真空电子束焊机典型故障的分析与处理
2022-08-28雒补清刘海霞曹海翊
雒补清,刘海霞,曹海翊,王 坚
(晋西工业集团有限责任公司,山西太原 030027)
0 引言
公司于2006 年从国外引进1 台真空电子束焊机,应用于铝合金、铜、钢的焊接,还可以进行异种金属焊接,如铜和不锈钢、钢与硬质合金、铬与钼等,可高质量完成各类产品的焊接。
1 真空电子束焊机工作原理及焊接特点
1.1 工作原理
焊接室由三级真空泵进行抽真空处理,在达到真空焊接条件时,从电子枪发射的电子束在高电压(通常为20~300 kV)加速下,通过电磁透镜聚焦成高能量、高密度的电子束。当电子束轰击工件时,电子的动能转化为热能,焊区的局部温度可以骤升到6000 ℃以上,使工件材料局部熔化实现焊接。
1.2 电子束焊接特点
(1)加热功率密度大,焊接变形小。
(2)焊缝熔深熔宽比大,可以不用开坡口就直接焊接。
(3)熔池周围气氛纯度高,不存在焊缝金属的氧化污染问题。
在使用多年以后,真空电子束焊机陆续出现一些故障,影响到设备的正常运行。就设备故障情况进行分析,提出具体的修理方法,排除故障保证了生产。
2 C 轴直流电机的修理与改进
2.1 故障现象
该真空电子束焊机配备X、Y、Z、C 共4 个轴,驱动系统为传统的直流调速系统,由直流电机进行控制。其中X、Y、Z 为直线轴,分别控制工作台、顶部电子枪和侧面电子枪的运动;C 轴为旋转轴,用于控制工件的分度与旋转。
2020 年C 轴在生产过程中突然不能旋转,报警内容为:C轴驱动故障。经检查控制柜C 轴驱动模块输出信号正常。拆开C 轴检查,发现电机能够转动但电机轴无输出扭矩,进一步检查是电机轴疲劳断裂。
2.2 C 轴电机简介
C 轴电机型号为57343,法国某公司生产,品牌SSD,工作电压DC 35 V,电流6.5 A,转速3000 r/min。所带测速发动机型号为57270,参数为:3 mV/min。电机共包括3 部分:电机本体、测速发电机、圆弧齿同步皮带轮,3 部分共用一根电机轴。
电机本体与一般的直流电机不同,主要表现在定子和转子结构上。传统的转子绕组是细长型,绕组套在电机轴上,而转子绕组则是薄片型,上面镶嵌有铜绕组。定子由上下2 组永磁铁组成,每组由8 块永磁铁组成,分别为N、S 极,形成永久磁场。另外上侧的定子上有4 个碳刷支架,用于转子绕组与驱动电源的电气连接。电机结构如图1 所示。
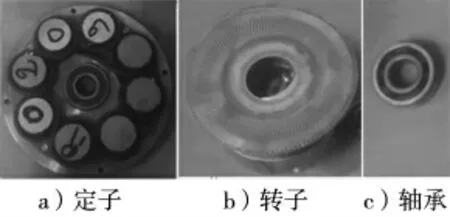
图1 电机结构
2.3 电机修理
因为电机故障是电机轴断裂,电机的定子绕组、转子绕组、碳刷、轴承等情况尚好,在备件无法到位的情况下,决定拆开电机,分解测速发动机及定子、转子,通过测绘旧轴加工一根新的电机轴。测绘的电机轴如图2 所示,新加工的电机轴如图3 所示。

图2 测绘的电机轴零件图

图3 新加工的电机轴
在电机轴加工完成后,维修人员仔细地利用一个手动切割器在转子轴上滚压固定一个轴套,然后将电机的定子绕组、转子绕组、轴承、端盖、测速发电机、同步齿形皮带轮等组装起来。
组装完成后进行试验,用DC 24 V 开关电源连接到直流电机的输入端,电机可正常旋转,测量测速发电机输出电压为12.8 V,比正常反馈电压略高。后将输入电压调节为18.6 V,测速发电机反馈电压为9.8 V,符合设备工作电压值范围。将电机安装到真空电子束焊机C 轴上试验,设备工作正常,满足工艺要求。
2.4 新直流电机改进
2.4.1 新电机采购
修好的直流电机在连续运行8 个月以后再次出现故障,表现为电机运行中抖动、易发热,影响到焊缝质量的连续性及一致性。新购买的电机为某公司生产(图4),型号一致但电机轴直径改变,由Φ15 mm 变为Φ12 mm。原来的圆弧齿同步皮带轮不能使用,需要另外选取。

图4 新购直流电机
2.4.2 圆弧齿同步带及皮带轮选取
查圆弧齿同步带资料(图5),考虑到皮带轮内孔直径Φ12 mm、齿数36、槽宽14 mm、外径尺寸Φ≤56 mm、高度≤26 mm 等因素,后采购回规格满足要求的圆弧齿同步带和皮带轮,其中同步带型号为3M-36。

图5 圆弧齿同步带参数
2.4.3 皮带轮及电机安装
将新的圆弧齿同步皮带轮安装到电机轴端,将电机安装到真空电子束焊机C 轴上,安装好圆弧齿同步带,调整好皮带的松紧度,连接好驱动电源、测速发电机线路。开机试验,C 轴运转平稳,转速可调节且符合工艺要求。焊接产品试验,焊缝质量连续细密,效果良好。
3 焊机不启动故障
真空电子束焊机在运行过程中发生过2 次不能启动的故障,第一次是黑屏,在正常开机按启动按钮后无任何反应;第二次是启动过程中屏幕有报警显示,但未能启动起来。
3.1 启动过程中黑屏故障
该焊机在启动过程中,设备操作台屏幕无任何显示,查电气控制回路,电气控制柜中主熔断器Q1、断路器Q2、Q3 和变压器T1 工作均正常,用多用表测量输入电压,AC 230 V 电压已送到UPS1 中。UPS1 为不间断电源,其输出到一个插座C4 中,用于给工控机PC 提供AC 230 V 的电压。怀疑UPS1 电源有故障,用多用表测量其输出电压为0。打开UPS1 电源外壳,检查内部电路,输入输出回路熔断器均正常,说明是UPS1 电源内部电路板故障。因生产任务紧急,选购1 台容量、电压等级均符合要求的国产UPS 电源来代替。新的UPS 电源输出接口与原来不同,改进后焊机能够正常启动,故障排除。
3.2 硬盘数据故障
某次电子束焊机工作完成后正常关机,但是第二天在启动过程中,界面上出现如下报警:“Primary master hard disk fail”,意思为“初期主硬盘故障”。经查硬盘在启动过程中部分数据不能读取,工控机无法正常启动。用电脑修复软件对硬盘进行修复,效果不好。读硬盘数据,也未能成功。在无法读取现有数据的情况下,找到前几年备份好的机床数据,重新购买新硬盘,并用PC3000 UDMA 硬盘数据恢复工具将数据写入到硬盘中。硬盘安装到工控机后试车,设备启动正常,焊机故障排除。
另外检查工控机,其工作环境周边灰尘较厚、散热较差,影响到电脑系统的正常运行。于是清理操作台风扇积土,吹扫工控机灰尘,改善其运行环境,减少温度升高对设备的影响。
4 真空泵系统故障
该设备抽真空系统由3 级泵组成,即机械泵、罗茨泵、扩散泵。使用时间久了,要达到工艺要求的真空度抽气时间由原来的20 min 逐渐变为1 h 甚至更长。机械泵作为一级真空泵,承担第一级抽真空任务。于是对机械泵进行维护,更换滤芯和机械泵油,抽真空时间减少到40 min。后对罗茨泵油进行更换,时间基本没变。
在维护泵系统不能减少抽真空时间的情况下,对焊接室密封情况进行检漏。利用氦质检漏仪,将该仪器接入到真空管路系统中,并用氦气袋释放的氦气依次对有可能漏气的地方如前后焊接室门、2 个电子枪安装部位、观察窗等处进行检漏,结果发现焊接室后门有漏气现象。于是打开后门,将密封胶条、门板等用酒精擦拭干净,并用吸尘器将焊接室内部粉尘清理干净。然后紧固门板,试验抽真空速度大大提高,基本达到工艺要求时间。
5 结束语
真空电子束焊机在公司属于独生子设备,设备价值和技术含量都较高。修理直流电机时因其结构特殊,特别是转子绕组比较单薄,在拆卸及安装过程中需要特别小心,防止损坏转子绕组。其次在采购进口电机周期长影响生产的情况下,维修人员要积极想办法,敢于拆卸分解电机进行零部件测绘、加工及修理。另外要做好备件储备,做好设备数据备份和故障应急预案,这样在故障发生后才能随时解决生产中出现的突发问题,保证设备正常运转。
