智能制造系统的投入产出双爆炸效应分析
2022-09-01高锡荣任娇娇温平川
高锡荣,任娇娇,温平川
(重庆邮电大学经济管理学院,重庆 400065)
传统制造系统需要大量的现场人力操作,柔性差、响应慢、效率低,因而亟待向新型制造系统变革。当前,随着第五代移动通信技术逐渐进入商用,社会将迈向万物互联、虚实融合的新时代,在智能制造成为全球范围内制造业发展新趋势的背景下,我国加快发展智能制造,推动形成新一代生产方式——智能制造系统。智能制造系统的建造过程就是生产设备设施的感知化、网络化和镜像化过程。生产设备设施的感知化、网络化和镜像化,一方面将会产生高昂的建造成本,使得智能制造系统的建造会远远超出单个企业的承受能力;另一方面又会带来生产能力的剧增,使得单个企业无力消化巨额的产能,从而造成产能浪费。智能制造系统的投入成本和生产能力皆远超传统制造系统,但具体超出到什么程度尚需要构建专门的量化模型进行测算。本文拟通过构建投入产出模型,对智能制造系统的投入产出增幅进行量化测评,并基于测评结果提出智能制造系统的公共化建造及使用策略。
1 文献回顾
中文文献对于智能制造系统的研究大致分为两个方向,一是对于智能制造的理论探讨和政策解读。张曙[1]指出智能制造具体指通过感知条件下的信息化制造,和信息技术与制造技术的深度融合与集成,从而实现从产品设计过程到生产过程及企业管理服务等全流程的智能化和信息化。刘强[2]从制造技术的发展变迁和面临的新挑战出发,分析了针对智能制造内涵及特征的认知发展过程,提出了智能制造理论体系总体架构,包括理论基础、技术基础、支撑技术、使能技术、核心主题、发展模式、实施路径和总体目标。臧冀原等[3]在综合研究智能制造范式的基础上,提出了智能制造的三阶段范式:数字化制造、数字化网络化制造、数字化网络化智能化制造。孟凡生等[4]通过实证分析研究了传统制造向智能制造发展的影响因素模型,并提出了相关的政策建议。汤临佳等[5]指出智能制造是新一轮产业向数字化、网络化、信息化变革的关键技术领域,促使制造业的发展理念、竞合关系等产生根本性转变。二是对于构建公共智能制造系统的研究。王和龙[6]在探究智能制造系统标准化发展时,提出通过互联网和云平台等技术应用,实现企业之间信息共享的智能制造模式。吕文晶等[7]厘清了智能制造的内涵与主要维度,结合技术平台相关理论,深度剖析了中国企业的智能制造实施模式、企业平台建设过程与治理体系,为中国制造业企业实施智能制造、搭建工业互联网企业级平台提供了依据。
英文文献对于智能制造体系的研究主要集中于相关技术对于提高智能制造系统效果的作用,提出了若干解决智能制造系统目前现存问题的方案。Bai[8]分析了智能制造系统的特点和意义,指出了智能制造系统面临的问题,提出结合智能制造系统SDN 的概念模型。Cai 等[9]在比较制造系统和生物有机体系统的基础上,提出并描述了智能制造系统的概念。Huang[10]结合目前智能生产线远程监控的需求,建立一个具有无线网络的物联网平台。Wang等[11]针对工业4.0,提出了一种基于云计算和装配制造过程的柔性轻质板智能制造系统(LPIMS),该系统可以优化自动化生产制造工艺、节约原材料、提高生产效率。Zhu 等[12]提出了一种基于事件触发的动态实时调度机制,该机制与制造系统的软硬件分层兼容,便于系统的动态重构。Xu 等[13]鉴于目前的工业物联网系统容易出现单点故障,无法提供稳定的服务,提出了一种基于区块链的智能制造安全模型。
现有文献对智能制造系统的研究集中在探讨相关技术对建造智能制造系统的作用。目前还没有文献对5G 时代智能制造系统的投入成本和产能情况进行量化分析,也没有文献明确提出智能制造系统的建造及使用策略。
2 研究设计
2.1 核心概念
2.1.1 智能制造
智能制造,系指完全依靠智能机器而非人力来完成产品生产过程。智能机器是智能传感技术、人工智能技术、物联网技术与工业自动化技术的集成体,在产品生产功能方面具有完全取代人的能力。
2.1.2 智能制造系统
智能制造系统,系指由无人生产车间、远程镜像监控平台、工业物联网络和相关输入输出接口组成的产品制造体系。其中,无人生产车间是由一系列智能机器组成的产品生产线,包括支持智能制造的边缘计算系统;远程镜像监控平台是对无人生产车间的远程投影,主要功能是对无人生产车间进行实时动态监视,必要时进行远程干预;工业物联网络承担对生产设备实施的网络链接;相关输入输出接口连接到生产订单、定制指令、产品设计、质量检验、物流仓储、客户服务等环节。
2.1.3 公共智能制造系统
公共智能制造系统,系指对社会开放的智能制造系统。这里的开放,包括系统建造上的社会众筹,以及系统使用上的社会共享。
2.1.4 爆炸效应
爆炸效应,系指一个变量相对于其基期的一个巨量膨胀式增长,增长倍数达到一个充分大的正数。
2.2 研究方法
2.2.1 投入分析方法
将智能制造系统的建造划分为若干阶段,测算各阶段的建造成本,加总得到智能制造系统的投入成本函数;与传统制造系统的建造成本进行比较,度量智能制造系统的投入爆炸效应。
2.2.2 产出分析方法
构建智能制造系统生产函数,分析智能制造系统的单要素产出效率和多要素匹配效率;与传统制造系统的产出进行比较,度量智能制造系统的产出爆炸效应。
2.2.3 爆炸效应度量方法
投入产出爆炸效应采用比值度量法,即用智能制造系统的投入(或产出)量,除以传统制造系统的投入(或产出)量。如果该比值为一充分大的正数,则可认定为爆炸。
3 智能制造系统投入爆炸效应
3.1 智能制造系统建造阶段划分
智能制造系统的建造过程,就是机器设备的感知化、网络化和镜像化过程。其中,感知化就是给机器设备嵌入足够多的智能传感器,赋予设备充分的智能感知功能;网络化就是构建工业物联网,将机器设备全部联网,使得设备之间建立紧密联系;镜像化就是运用数字孪生技术构建制造系统在网络空间的虚拟镜像,让机器实体与其镜像之间建立实时互动关系。上述过程可概括为图1。

图1 智能制造系统的建造阶段划分
3.2 智能制造系统三化成本测算
3.2.1 感知化成本
感知化是指为了使系统各部分机器设备具备感知能力,在设备中嵌入海量传感器,构建传感器网络。感知化成本主要表现为传感器成本,具体由传感器数量和传感器平均价格决定。智能制造系统的感知化成本函数可表达为式(1)。
3.2.2 网络化成本
网络化是指为了系统各部分机器设备之间的数据互传,构建与实体系统相对应的网络系统,实现机器设备的网络链接。网络化成本主要表现为建网成本,具体包括公共传输网络建网成本和专用物联网络建网成本。其中,公共传输网络建网成本是指本区域社会共用的5G 基础网络建网成本;专用物联网络建网成本是指制造系统专用的5G 应用网络建网成本。制造系统专用的5G 应用网络不止1 张网,其数量由系统内机器设备类型数量决定,原则上不同类型的机器设备都要单独建网。智能制造系统的网络化成本函数可表达为式(4)。


就公共传输网络的成本而言,相比于4G 时代,5G 公共传输网络的基站密度更大,两个相邻基站之间的距离缩小了约10 倍,每平方米基站数量增加了近100 倍。对于基站后续的维护成本,就同样规模容量,5G 的功耗是4G 的3~4 倍,基站建成以后的用电成本,5G 相比于4G 增加了10 倍以上。因此,5G 公共传输网的基建成本至少要增加近3 000 倍。
专用物联网成本由专用物联网构建数量和单张专用物联网平均基建成本决定。一方面,由于智能制造系统的环境条件变化众多,每一类环境条件构建一张物联网,众多类型的环境条件形成众多的物联网。此外,系统要根据机器设备、产品实体的种类和网络空间位置构建不同的物联网,因此需要构建的专用物联网数量是一个趋于无穷大的正数。另一方面,专用物联网需要存储和计算智能制造系统中的海量信息,单网成本是一个巨大的正数。
综上,智能制造系统的公共传输网络成本增加约3 000 倍,专用物联网成本趋于无穷大,则智能制造系统的网络化成本是一个趋于无穷大的正数。
3.2.3 镜像化成本
镜像是指实体系统的数字孪生。镜像化是在感知化、网络化基础上,利用数字孪生技术将智能制造系统投影成为一个数字镜像,并在虚实两个系统之间建立实时的全息互动关系。镜像化成本主要包括全息信息传输、镜像投影、实时互动所产生的成本。智能制造系统的镜像化成本函数可表达为式(8)。

综上,由于全息信息传输、镜像投影和实时互动都将产生极大的成本,智能制造系统的镜像化成本是一个趋于无穷大的正数。
3.3 智能制造系统投入爆炸效应度量
3.3.1 三化成本汇总
智能制造系统三个阶段的建造成本测算汇总于表1。由表1 可知,智能制造系统的感知化成本、网络化成本和镜像化成本都是趋于无穷大的正数,因此,智能制造系统的三化成本皆为趋于无穷大的正数。

表1 智能制造系统的建造成本汇总
3.3.2 投入爆炸效应分析
传统制造系统的投入成本主要表现为机器设备的购置、安装、调试及维护成本,而智能制造系统的投入成本除了机器设备成本,还包括感知化成本、网络化成本、镜像化成本。假设两个系统的机器设备成本投入相同,则传统制造系统的投入成本、智能制造系统的投入成本可分别由式(11)、式(12)计算。

式(13)表明,相比于传统制造系统,智能制造系统的投入成本会增加M倍。由于M为充分大正数,故可以认为智能制造系统将会发生成本投入爆炸。
4 智能制造系统产出爆炸效应
4.1 智能制造系统生产函数构建
4.1.1 传统制造系统生产函数
生产活动是通过要素投入而获得产出的过程。设共有n种生产要素,则生产函数可表达为式(14):


4.1.2 智能制造系统生产函数
完全的智能制造系统是无人的。在智能制造系统中,智能机器整合了传统的技术、资本、劳动三要素。首先,智能机器本身作为生产设备,直接体现了资本要素;其次,智能机器彻底取代人力,同时体现了劳动要素;最后,智能机器自主学习的智能特征,使其成为技术要素的载体。智能机器对传统三要素的整合,使得传统的多要素生产函数演变为单要素生产函数。基于式(15),可推导得出智能制造系统的生产函数如式(16):

4.2 智能制造系统产出效率增幅
4.2.1 劳动效率增幅
传统制造系统中的劳动要素是指人的体力劳动。人的体力劳动受制于人类生物学属性的限制,力量强度十分有限,操作精细度不够,难以保持动作一致性,环境耐受性差,易出现肌肉疲劳和躯体损伤,需要足够的休息和恢复时间。
智能制造系统采用智能机器取代人的体力劳动,在力量强度、操作精细度、动作一致性、环境耐受性、抗疲劳、抗损伤等方面都得到巨大的提升,工作时间不再受生物学恢复的制约。由此,智能机器代替人力,将带来劳动效率的巨幅提升,提升幅度可表示为式(17):

4.2.2 资本效率增幅
传统制造系统中的资本要素是指生产工具,主要表现为生产用的机器设备。传统机器设备是没有智能的,缺乏自主性和灵敏性,运作中离不开人的操控,因而易受人为操作因素的影响,从而影响生产效率的发挥。
智能制造系统采用智能机器取代传统机器设备,可大幅度提升机器的自主性和灵敏度,运作过程不再受人为操作因素的制约,因而生产效率得到巨大的提升。由此,智能机器代替传统机器设备,将带来资本效率的巨幅提升,提升幅度可表示为式(18):

4.2.3 技术效率增幅
传统制造系统中的技术要素是指人的脑力劳动,技术应用水平受限于人脑的学习能力。人脑受自身生物学属性的限制,脑组织的生存及工作条件极其严苛,人脑细胞通常只适合在37℃、1 个大气压、地表大气成分等条件下工作,条件稍微变动即会受损失活。并且人脑无力承受高速度、高强度的脑力活动,因为人脑若高速度、高强度活动会导致脑温、脑压升高,从而带来不适、疲倦甚至不可逆性损伤。此外,因受生物学因素限制,人脑细胞的平均开发程度大约只有1%,而这1%当中能够同时激活的又不足1%,即人脑充其量只能同时激活不足1‰的脑细胞。因此绝大多数脑细胞被闲置浪费,且经常会遗忘某些信息以缓解大脑压力。此外,人脑极易受到主观情绪的影响,从而大大降低学习决策的质量和效率。
智能制造系统采用智能机器取代人的脑力劳动,能够全方位弥补人脑的生物学缺陷,在各种严苛环境下都能实现高速度、高强度的智力活动,最大程度地克服脑力闲置浪费、信息遗忘及情绪干扰等负面效应,从而极大地提升智力活动的效率。由此,智能机器代替人脑,将带来技术效率的巨幅提升,提升幅度可表示为式(19):

4.2.4 要素匹配效率增幅
传统制造系统中的劳动、资本、技术三要素之间存在协调磨合问题,三要素之间一般很难达到完全匹配,相互之间总是存在摩擦成本(记为f摩擦),因而会造成要素匹配效率损失。
智能制造系统中,智能机器将传统的劳动、资本、技术三要素整合为一体,不再存在要素间的协调磨合问题,要素间的摩擦成本无限趋于0,从而使得要素间的匹配效率达到最大化。以两大制造系统要素间摩擦成本倒数之比,可定义智能制造系统要素匹配效率增幅N匹如式(20):

4.3 智能制造系统产出爆炸效应度量
4.3.1 产出效率增幅汇总
智能制造系统的产出效率增幅汇总列于表2。由表2 可知,相对于传统制造系统,智能制造系统的单要素产出效率增幅和要素匹配效率增幅都是趋于充分大的正数。
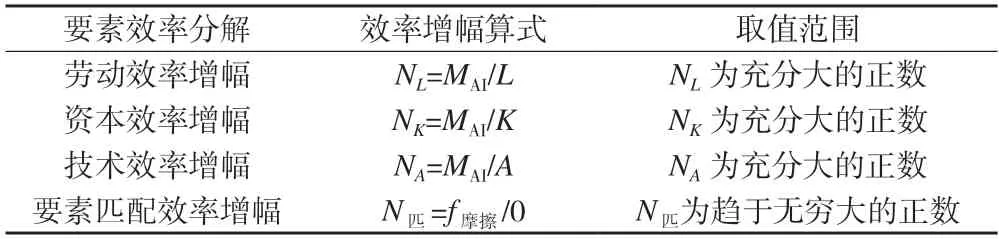
表2 智能制造系统的产出效率增幅汇总
4.3.2 产出爆炸效应分析
相比于传统制造系统,智能制造系统的产出效率增幅趋近于一个充分大的正数。对比式(15)和式(16),可定义智能制造系统相对于传统制造系统的产出增幅,其算式如式(21):

5 智能制造系统公共化建议
5.1 智能制造系统建造公共化
从以上分析可知,智能制造系统的投入成本远远高于传统制造系统。以钢铁行业为例,目前国内该行业单个企业最大的固定资产规模约为147 万亿元;而即使只是初级的钢铁智能制造系统,其建造成本至少也要在105 万亿元水平,远超现有企业的承受能力(参见表3)。

表3 钢铁行业制造系统的建造成本对比
智能制造系统在成本投入方面的爆炸式增长,使得单个企业再也无力独自承担智能制造系统的建造。有鉴于此,本文建议采用公共化的智能制造系统建造模式,即:以行业内全体企业为主体,采用社会化众筹模式,面向全社会开放筹资建造本行业的智能制造系统。
5.2 智能制造系统使用公共化
从以上分析可知,智能制造系统的生产能力远远高于传统制造系统。以钢铁行业为例,目前国内该行业单个企业最大的粗钢生产能力约为9 600 万吨;而即使只是初级的钢铁智能制造系统,其粗钢生产能力至少也达106 万吨水平,远超现有企业的产能极限(参见表4)。

表4 钢铁行业制造系统的生产能力对比
智能制造系统在生产能力方面的爆炸式增长,使得单个企业再也无力独自消化智能制造系统的产能。有鉴于此,本文建议采用公共化的智能制造系统使用模式,即:以行业内全体企业为主体,采用社会化共享模式,面向全社会开放使用本行业的智能制造系统。
6 案例分析
6.1 案例来源
本研究案例分析中提及的公司内部数据均由本研究项目组(以下简称“项目组”)深入企业调研获得,本研究组于2021 年12 月共调研走访了4 家企业,参观了其智能车间、厂房,了解了其产品生产工艺,并与公司的高层管理人员、技术人员进行了深度交流,探析了其企业智能化建设过程中的经验和卡点问题。
6.2 H 公司第一期项目简介
H 公司是某市政府为了生产第8.5 代薄膜晶体管液晶显示器件而与T 公司合资成立的项目公司,一期项目于2009 年11 月16 日签约启动,2010 年1月项目正式开工,并在9 月实现陈列厂房如期封顶,10 月份获得银团贷款后,继续建设并于12 月主体厂房提前封顶,于2011 年陆续安装生产设备后,正式投产。8.5 代线也是迄今为止国内首条完全依靠自主创新、自主团队、自主建设的高世代面板线。
6.3 H 公司的建造模式
6.3.1 项目投资额度增幅分析
以TFT-LCD 面板产业为衡量标准,将中国第一代生产线的投资额作为基础参照,对比分析我国面板产业的投资增幅。中国TFT-LCD 产业起步于1998年,长春的吉林彩晶电子股份有限公司从日本DTI引进了第一代生产线,基片尺寸300 mm×400 mm,投资1.5 亿美元[14],按1998 年的汇率计算,第一代生产线的投资约为12.42 亿人民币。而H 公司第一期项目的预算总投资约是245 亿元人民币,是我国为了发展高世代液晶面板生产线而提出建设的项目,是某市有史以来的最大工业项目。对比分析,可知相比于第一代生产线,8.5 代生产线的成本提高了约20 倍,由于生产线贬值和货币贬值具有对冲性,并且生产线贬值一般会大于货币贬值,故此处可以不考虑时间因素对98 年投资金额的影响,则投资额度的对比可表示为表5。

表5 案例企业投资额度对比分析
总的来说,相比于第一代生产线,8.5 代生产线的投资成本发生了跃升,且据调研可知,目前H 公司生产车间的智能化水平仍处于初级阶段,车间的传感水平仍存在诸多缺陷,如粒子浓度的传感不精确。为了克服现存的智能化缺陷,需进一步加大智能化建设,加大成本投入,因此在智能化升级的过程中,成本就会发生更大幅度的膨胀,到完全智能化则可能发生成本投入爆炸。
6.3.2 项目产能对比分析
在数据易得性的基础上,利用市场占有率来衡量TFT-LCD 面板产业的生产能力,并进行对比分析,具体可表示为表6。从以上分析可知,1998 年我国第一代生产线的月生产能力为玻璃基板约3 万张,年产10.4 英寸屏36 万块,在全国市场上的份额占比几乎为0。而据H 公司统计,2020 年8.5 代生产线生产的55 寸电视面板市场占有率全球第一,国内市场占有率约为28%,月产能达到14.5 万片/月,超出了当时的设计产能10 万片/月。

表6 案例企业市场占有率对比分析
对比我国第一代生产线的产能情况,8.5 代生产线2020 年的市场占有率全球第一,且H 公司目前各种型号的面板市场占有率都位于全球前列,其产能不仅能够覆盖国内市场,甚至广泛出口于欧非等地区。而随着智能化的进一步升级,生产线的产能就会发生更高程度的跃升,面板的产能增幅将会趋于爆炸。
6.3.3 公共化建造策略
正是基于上述8.5 代生产线的建设项目投资巨大,T公司自身不具备单独投资建造的能力,故2009 年,T 公司董事长向某市领导提出组建团队自主建线的建议。2010 年初,某市政府同意与T 公司联合成立8.5 代线的项目公司H 公司,由政府出资50%,T 公司出资50%,共同投资100 亿元组建。在实际的建设过程中,政府也承担了资源整合和政策扶持的角色。8.5 代线是我国第一条自主建造的生产线,政府在建设过程中参与了技术沟通、人才引进等事项,也给予了H 公司从原材料供应到后期生产销售等活动的渠道支持。至此,8.5 代生产线建设项目不仅在建设模式上融合了政府参与,使资产带有公共化性质,在建设过程中,政府的扶持也给该项目贴上了公共化的标签。因此,H 公司的建设模式完全符合于本文提出的在单个企业无力独自承担建造成本的背景下,采用公共化策略建造项目的建议,也证明了本文所述智能制造系统项目建设的现实性。故建设行业内共同投资、产能共享的智能制造系统是解决成本过高、产能过剩问题的有效途径。
6.4 非公共化建造存在的问题
6.4.1 生产线的通用性差
C 公司是国内著名的家电生产厂商,以其产品—55 寸电视机的生产为例,在借助物联网的背景下,基于成本收益的角度,C 公司建立了自己的智能生产线,但与其他生产55 寸电视机的厂商相比,他们生产线的差异较大,且设备的协议不通,这就导致了即使是生产相同型号的产品,厂商间的生产线也不能相互借用,生产线的通用性极差。
6.4.2 成本过高、剩余产能难消化
就投资成本而言,单以其中的机芯生产工艺为例,C 公司的机芯自动化生产车间就投资巨大。具体来说,该车间约有15 条自动化机芯生产线,180余台设备,每台设备的成本都在400 万元~800 万元不等,也就是说,单机芯自动化生产车间就需要投入10 亿元左右。而目前的智能化水平下,车间中仍有人工进行辅助操作,并未完成打通制造环节的所有数据壁垒,把人从生产的前台转移到后台。此外,企业目前的智能化设备大多是定制的,在成本的限制下,智能化设备的传感维度也受到限制,如空气中杂质浓度无法测量。故若要进一步提高智能化水平,需加大成本投入。而随着机芯车间智能化程度的进一步提高,需要投入的成本将会进一步膨胀,将给企业造成更大的压力,且车间的产能也会膨胀,目前的产能已经能够出口国外市场,故若企业不能完全消化,将造成极大的浪费。
因此,在此背景下,生产完全相同产品的企业建造自身独立的生产车间不仅会给企业造成巨大的资金压力,也会造成资源的浪费。此外,更高等级的智能化水平下,企业间共建共享也有助于分摊成本、充分利用产能,进一步解决企业间目前存在的设备孤岛问题,提高生产线的通用性。
7 结论
本研究以传统制造系统为参照,运用成本函数和生产函数工具,分析了智能制造系统的投入产出特征,测度了智能制造系统的投入产出爆炸效应,并提出智能制造系统公共化建议,运用具体案例进行了验证分析。具体研究结论如下:
(1)将智能制造系统的建造过程划分为感知化、网络化、镜像化3 个阶段。其中,感知化是在生产设备中嵌入海量传感器,赋予生产设备智能响应功能;网络化是构建制造系统物联网,赋予生产设备互联协同功能;镜像化是构建制造系统的数字孪生体,赋予生产设备虚实融合功能。
(2)构建智能制造系统的感知化成本、网络化成本、镜像化成本函数,从多维成本扩张视角分析智能制造系统的成本膨胀来源;并与传统制造系统的建造成本进行比较,得出智能制造系统发生了成本投入爆炸。
(3)构建智能制造系统的单要素整合式生产函数,从要素嬗变与匹配视角分析智能制造系统的产出效率增幅来源;并与传统制造系统的生产能力进行比较,得出智能制造系统发生了生产能力爆炸。
(4)基于智能制造系统的投入产出双爆炸效应,提出智能制造系统的公共化建造与使用策略,以此破解单个企业无力承担智能制造系统天量造价、无力释放智能制造系统天量产能的难题,进而推动智能制造系统早日进入实用阶段。
