20 t高精度电炉比例压力系统的设计研究
2022-09-05王腾州任汉鼎吴年祥
张 超 姚 斌 王腾州 任汉鼎 吴年祥
(1.安徽国防科技职业学院,安徽 六安 237000;2.安徽皓越新材料科技有限公司,安徽 六安 237000)
1 国内外电炉液压系统的发展现状
电炉在工业生产中发挥着重要的作用,新技术、新工艺的应用对电炉提出更高的技术要求。孙向荣[1]通过对石横特殊钢厂康斯迪工程建设中采用的液压新技术进行分析,其中采取的重要措施对冶金行业等工程建设具有重要的参考价值。冯国光[2]通过研究发现,现代电炉采用液压控制既提高了电炉动作的控制精度和运行速度,也提高了电炉炼钢的生产效率,完全能满足现代电炉炼钢高效生产的工艺需求,并对比例控制系统的应用优势进行分析。李贵闪等[3]提出用电液比例技术、传感器、电子、计算机、网络等来提升液压机的性能,从而实现节能环保的要求。黄长征等[4]先介绍压制速度在液压机中的地位和作用,并归纳总结当前液压机压制速度的控制方式、原理、特点及应用。黄浩等[5]提出采用比例控制方案,与原有的液压系统相比,液压元件的使用数量减少,便于安装、使用和故障诊断,还可实现压力和流量的连续调节。
2 高精度电炉液压比例控制系统原理
高精度电炉液压比例控制系统中的相关要求来自企业的技术委托项目。主要的参数有:压力为16 MPa、推力为200 kN、行程为100 mm、起始压力为6 kN、压力控制精度为±0.1 MPa、位移显示精度为5 µm。图1 为高精度电炉液压比例控制系统原理图。
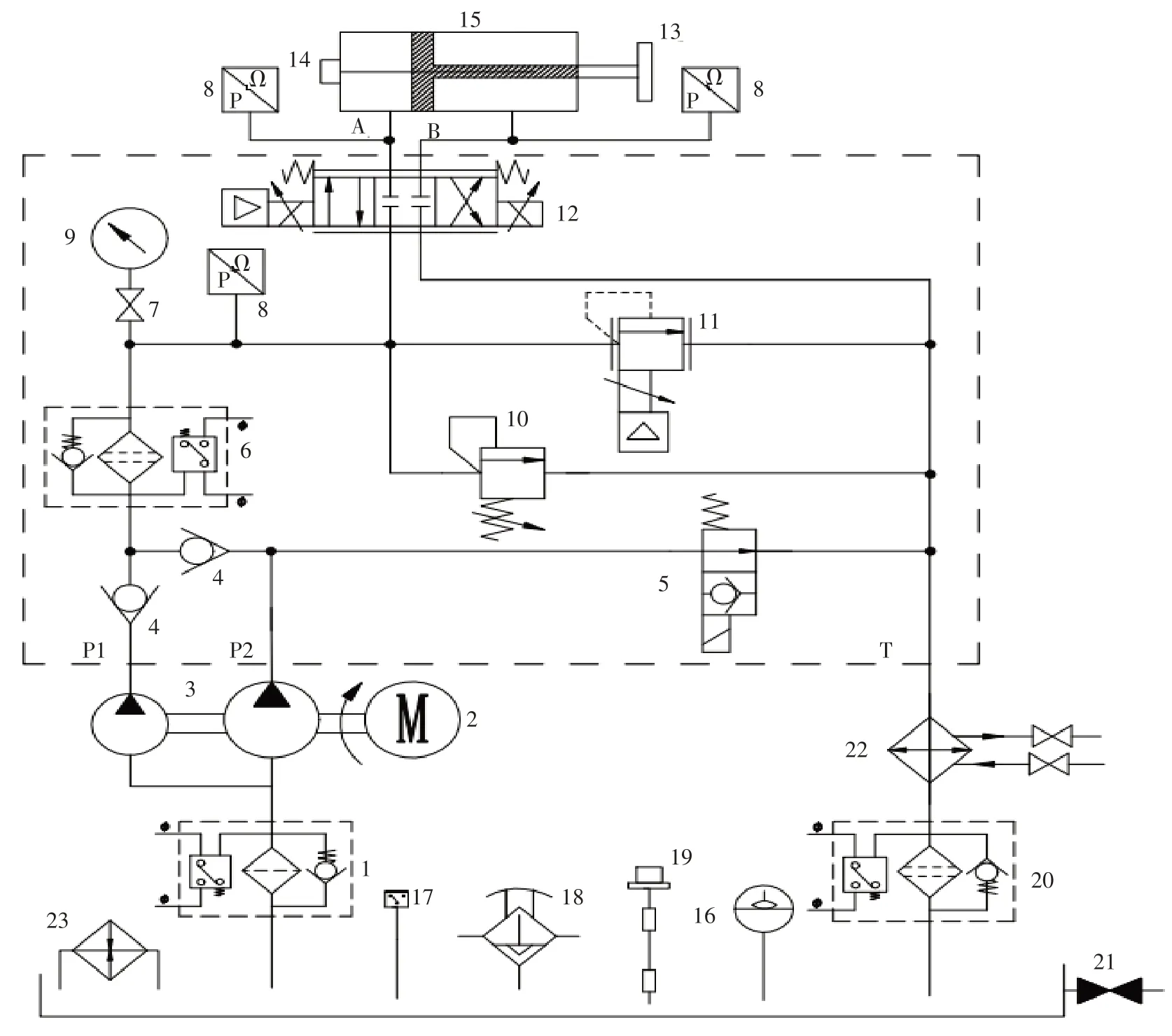
图1 高精度电炉液压比例控制系统原理图
液压系统采用比例压力阀和比例流量阀,可实现无极调压和无极调速,从而保证系统运行的超微高载特性。油缸采用磁致伸缩位移传感器,可精确控制过程及位置,精度可达5 µm,200 kN载荷(轴向)的传感器,其精度可达到0.2%。动力源采用电机驱动的双联齿轮泵,行走时双泵供油最高速度在100 mm/min 以上;保压时,可依靠液压锁锁死油路进行保压。同时,大泵经二位二通电磁阀卸荷,小泵作为辅助泵供油进行补油保压,系统以低功率低发热来完成保压要求。
3 20 t电炉液压比例系统设计
3.1 油缸设计计算
按照推力为200 kN 来考虑工况及其他无效的负载。根据经验,按照1.05 倍推力进行设计,系统压力最大为18 MPa,同时也要考虑背压及阀口压降等因素,则油缸活塞面积(缸筒面积)的计算公式见式(1)和式(2)。
式中:A为油缸无杆腔面积;Fm为设计最大载荷;Pm为系统实际允许的最高压力;D为油缸缸筒直径。
由式(1)和式(2)可知,油缸缸筒内径按向上圆整取值为125 mm、活塞缸直径取值为70 mm、行程为(100±0.1)mm。液压缸最大推力为F=Pm A=208.5 kN = 20.85 TF > 20 TF,满足最大负载要求。
3.2 油缸及位移传感器
采用内置磁致伸缩位移传感器,油缸采用法兰盘安装,活塞杆末端安装载荷传感器,如图2 和图3所示。
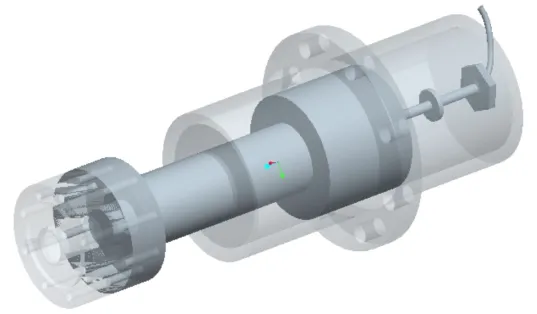
图2 油缸带磁致伸缩位移传感器三维模型
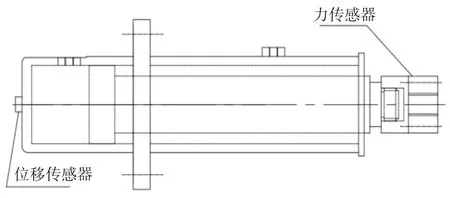
图3 油缸结构图
3.3 油缸速度计算及油泵电机选择
根据设计要求,按照行走时双泵供油速度为100 mm/min 来完成设计,此工况对速度的要求不高,越慢稳定性越好,即最大流量为Qm=VA=1.23 L/min;同时考虑到油泵效率及损失,液压泵流量为其中,V为油缸的工作速度;ηv为液压泵容积效率。
选择由意大利Marzocchi 公司生产的型号为GHP1A-D-2+0.25D18 的双联高压齿轮泵,大泵排量为1.4 mL/r,流量约为2 L/min;小泵排量为0.19 mL/r,流量约为0.27 L/min。额定压力为190 bar,功率为考虑各种工况,选用三相异步电机功率为1.1 kW。
3.4 压力、起始压力、压力控制精度
选用德国力士乐公司生产的DBETE-6X/200G24K31A1V 比例溢流阀作为安全阀和压力阀,最高压力为200 bar,0 V 或4 mA 指令时P 口的最低设定压力如图4所示。
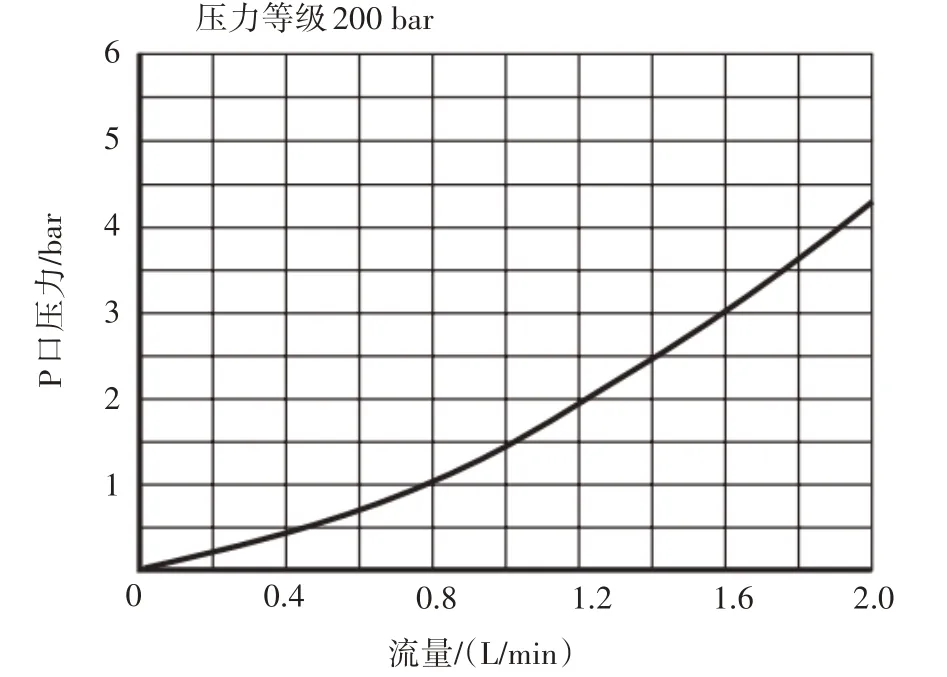
图4 P口最低设定压力与流量关系
从图4 可以发现,当流量为2 L/min 时,P 口压力仅为4.2 bar,可满足设计要求。
保压时,压力会随时间的推移而减小,因此需要辅助泵保压。将载荷(力)传感器(或压力传感器)的信号反馈给小泵和比例溢流阀,从而实现精确保压,可选用瑞士HUBA公司生产的压力传感器。
3.5 热平衡及冷却器选用
该系统是长时间的恒压系统,即要随时进行保压,因此系统一直处于高压溢流的状态,发热量累积效应将会导致温度过高,温度过高会影响压力和流量的稳定性[6]。该系统采用双泵供油,保压时,大泵卸荷,小泵低流量保压让溢流的损失量减少到最小,从源头上控制能量的损失和发热。另外,可增加冷却系统,选用风冷或水冷。附热平衡的计算公式,见式(3)、式(4)。

式中:H、H2、H1、Δt、A1、K1分别为系统的总发热功率、冷却器的散热功率、油箱的散热功率、油温与环境温度之差、油箱的散热面积、油箱的散热系数。
根据系统参数、试验数据和经验数据,可设定t1= 60 ℃(油温)、t2= 40 ℃(外界环境温度)、Δt=20 ℃。并取油箱的四个面,散热面积约为A1=0.5 m2。此处,由于油箱散热条件比较恶劣,取K1=20 W/(M2·℃)。所以,油箱散热功率H1= 200 W,约为0.20 kW。
此系统属于高压溢流,长时间低流量保压时发热最大为电机功率的15%左右。另外,还要考虑系统的效率,综合发热损失在30%左右,总发热量约为0.33 kW。所以,冷却系统可选用水冷,按理论与经验预估需要0.5 kW的冷却热量。
4 结语
随着对电炉设备的需求量不断增加,比例液压系统在电炉中的应用也越来越广泛,电炉压机在朝着自动化、智能化的高精度、高质量方向发展。在电炉电液比例系统方面,国外拥有相对的技术优势,价格相对较高,而国内通过引进、仿制、改进相关产品,已经具有一定的技术储备。目前,国内电炉企业已对5~200 t 电液比例系统展开研究,技术指标也在逐步提升,朝着更大载荷、更高精度的方向发展。本研究对硬件系统设计进行研究,对控制系统和控制策略算法等进行优化[7]。下一步,还要对电炉压机比例压力闭环系统的力控制精度和起始力数值、电炉压机比例流量闭环系统的位置控制精度、电炉压机比例压力流量双闭环系统的实现及精度控制进行研究。
