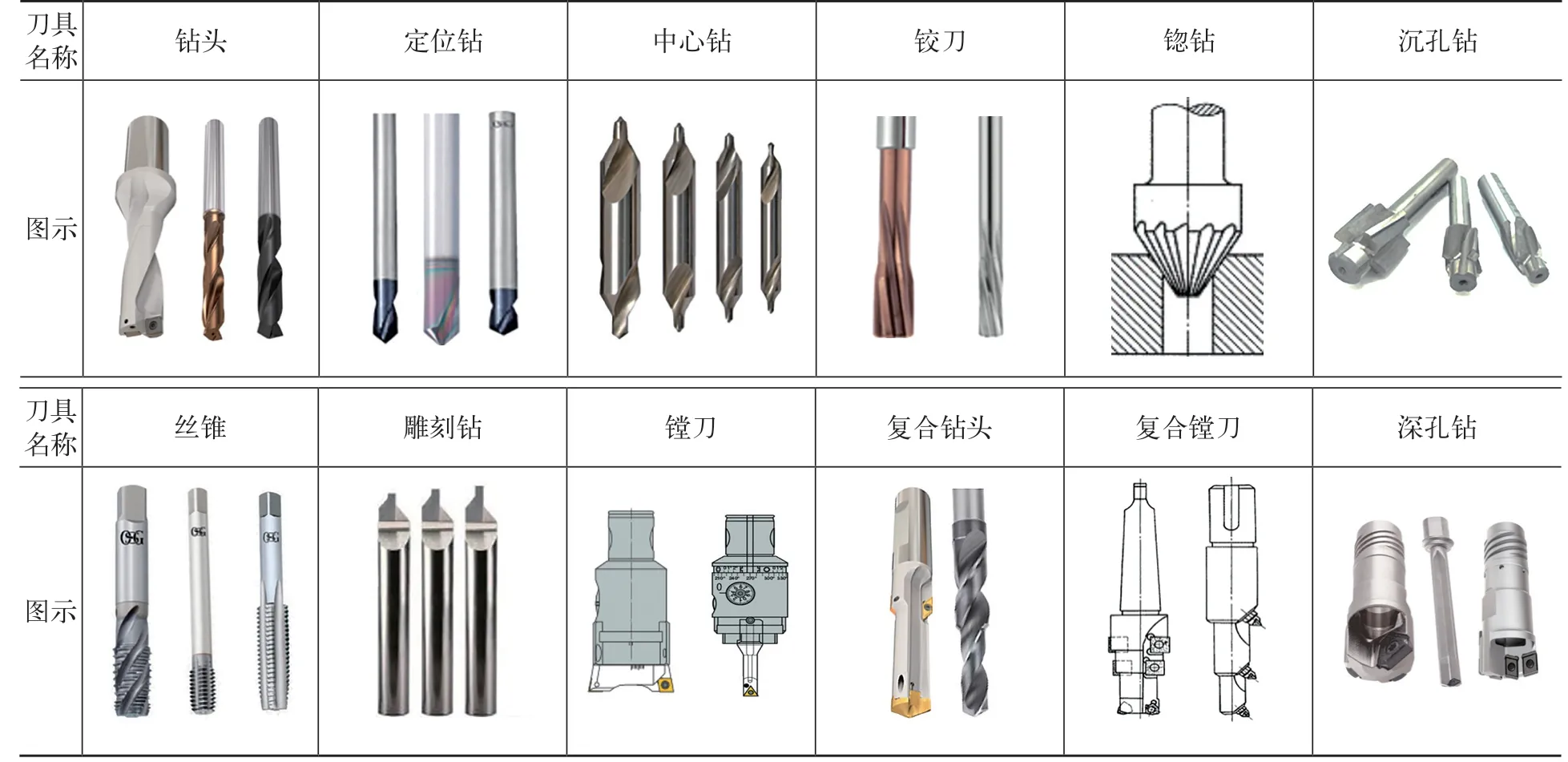
表3 孔类加工刀具
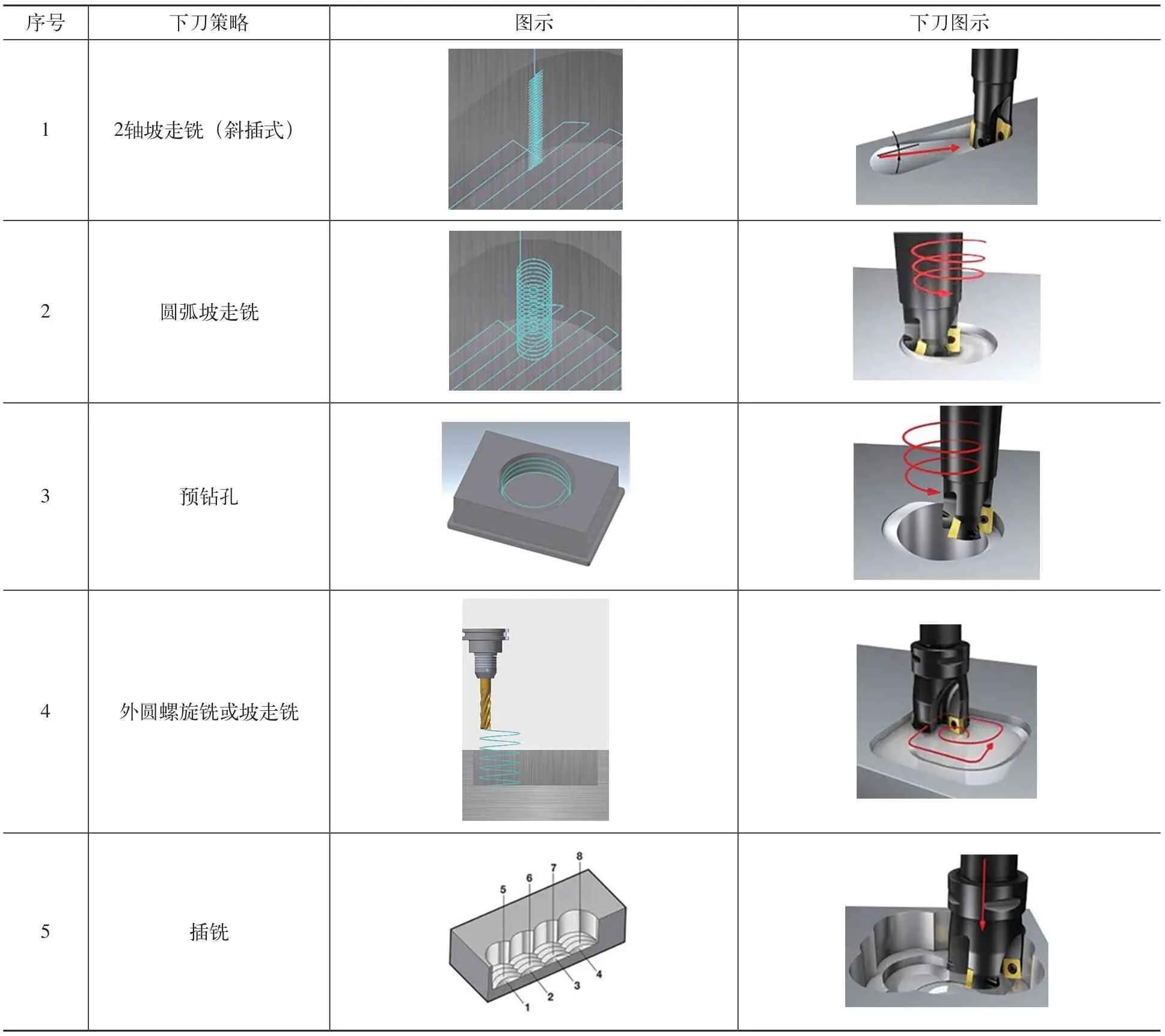
表4 刀具下刀方式

(续)
4.2 不同模具加工的刀具选取案例
(1)汽车凸模加工 汽车凸模(见图3)材料为Cr12,硬度为28~31HRC,采用湿式加工,不进行后期热处理,加工该模具时的刀具选取见表5。

图3 汽车凸模

表5 汽车凸模加工刀具
(2)汽车凸模加工 翻砂铸造模(见图4)材料为铸铝,工件大小为500mm×300mm×160mm,垂直拐角半径为4mm,水平拐角半径为3mm,毛坯余量为8mm,采用消失模铸造技术进行湿式加工,加工该模具时的刀具选取见表6[2]。

图4 翻砂铸造模
(3)汽车凸模加工 型腔台板凹模(见图5)材料为HT300,尺寸为500mm×400mm×150mm,采用三轴立式加工中心进行湿式加工,在调质处理后加工,加工该模具时的刀具选取见表7。
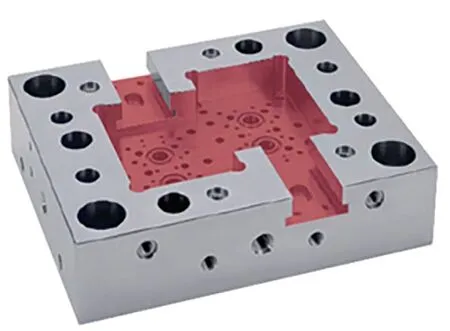
图5 型腔台板凹模

表6 翻砂铸造模加工刀具
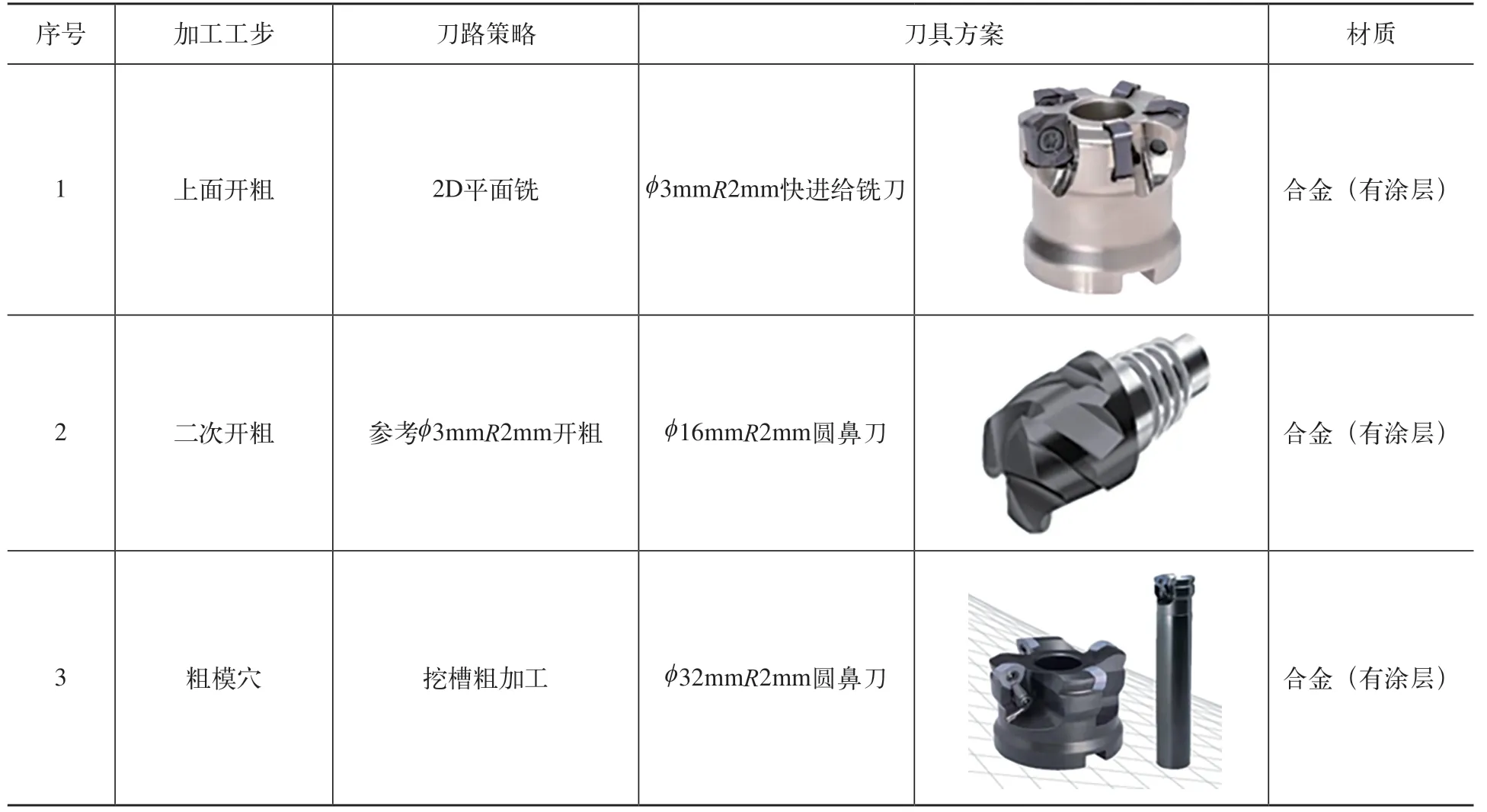
表7 型腔台板凹模加工工艺案例及刀具方案

(续)
5 新一代模具刀具
目前,世界各大刀具厂在刀具细分市场不断创新,每年推出具有竞争力的刀具来提质增效降本。可换头刀具系列得到了各大刀具制造商的积极推广,应用越发广泛,刀杆可采用合金材质,减振刀杆、合金减振刀杆的悬伸可达12倍,大大降低了加工时的振动,将表面质量提升了几个量级。最新刀具在刀杆材质、刀具结构上进行了质的优化,在粗加工和二次开粗时,可以快速地更换刀头,端铣刀头、圆鼻铣刀头、倒角头和铰刀头等都可以共用同一把刀杆,大大减少了刀具的投入,适合模具加工使用。
在模具加工中,刀杆的悬伸需要遵循刀杆最粗原则和刀杆最短原则。当直径与悬伸有冲突时,可以利用合金刀杆、可换头刀杆及减振刀杆等来降低加工时振动的频率及概率,从而保证加工的效率、成本和表面质量。刀杆按材料可分为钢制刀杆、合金刀杆、一般减振刀杆、合金减振刀杆和其他减振刀杆(3D打印刀杆等)。悬伸为3~4倍径时选用钢制刀杆,悬伸为5~6倍径时选用合金刀杆,悬伸为7~8倍径时选用减振刀杆,悬伸为10~14倍径时则应选用合金减振刀杆[3]。
对模具加工中使用的刀柄进行结构创新设计,其中部分创新刀柄见表8。
先进提效刀具的高效率指的是提升切削三要素的能力,即提高切削速度、背吃刀量ap和进给量fz(或进给速度vf),先进提质刀具的提质就是指降低失效模式、优化减振效果和提升表面质量。结合六大材料组及特定的切削状态(特别是容易粘刀的航空铝合金薄壁零部件及易发生磨损失效的钛合金、镍基合金等)制作专用刀具,针对热处理后硬度在60HRC以上的模具材料加工,部分创新刀具见表9[4]。

表8 部分创新刀柄

表9 部分模具加工创新刀具
高硬度钢、合金铝、淬火钢和高温合金等难加 工模具所使用的部分先进铣削刀片见表10。
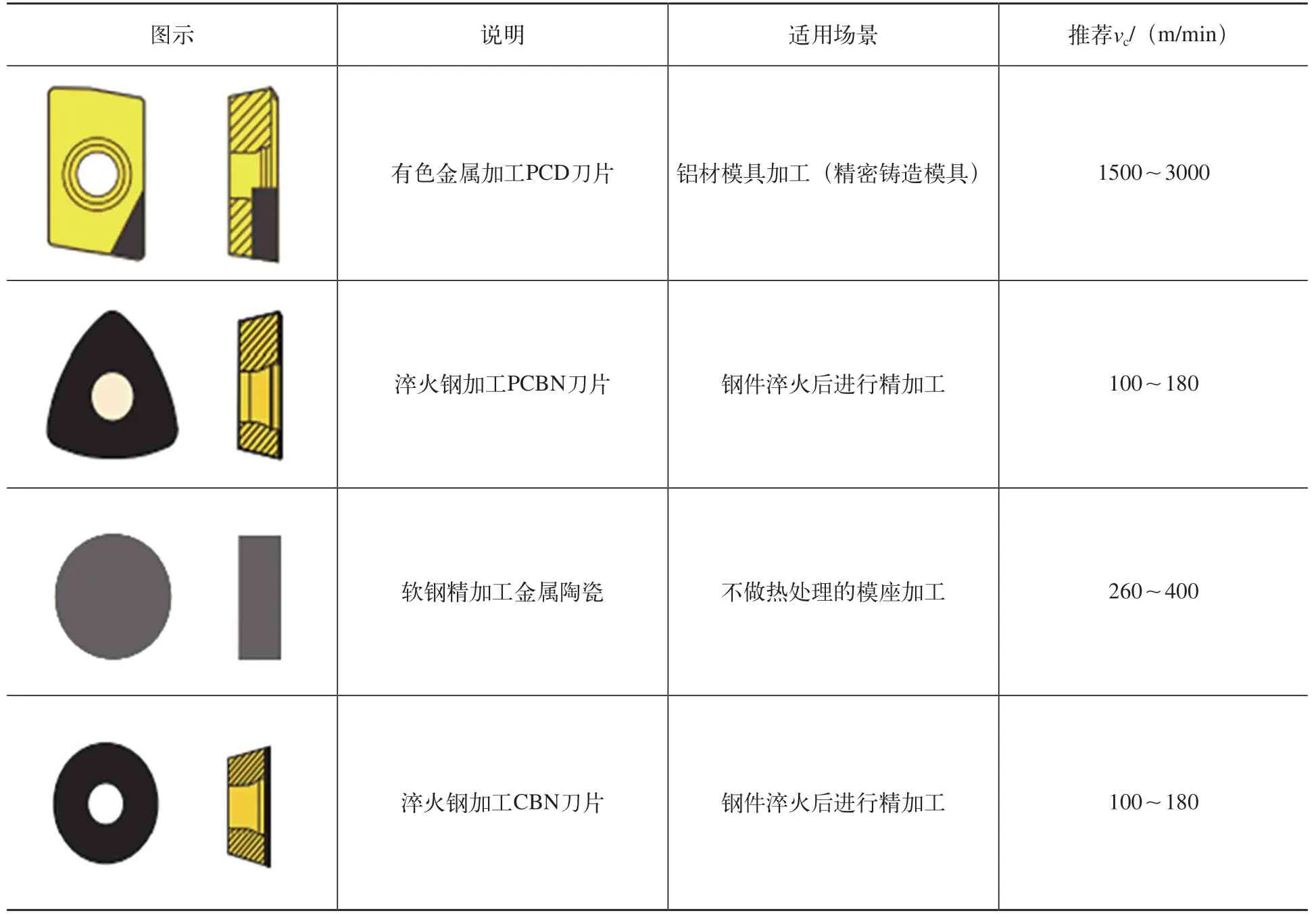
表10 部分先进铣削刀片
6 结束语
学会模具CAM软件及刀具的合理选配,是模具工程师的必修之课。通过对模具工序、工步的全面了解,针对需要加工的模具材质,匹配科学合理的刀具;通过对加工的凹凸模进行分析,制定合理的刀具路径、刀具策略和切削参数,选用合适的刀具种类进行加工,就能做到事半功倍,达到提质增效降本的目的。
