ZJ116A 型卷接机组接装纸刮纸装置的设计
2022-08-28王国峰潘恒乐甘芯齐
王国峰,潘恒乐,甘芯齐
(1.山东中烟工业有限责任公司滕州卷烟厂,山东枣庄 277599;2.常德烟草机械有限责任公司,湖南常德 415006)
0 引言
ZJ116 型卷接机组是引进德国HAUNI 公司PROTOS2-2 技术设计转化的双烟道卷接设备,经过优化改进,目前已形成了ZJ116A、ZJ116B 等系列化产品,其中ZJ116A 型卷接机组是用于常规卷烟生产的高速卷接机组,额定生产速度为14 000 支/min[1-3]。接装纸的作用是利用乳胶将滤棒与烟条紧密粘接在一起[4]。当前高速卷接机组的接装纸上胶效果较差,在搓接过程中容易出现错牙、泡皱和漏气等质量问题[5-7]。为提高接装纸的上胶效果,李超等[8]优化了PROTOS-70 接装纸上胶程序,赵斌等[9]改进了接装纸导纸辊和支架,阙祥登[10]提供一种新型胶水泵。但如何提高高速设备的接装纸上胶效果的研究鲜见报道,为此通过分析ZJ116A 型卷接机组接装纸输送路径,设计一种接装纸刮纸装置,以期提高接装纸的上胶效果。
1 问题分析
ZJ116A 型卷接机组主要通过两个引纸辊来控制接装纸的输送。接装纸输送路径如图1 所示,第1 供纸辊将接装纸引到纸环箱中形成一个缓冲纸环带,可以避免因输送过程中的剧烈波动将接装纸拉断,第2 供纸辊按生产速度将纸环箱中接装纸输送到上胶机构。刮纸器将运行中的接装纸上胶面刮毛并使之成卷曲形状,便于上胶和搓接。负压阻尼辊上有若干负压孔,负压泵提供负压,使接装纸被吸附在负压阻尼辊上,再通过第2供纸辊的牵引让接装纸产生张力,根据张力传感器检测到的接装纸张力调节比例阀,以控制负压阻尼辊的负压,实现张力的控制[11]。通过设定不同的张力参数实现不同接装纸的上胶效果,张力值越大,则接装纸拉毛程度越厉害,接装纸上胶效果越好。
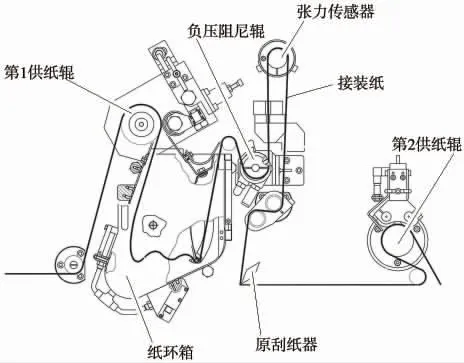
图1 接装纸输送路径
在ZJ116A 型卷接机组的接装纸张力控制系统中,张力值设定为4~15 N。实际生产过程中发现,机组的接装纸张力值设置为15 N,说明接装纸张力已设置到最大,无法再提高接装纸的上胶效果。随着加工技术的发展和环保意识的增强,接装纸的造纸工艺日趋复杂,各中烟公司开发出了烫金、压纹等新型接装纸[12-13],其吸胶性相对传统接装纸较差。高速机组的运行速度快,接装纸稍有跑偏就会导致其在宽度方向的应力不均匀,使接装纸通过刮纸器时拉毛效果不均匀,造成接装纸宽度方向上胶效果不一致,在后续搓接工序中易产生漏气、泡皱、错牙等卷烟质量缺陷。
2 改进方法
为提高接装纸的上胶效果,通过增加一个刮纸装置,对接装纸进行二次拉毛。如图2 所示,在第2 供纸辊和原刮纸器之间新增加一个刮纸器,使其刮纸效果更均匀,拉毛效果更好。刮纸器后面安装1 个吹气管,利用压缩空气将刮纸面的细小粉末吹掉,保证接装纸在进入上胶前的上胶面洁净,从而保证上胶效果。
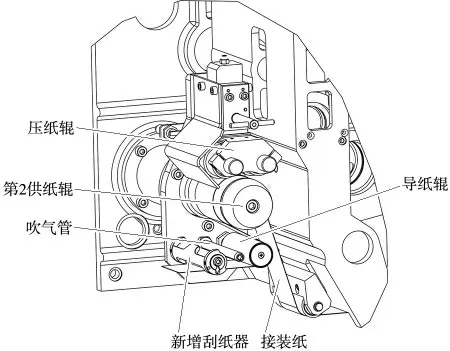
图2 接装纸刮纸装置
如图3 所示,刮纸器由支架、弹簧、锁紧块、限位块、拉毛块、螺钉等组成。支架为圆柱形,螺钉穿过支架中心圆孔安装在板上,2 个限位块套装在支架的两端,并通过锁紧螺钉进行固定,锁紧块通过圆柱销安装在2 个限位块之间,并能以圆柱销为圆心进行摆动。弹簧安放在支架的圆形孔中,整体被压缩在锁紧块内表面与支架外表面之间。支架上一侧加工了一条槽,用于安装菱形拉毛块,在弹簧的作用下,锁紧块的两侧的卡槽顶住了拉毛块的一侧,实现对拉毛块的固定。

图3 刮纸器
当需要取出拉毛块进行清洁或更换时,只需要轻压锁紧块,使拉毛块与锁紧块脱开,即可抽出拉毛块,实现拉毛块的快速更换。
当需要调节拉毛效果时,可将支架中心的螺钉松开,旋转支架,微调一定角度后进行固定,改变拉毛块棱边与接装纸上胶面的接触程度,控制接装纸上胶面的拉毛质量。
3 应用效果
3.1 设计试验
材料:“泰山(红将军)”卷烟(山东中烟公司滕州卷烟厂提供)。
设备:ZJ116A 型卷接机组(常德烟草机械有限责任公司生产)。
方法:将ZJ116A 型卷接机组的生产速度设定为14 000 支/min,分别统计改进前后3 周(每周5 个工作日,每个工作日1 班次,共检测15 班次)内出现泡皱、错牙和漏气烟支的数量。
3.2 数据分析
由表1 可见,改进后的ZJ116A 型卷接机组的泡皱烟支数量由6.27 支/班次降低到0.47 支/班次,错牙烟支数量由2.13 支/班次降低到1 支/班次,漏气烟支数量由114.4 支/班次降低到12.1 支/班次,有效提高了卷烟质量。
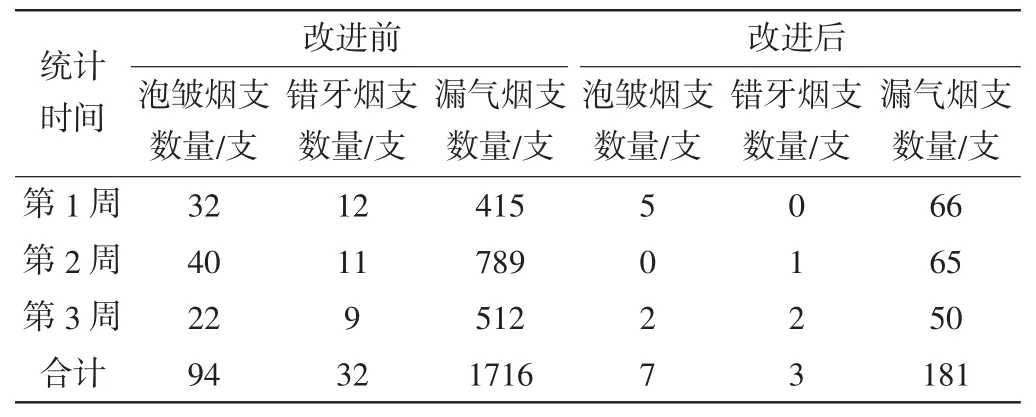
表1 ZJ116A 型卷接机组改进前后烟支测试数据
4 总结
对ZJ116A 型卷接机组增加一个刮纸器,对接装纸进行进一步拉毛处理,并利用压缩空气对接装纸拉毛面进行清洁。以滕州卷烟厂生产的“泰山(红将军)”牌卷烟为对象进行对比测试,结果表明:改进后的泡皱烟支数量降低了5.8 支/班次,错牙烟支数量降低了1.13 支/班次,漏气烟支数量降低了102.3 支/班次,提高了卷烟质量。该技术可在ZJ118、ZJ119 等卷接机组上推广应用。
