基于Hilbert 曲线磁粒研磨轨迹均匀性实验研究
2022-08-30张志鹏陈燕潘明诗吴炫炫高慧敏
张志鹏,陈燕,潘明诗,吴炫炫,高慧敏
(辽宁科技大学 机械工程与自动化学院,辽宁 鞍山 114051)
目前,随着科学技术的发展,磁粒研磨技术被广泛应用于高精密机械、仪器仪表和航空航天等领域的产品加工,这些领域对工件的加工精度和表面质量的要求越来越严格[1-3]。工件的表面质量,尤其是研磨均匀性,是评判加工质量优劣的重要指标,而研磨均匀性以研磨轨迹均匀性为主要的表现形式[4]。研磨轨迹的均匀性与加工路径的选择有着直接的关系。传统的直线往复式平面磁粒研磨加工技术存在研磨不均匀、材料去除量不一致等问题。由于传统的平面磁粒研磨只是磁极的旋转和单一方向的直线进给运动,这样加工时研磨轨迹的重复性较强,部分研磨条纹易深化,不易获得良好的表面粗糙度[5]。
刘清等[6]针对传统的直线往复式研磨的轨迹覆盖不均匀等问题,建立了x–y联动的平面研磨轨迹模拟仿真,并选取了最佳的组合参数,验证了x–y联动平面研磨方法的有效性,但是针对研磨轨迹均匀性的评定没有提出准确数值化的衡量标准。焦安源等[7]通过在磁极自转的基础上施加公转的运动方式优化“磁粒刷”的运动轨迹,并进行了实验研究,结果表明,优化后研磨轨迹的均匀性较传统的平面磁粒研磨方法有所提升。该研究仅针对加工研磨路径进行了初步探讨,未进行深入的优化改进,与传统的研磨方法一样,也存在加工范围有限等问题。
针对上述问题,区别于传统的直线往复式的平面磁粒研磨,文中采用Hilbert 曲线作为研磨路径进行加工。直接采用Hilbert 分形曲线进行研磨会造成研磨轨迹分布的不均,对Hilbert 分形曲线进行几何特征的修正,通过将Hilbert 研磨路径与修正后的Hilbert研磨路径进行对比分析,建立笛卡尔坐标系,将工件表面划分为5 mm×5 mm 的小网格,采用离散系数Cv来评估修正后Hilbert 曲线的研磨轨迹均匀性。
1 Hilbert 曲线优化
1.1 Hilbert 曲线
Hilbert 曲线是一种空间填充曲线。首先把一个正方形等分为4 个小正方形,依次从左下角的正方形中心点出发往左上角正方形中心点,再往右到右上角的正方形中心点,再往下的右下角正方形中心点,此为一次迭代。若对这4 个小正方形不断地划分为更小的4 个小正方形,一直迭代,将其中心点连接起来,最终就可以得到一条可以填充整个正方形的曲线,这就是Hilbert 分形曲线[8],其大致过程如图1 所示。

图1 Hilbert 曲线生成过程Fig.1 Hilbert curve generation process: a) first order Hilbert curve;b) second order Hilbert curve; c) third order Hilbert curve
1.2 Hilbert 曲线几何特征优化
若直接采取原始的Hilbert 曲线进行研磨,则在工件表面产生的研磨轨迹存在覆盖不均匀等问题。如图2 所示,在原始的Hilbert 曲线的4 个拐角处,产生的研磨轨迹存在密集区域。该区域内工件的材料去除量将会相对较大,造成过度研磨,而在Hilbert 曲线中间区域,其研磨轨迹相对稀疏,该区域的材料去除量将会较小,这将会出现工件表面材料去除分布不均匀的现象。由此,文中对原始的Hilbert 曲线进行几何形状改进,以达到研磨方向多变且研磨轨迹均匀分布的目的,从而获得均匀的表面质量。
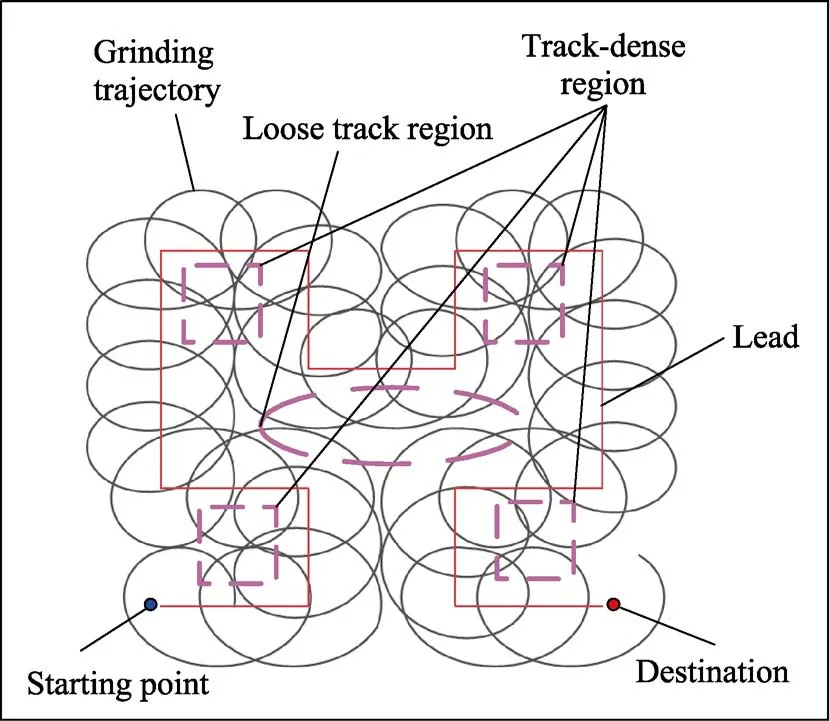
图2 原始Hilbert 曲线研磨轨迹Fig.2 Original Hilbert curve grinding trajectory
因为原始Hilbert 曲线的研磨轨迹不能实现工件表面的均匀覆盖,所以在原始Hilbert 曲线的基础上对其几何特征进行了修正。将研磨轨迹密集区域向研磨轨迹疏松区域扩展,以改善研磨轨迹的分布。由于Hilbert 曲线内部的空间较大,在上述基础上,连接线(二阶Hilbert 曲线虚线部分)又做出了一个内凹的几何变化。通过对Hilbert 曲线的几何特征进行修正,以改善研磨轨迹的分布。
如图3 所示,在一阶Hilbert 曲线的直线D1-D2下侧增添一个新点D12,直线D2-D3左侧增添一个新点D23,直线D3-D4上侧增添一个新点D34,这样既对拐角处的轨迹进行了分散化,又向曲线内部增加了研磨轨迹的密度。

图3 Hilbert 曲线初步改进Fig.3 Hilbert curve preliminary improvement
按照初步修改的Hilbert 曲线进行研磨轨迹仿真,如图4 所示。由图4 可以看出,研磨轨迹密集和疏松区域的轨迹分布不均等问题均有所改善。
虽然对原始Hilbert 曲线进行了初步改进,这对研磨轨迹均匀性分布有着积极的作用,但在Hilbert中间区域仍存在轨迹疏松区域,如图4 所示。由此,需要对Hilbert 曲线进一步进行修改,以控制研磨轨迹向Hilbert 曲线内部延展,具体修改如图5 所示。在初步修改Hilbert 曲线的基础上对其连接线部分进行了修改,连接线P1–Q1右侧增添一个新点P11,连接线P2–Q2下侧增添一个新点P22,连接线P3–Q3左侧增添一个新点P33。

图4 初步改进的Hilbert 曲线研磨轨迹Fig.4 Initial improved Hilbert curve grinding trajectory

图5 Hilbert 曲线的最终改进Fig.5 Hilbert curve eventual improvement
如图6 所示,经过进一步修改的Hilbert 曲线研磨轨迹,在工件表面不仅满足了研磨轨迹复杂化和研磨方向多变的需求,而且研磨轨迹的分布明显优于原始的Hilbert 曲线,避免了研磨工件表面时造成的欠研磨和过度研磨现象的出现。

图6 最终改进的Hilbert 曲线研磨轨迹Fig.6 Ultimate improved Hilbert curve grinding trajectory
2 平面磁粒研磨基本原理
2.1 磁粒研磨原理
平面磁粒研磨是一种利用磁力来进行机械研磨的特种加工技术,将工件(SUS304)置于强磁场中,在磁场中填充磁性磨粒。磁性磨粒在磁场的作用下对工件表面产生研磨压力,保持一定的间隙。当工件相对磁场存在相对运动时,磁性磨料会对工件表面产生研磨光整作用[11]。该过程如图7 所示,磁性磨料中的铁基体被磁极磁化,磁粒沿着磁力线排布,形成“磁粒刷”,磁性磨粒吸附在磁极端部由机床主轴驱动旋转。将工件固定在铣床移动平台上,完成二维的进给运动,实现磁极与工件的相对运动[12-14]。
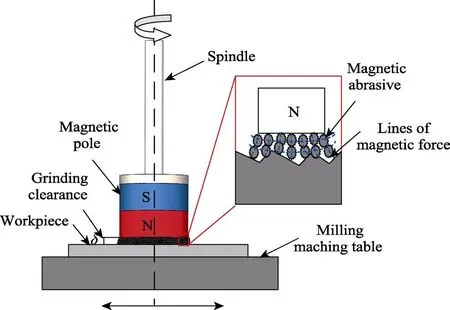
图7 磁粒研磨原理Fig.7 Schematic diagram of magnetic particle grinding principle
2.2 磁粒的相对运动分析
在机械研磨过程中,工件表面材料的均匀去除是评价研磨加工效果的关键。根据Preston 机械研磨抛光材料数学模型,材料去除量的计算见式(1)。
中国禅宗创于唐朝,而日本禅宗则是在中国禅宗传入后,与本土文化结合后形成,从时间来说,形成于中国宋元时期。

式中:M为材料去除量;Kp为去除系数;p为研磨压力;v为研磨粒子相对于加工表面的运动速度;t为研磨时间。
在磁场中,磁性磨粒聚集形成的“磁粒刷”具有一定刚度,可以在整个磁粒研磨过程中保持与工件表面的仿形接触[15]。研磨压力p与磁场强度B、研磨间隙δ有关。在磁感应强度B、研磨间隙δ、研磨粒子的粒径和研磨液种类恒定时,材料的去除量主要取决于研磨粒子相对于加工表面的运动速度v和研磨时间t。


图8 单个磁性粒子的相对运动分析Fig.8 Relative motion analysis of single magnetic particle
2.3 不同长径比磁场强度分析
磁感应强度在磁粒研磨精加工中起着关键作用。由式(3)可知,研磨压力p与加工区域磁感应强度B成正比,即磁感应强度越强,磁场对磁粒的约束作用越大;反之,约束作用减小。在研磨过程中,当增大磁极转速时,吸附在磁极表面的磁性磨料会受到离心力的影响,致使磁性磨粒向远离磁场的方向脱落,导致大量磁性粒子不能参与有效的研磨加工。由此可见,选取一个具有较大磁感应强度的磁极是完成磁粒研磨的一个重要前提。

式中:B为磁感应强度;N为磁性磨粒的总数;0μ为真空磁导率;mμ为磁性磨粒的相对磁导率。
传统平面磁粒研磨大多采用圆柱轴向磁极进行加工,但是圆柱磁极存在“边缘效应”,即边缘处的磁感应强度较高,中心区域的磁感应强度较弱,导致磁性磨粒的分布不均匀。为了提高表面质量,消除磁极的“边缘效应”和磁极旋转时线速度的差异[16-20],选择外直径为20 mm、壁厚为2 mm 的轴向充磁的环形永磁极来加工工件,已知环形磁极的磁感应强度B与其长径比密切相关。为了检验不同长径比对环形磁极磁感应强度的影响,利用Ansoft Maxwell 软件建立长径比为1∶4、1∶2、3∶4 和1∶1 等4 种环形磁极模型,在仿真时,保持环形磁极的外直径(20 mm)和壁厚(2 mm)不变,环形磁极的长度L依次从5、10、15、20 mm 开始叠加,并进行三维静磁场模拟仿真。如图9 所示,对环形磁极正上方高1 mm 参考面进行仿真分析,磁感应强度最大的区域主要集中在环形磁极的正上方,磁场分布也相对均匀。通过对比磁场强度云图可知,长径比为3∶4 的磁极端面处的磁感应强度较强,说明磁极端面的磁力线分布较密集,与其他模型相比更加集中,向外扩展的趋势更小。由图9e 可知,环形磁极的磁感应强度曲线呈对称分布,环形磁极的磁感应强度并不随着长径比的增大而变大,而是存在某个临界值,若超过临界值,其磁感应强度随之减小。长径比为3∶4 的环形磁极在半径方向的磁感应强度比其他长径比的环形磁极大,达到300 mT 左右,且磁场梯度也较大。由此,选取长径比为3∶4的环形磁极进行研磨,使工件在移动过程中磁性磨粒始终保留在高磁场区域,增强磁极对磁性磨粒的束缚作用,有助于提高研磨效率。
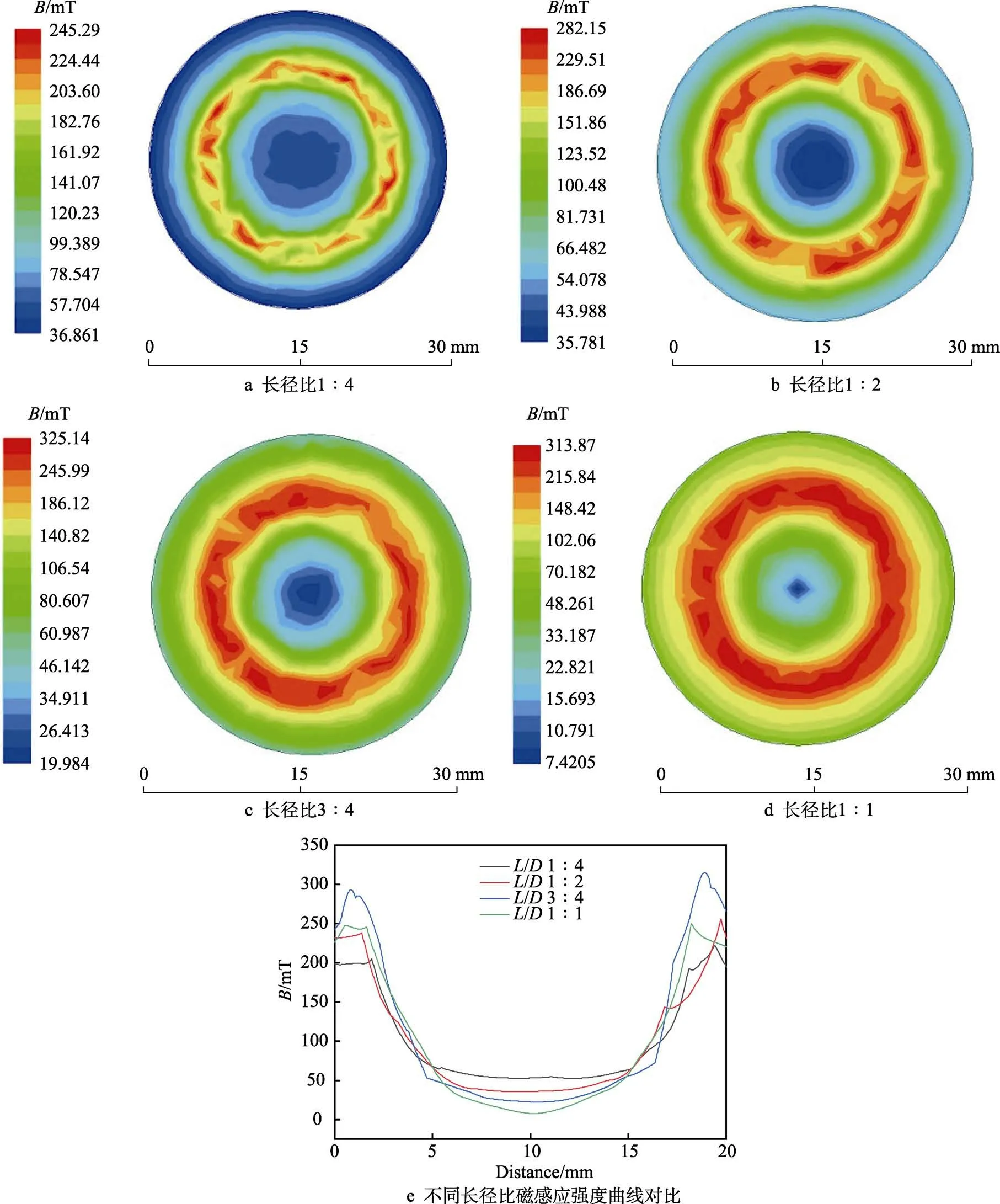
图9 不同长径比磁感应强度曲线Fig.9 Magnetic induction intensity curves with different aspect ratio: a) aspect ratio of annular magnetic poles is 1∶4; b) aspect ratio of annular magnetic poles is 1∶2; c) aspect ratio of annular magnetic poles is 3∶4; d) aspect ratio of annular magnetic poles is 1∶1; e) comparison of magnetic induction intensity curves with different aspect ratio
2.4 ADAMS 平面研磨轨迹均匀性
在ADAMS 软件中建立运动机构模型,添加机构运动的运动副,编写程序实现Hilbert 曲线研磨路径,设置机构的运动参数(如仿真时间、步数、旋转速度、进给速度等),仿真参数如表1 所示。在仿真结束后,选取磁极模型圆周上的一点作为标记点,记录其在运动过程中的行走轨迹,即永磁极相对于工件表面单颗磁性磨粒的研磨轨迹。目前,常用的网格划分方式主要有笛卡尔坐标网格和极坐标网格等,两者各有优劣。研磨区域的形状大多为圆形,使用笛卡尔坐标网格划分就会出现边界部分失真的现象,影响研磨轨迹均匀性的评定。这里的研磨区域为方形,工件表面边缘区域为有效研磨区域,对均匀性评价的精度影响较小。由此,采用笛卡尔坐标网格划分来评定研磨轨迹的均匀性。

表1 仿真参数Tab.1 Simulation Parameters
笛卡尔网格划分示意如图10 所示。将加工表面划分为若干个5 mm×5 mm 的小网格,并计算每个网格内轨迹点的数量。利用笛卡尔网格划分方法,可以通过统计研磨轨迹在工件上的通过次数来评判研磨轨迹的均匀性。先计算网格内轨迹点的平均数和标准差,然后求出离散系数。
图10 工件网格划分示意图Fig.10 Schematic diagram of workpiece meshing
2.5 加工表面轨迹均匀性数值分析
离散系数Cv是一个无量纲量,是体现概率分布离散程度的归一化量。在比较2 组量纲不同或均值不同的数据时,应该使用离散系数Cv而不是标准差σ来评价,因此利用离散系数Cv来检验研磨轨迹线的均匀性。

通过网格内轨迹点的数目如图11 所示,传统直线往复式研磨路径的标准差为 22.998,平均数为32.139,离散系数Cv为0.716;Hilbert 曲线的标准差为29.032,平均数为63.583,离散系数Cv为0.456;初步改进的Hilbert 曲线的标准差为29.829,平均数为66.514,离散系数Cv为0.448;最终改进的Hilbert曲线的标准差为26.489,平均数为65.083,离散系数Cv为0.407。可见,最终改进后Hilbert 曲线的离散系数Cv更小,较初步改进Hilbert 曲线的研磨轨迹均匀性提高了约9.2%,较Hilbert 曲线的研磨轨迹均匀性提高了约10.7%,较传统往复式的研磨轨迹均匀性提高了约43.2%,轨迹分布更均匀。

图11 网格内轨迹点分布Fig.11 Distribution of track points in grid: a) linear reciprocating trajectory point distribution; b) Hilbert curve trajectory point distribution; c) preliminary improvement of Hilbert curve trajectory point distribution;d) finally improve the trajectory point distribution of Hilbert curve
3 实验
3.1 实验装置
平面磁粒研磨装置见图12,将环形磁极装夹在铣床主轴上,调节铣床主轴位置,使磁极下端面距离加工表面保持约2 mm 的间隙。将x–y移动滑台放置在铣床工作台上,将工件固定在x–y十字滑轨的固定架上,通过控制器来驱动x–y十字滑轨联动,完成复杂的研磨路径。在精加工时,磁性磨料在磁场的作用下形成具有一定刚度的柔性“磁粒刷”覆盖在加工表面,并对其施加一定的压力,机床主轴驱动环形磁极做回转运动,使磁极以一定速度做自转运动,同时x–y十字滑台缓慢进给,磁性磨粒在电机旋转和滑台移动的复合运动下对工件表面进行加工,从而有效地实现了材料的去除。
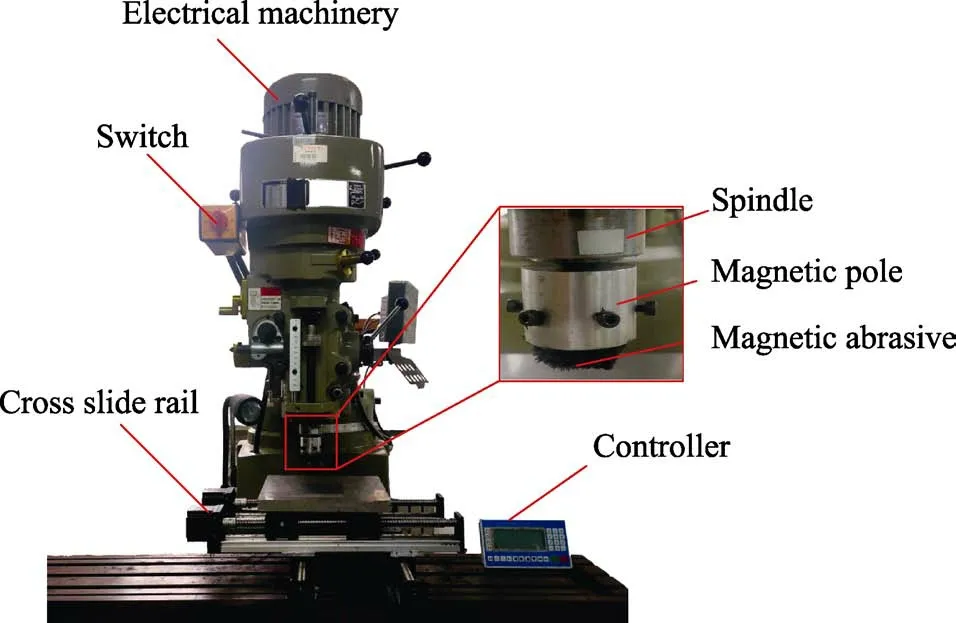
图12 磁粒研磨加工实验装置Fig.12 Experimental set-up of magnetic abrasive finishing
3.2 实验条件
此实验选取SUS304 不锈钢平板(100 mm×100 mm×3 mm)作为试件,选取工件上的9 个点作为检测位置,如图13 所示。测量点0 为工件的中心区域,测量点1、2、3、4 位于距离工件中心较近的中部区域,测量点5、6、7、8 位于距离工件中心较远的边界区域。比较这些具有代表性的测量点的表面粗糙度的降幅来验证研磨效果的均匀性。

图13 工件表面测量点Fig.13 Workpiece surface measuring point
环形磁极选用φ20 mm×φ16 mm×15 mm 轴向充磁的永磁极,材质为具有高磁能积、高矫顽力的钕铁硼永磁材料,使用的磁性磨粒由铁粉和氧化铝粉末(质量比为2∶1)烧结而成,选取的平均粒径为150 μm。每间隔15 min 添加1 次研磨液,添加研磨液能够对金属表面氧化膜起到软化作用,使其易于从表面研磨去除,从而提高了研磨效率。其中,油性研磨液的蒸发速度比水溶性研磨液的低,有利于抑制研磨热量向加工区域传导,减少热膨胀,工件的尺寸精度会有所提高。研磨前后利用超声波清洗机来清洁工件表面,具体实验参数如表2 所示。

表2 实验条件Tab.1 Experimental condition
4 结果及分析
4.1 表面粗糙度
采用JB-8E 触针式表面粗糙度仪测量直线往复式和最终改进的Hilbert 曲线研磨的工件表面的表面粗糙度,检测方式是对工件加工表面进行区域划分,分别测量具有代表性的9 个检测点附近的3 处,取其平均值。研磨30 min 后,将测量的数据与原始的表面粗糙度值进行对比,绘制出工件表面粗糙度的降幅曲线,如图14 所示。直线往复式工件中心区域和中部区域降幅较小,边缘区域表面粗糙度变化较大,降幅曲线呈现上升趋势,且整体变化剧烈,说明直线往复式加工工件存在加工质量不均匀问题。采用最终改进的Hilbert 曲线研磨路径的工件表面的不同检测位置得到的表面粗糙度降幅数值近似,降幅曲线变化平稳,降幅基本稳定在0.09 μm 左右,可见通过改进的Hilbert 曲线加工的工件表面材料去除量的均匀性较好。

图14 表面粗糙度降幅变化Fig.14 Variation diagram of surface roughness drop: a) linear reciprocation;b) ultimate improved Hilbert
4.2 表面形貌分析
使用VHX–500F 超景深3D 显微镜拍摄不同研磨路径的工件表面形貌,在200 倍镜下,观测工件表面的二维表面形貌和3D 表面轮廓云图,如图15 所示。由图15a 可知,在加工前,工件表面存在较多的拉丝成形痕迹,且存在部分凹坑,工件表面3D 云图变化剧烈,平面的最大高度差为31.4 μm。由图15b 可知,经直线往复研磨30 min 后,表面成形纹理基本被去除,遗留了一些较深的凹坑,但表面轮廓云图高度变化不均匀,说明采取直线往复式研磨方法存在去除量不一致的问题,研磨后表面不平整。从图15c 可以看出,工件沿改进的Hilbert 曲线研磨,原始的加工纹理、沟槽缺陷基本被去除,获得的工件表面光滑平整,表面轮廓变化较缓,获得了相对均匀的表面质量。

图15 不同研磨路径的工件表面微观形貌对比Fig.15 Comparison of workpiece surface microtopography with different lapping paths:a) original appearance; b) linear reciprocating grinding; c) grind along modified Hilbert curve
5 结论
1)首次将Hilbert 曲线应用到磁粒研磨中,并对其几何形状进行了修改,改进的Hilbert 曲线能够满足理想的平面研磨的实际要求,离散系数Cv由0.716降至0.407,研磨轨迹的均匀分布得到提高。
2)使用环形磁极解决了相对线速度差异造成的材料去除不均匀问题,工件表面在研磨前后的表面粗糙度的降幅对比结果表明,降幅曲线平缓,可见使用环形磁极可以实现材料的均匀去除。
3)沿Hilbert 曲线研磨可以扩大研磨的区域。由于研磨路径复杂且方向多变,使工件表面的研磨纹理无方向性,有助于提高工件的表面质量,改善其表面形貌。
