漆包线产业智能制造展望
2022-08-18黄代忠马红杰
徐 波,黄代忠,马红杰
(1. 珠海格力电器股份有限公司,广东 珠海 519110;2. 珠海格力电工有限公司,广东 珠海 519110)
1 引言
漆包线由导体和绝缘层两部分组成[1],属于电线电缆产品中的绕组线类别。漆包线一般用于绕制电磁线圈,广泛应用于电磁转化部件中,包括航空航天装备、海洋工程装备及高技术船舶、先进轨道交通装备、新能源汽车、家用电器等领域,是重要的工业配套原材料之一。中国是漆包线生产大国,历经数十年的发展,无论是产能规模、品类数量,还是产业自动化、信息化、智能化应用水平,均走在全球行业的发展前列。
漆包线生产主要分为拉丝、漆包[2]两大工序,具有流程短、工序少的特点。漆包线原材料和半成品物料的标准化,以及承载物的通用化,为智能制造的实施打下了良好的基础。未来20~30年内,漆包线仍是金属导体+聚合物绝缘漆膜结构,而绝缘漆涂覆的基本原理也不会发生根本性变化。因此,漆包线行业推行数字化工厂建设,具有广阔前景。随着互联网以及信息技术产业的发展,结合漆包线行业对人才需求、人员管理、设备管控、工艺设计、材料开发、生产数据汇总分析、检测技术、仓储物流等多方面的需求,通过专业观察和系统分析,认为漆包线行业极有可能率先实现全行业信息化,进而带动整个产业链的数字化、网络化和智能化发展。本文结合智能制造的目标,从生产设备、仓储物流、检测分析、质量管理四个方面,对漆包线制造行业已经取得的成果进行汇总研究,并对未来发展趋势进行了展望。
2 漆包线行业发展历程
2.1 漆包线生产设备
2000年以后,随着信息技术的发展和设备制造技术的提升,漆包线生产设备已经实现了仪器仪表控制向PLC控制的转变,自动化程度和生产效率越来越高。特别是在“十三五”期间,实现了诸如拉丝过程小拉机自动换盘,毛毡机成品线自动换盘,漆包线自动上下盘、线盘自动清洗等自动化升级。诸多企业通过开放数据端口、地址、通讯协议,实现了生产工艺参数的本地实时存储和设备远程控制。
2.2 仓储物流
2.2.1 物流工具
漆包线生产企业早期的内部物流均使用手动叉车或柴油叉车,安全、时效、环保以及标准化管理都存在一定的漏洞,进入“十三五”后,部分龙头企业已经完全启用了电动叉车,为生产协同控制创造了条件。
2.2.2 物流配送
物料需求采用模糊推送方式,需求准确度不高,容易产生过多的中间物料。成品仓储普遍采用系统辅助管控,地面分区域多层摆放,出货时需要在现场配货,难以做到物料100%先进先出。鉴于以上问题,部分漆包线龙头企业提出利用信息技术实现物料按需自动配送,如珠海格力电工有限公司、广东精达里亚特种漆包线有限公司,采用拉丝裸铜线智能物流方式,实现了从传统物流向自动物流方式的跨越转变。然而,行业内大部分企业配送模式刚刚完成从原始机械入库向全(半)自动打包入库转变。
2.3 检测
工业化产品的检测一般分为过程检测和出厂检测。
2.3.1 过程检测
漆包线过程检测的发展变化见表1。2015年-2020年,检测技术在漆包线行业得到快速发展,主要体现在模具机在线检测设备和毛毡机在线检测设备的应用和推广,可实现如下检测功能:

表1 漆包线过程检测的发展变化
(1)有效检测针孔(微缺陷),同时能检测出漆包线表面突起粒子(漆瘤);
(2)实现本地存储,能够存储每盘线的检测结果;
(3)通过设定报警参数,可实现在线报警,提醒操作工及时应对异常情况;
(4)建立报警数据与入库质量控制之间的拦截联动,确保入库产品质量合格;
(5)开放检测设备端口,实现过程检测数据的截取,为后期数据应用及分析打下基础。
国内模具机在线检测产品的功能,已经赶超国外同类产品。国内设备厂家通过与漆包线厂家开展联合攻关,大大推进了漆包线产业的智能化步伐。生产厂家和检测设备厂家通过联合开发,设计出适合毛毡机用的微细线在线检测仪,采用接触或非接触两种方式,成功实现了对微细线针孔、漆瘤的成功检测。
2.3.2 出厂检测
“十三五”前,出厂检测主要是按比例抽检,以抽测结果来确定盘线质量,不可避免地存在错漏情况。使用的检验仪器基本上为独立测试设备,很多设备只显示数据,不能存储测试结果,更不能对海量数据进行分析、处理、应用和输出。“十三五”期间,部分检测仪器厂家联合漆包线生产企业进行联合开发,实现了检测数据自动录入和分析处理,但由于系统相对封闭,应用推广受阻,特别是数据端口不开放直接限制了检测仪器的通用化。
2.4 质量管理
进入21世纪,国内漆包线企业开始引入软件系统进行生产质量的管控,经过20多年的探索,质量管理技术取得了很大的进步。其中,质量管理软件化分为四个发展阶段,如表2所示。
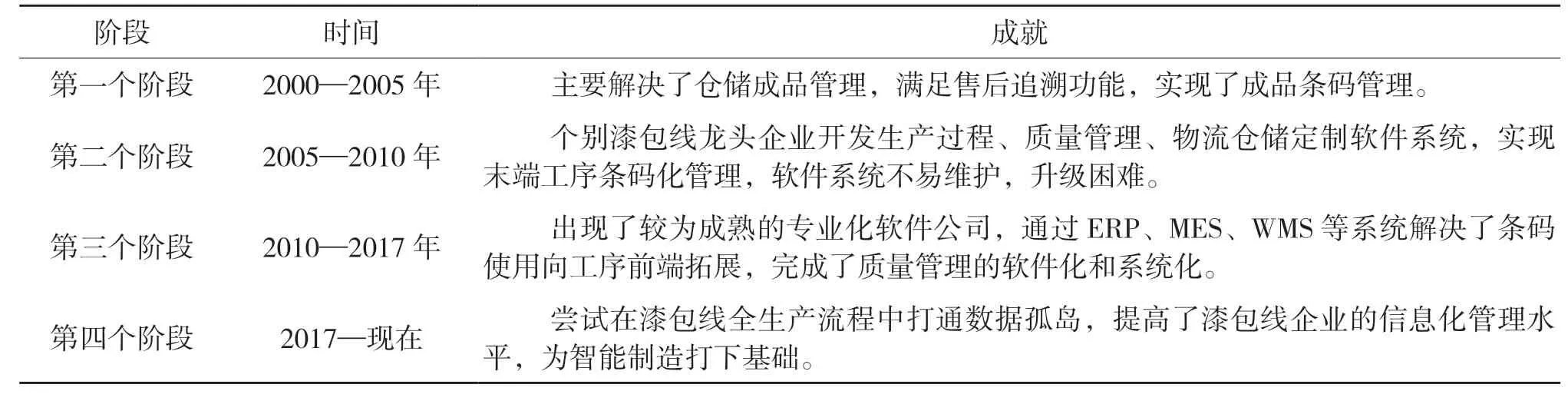
表2 质量管理软件发展阶段
3 漆包线智能制造展望
3.1 生产设备的自动化、信息化以及智能化
“十三五”期间,漆包线生产及检测设备实现了自动化升级[5-6],但是离智能制造还有很大的差距。后续通过产业链企业的联合攻关和协同创新,有望在“十四五”期间实现生产设备的信息化和智能化。
3.2 仓储物流智能化
对物料按需自动配送,实现逆向承载物自动物流[7],保证物料先进先出,完善无人智能运输工具的协同作业,同时利用区块链技术提高物料跨车间自动交接数据的准确性,最终实现物流过程的智能化和无人化。
仓储入库采用全自动包装、按需入库、预排(测)入库方式。存储采用智能货架,可实现成品打包后自动上架,出库可实现按订单自动配货、智能取货,自动对仓库进行盘点,有效建立生产过程中对物料、计划的管控。通过以上手段最终实现仓储、物流的智能化以及仓储资料的信息化。
3.3 检测技术的信息化
随着检测技术的发展, “十四五”期间有望实现漆包线100%在线检测。通过诸如SCADA等系统读取在线检测过程数据,对异常数据可以实时监控、快速响应,并通过数据分析实现整体质量变化趋势的预测。生产检测仪器厂家开放数据接口,实验室抽检测试数据实现自动录入,测试数据条码及测试结果被读取到企业MES系统内进行处理和应用,在线检测数据和抽检数据深度“融合”,可以大幅度降低实验室检测的抽检比例,下游客户还可以读取漆包线条码,读取开放的基本信息并与生产过程进行匹配。
3.4 质量管理的信息化
质量管理信息化主要是打通孤立系统的数据链,多方位、多层次、多节点形成数据网络,数据信息可随时调用,提升管理效率。基于龙头企业均已使用ERP、MES、WMS、SCADA、OA、CCL、CRM等系统[8],将这些孤立系统实现数据双向及多向打通,可大大提升企业的管理水平,借助技术手段实现管理方式的变革,主要体现在以下方面:
(1)质量控制手段实现重大创新。质量异常参数由查询式的被动管控变为分步推送的主动管控,质量异常的响应环节也被大大前移,且能够有效监控。同时可对海量质量数据进行统计分析,有效预测每条生产线或每个企业产品质量的变化趋势,并且能够实时监控到重大质量问题及处理过程,杜绝批质量异常漆包线流出,逐步实现生产过程中相关因素的正向及逆向追溯。
(2)实现能耗及设备管控。通过SCADA系统,可实时掌握生产机台能耗的变化,异常时快速发现,主动干预。通过对设备参数的采集处理,能有效掌握设备状态的变化趋势,实现对设备的主动性维护。
(3)实现生产计划管控。通过ERP、MES、APS、CRM、WMS几个系统数据的交互,可实现订单、计划、采购、过程物料、仓储数量、交付等相互关联,有效提升全过程管控水平,实现降本增效。
(4) 实现工艺过程无纸化。通过以上几个系统,可实现作业指导书、重要工艺参数的在线点检,设备重要参数点检实现无纸化。
(5)实现对分析结果统计的应用。各数据链打通,能够大幅度减少统计数据的重复录入和加工,减少相关人员工作量,优化人力资源配置,同时可以深度开展基于自动采集的质量统计工作,开展自动采集设备效率OEE的应用。
(6)实现企业之间的数据互联。在实现本地智能化建设的基础上,可考虑打通产业链企业之间的数据交互和整体管控,提升各生产基地之间物料的综合使用效率。
(7)基于“5G”的应用,可开展“VR虚拟现实”培训,同时可推广各生产基地之间的远程诊断应用,加强生产协同,提升整体反应处理能力。
漆包线行业正走向以定制化、自动化、集成化为特征的智能化生产方向,生产过程的智能化程度将越来越高,与物联网产业的接轨融合也越来越紧密;管理将由信息系统相互独立向信息资源整合和业务协同方向发展,随着开放信息向上下游延伸,企业经营管理方面的决策智能化程度将越来越高。图1为某公司已经采用的信息业务架构图。
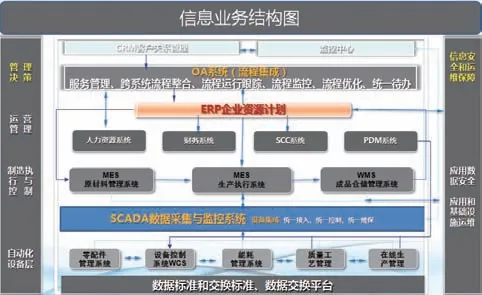
图1 某漆包线企业信息业务架构图
4 结束语
综合以上信息,结合漆包线产业的工艺特点、工序特点、装备水平、基础水平和技术发展方向来看,漆包线行业最有希望率先建成“黑灯工厂”。