SFA355-6定子大小槽冲压模具设计
2022-08-18张文和
张文和
(山西电机制造有限公司,山西 太原 030032)
0 引 言
在三相异步电动机中应用定子双槽冲头,可以有效地降低电动机的杂散损耗,减少电动机的温升和噪声。在低压大功率超高效电机的应用中,定子双槽冲孔是必不可少的。普通单冲模无法实现双槽冲孔。二次冲模使用成本高,模具制造周期长,减缓了研发进度,影响了企业效益[1-2]。现有的大、小槽冲模是单槽数排列,一组模具只能实现一组槽的排列。在调整凹槽形状时,更换模具会增加成本并降低效率。本文作者根据不同槽形匹配和槽数匹配的各种方案,设计了一种电机定子冲片槽尺寸可变布局的冲压模。该模具结构简单、成本低,制造周期短。通过在冲模上应用气缸,实现了两种槽形的拼接冲孔,提高了双槽电机定子冲孔的效率。
1 产品及材料性能
产品为72槽大小槽分布的定子冲片,冲片内径400 mm,外径590 mm(图1)。毛坯料为外径590 mm的圆形板料。冲片材质为太钢50TW310冷轧无取向电工钢带(片),料厚为0.50 mm,屈服强度为429 MPa,抗拉强度≥543 MPa,断后伸长率≥29%,硬度为184HV,厚度偏差±0.02 mm。

图1 产品图
凸凹模冲制刃口间隙值按用钢带(片)厚的5%进行设计,冲制时再进行研配控制毛刺[3]。
2 电机定子冲片大小槽冲压模具设计
2.1 冲压模设计方案
冲压模设计为上模板、上垫板、冲头固定板、冲头、脱模板、凹模和下模板。上模板和下模板的后部通过导柱和导套[4-5]连接,如图2所示。
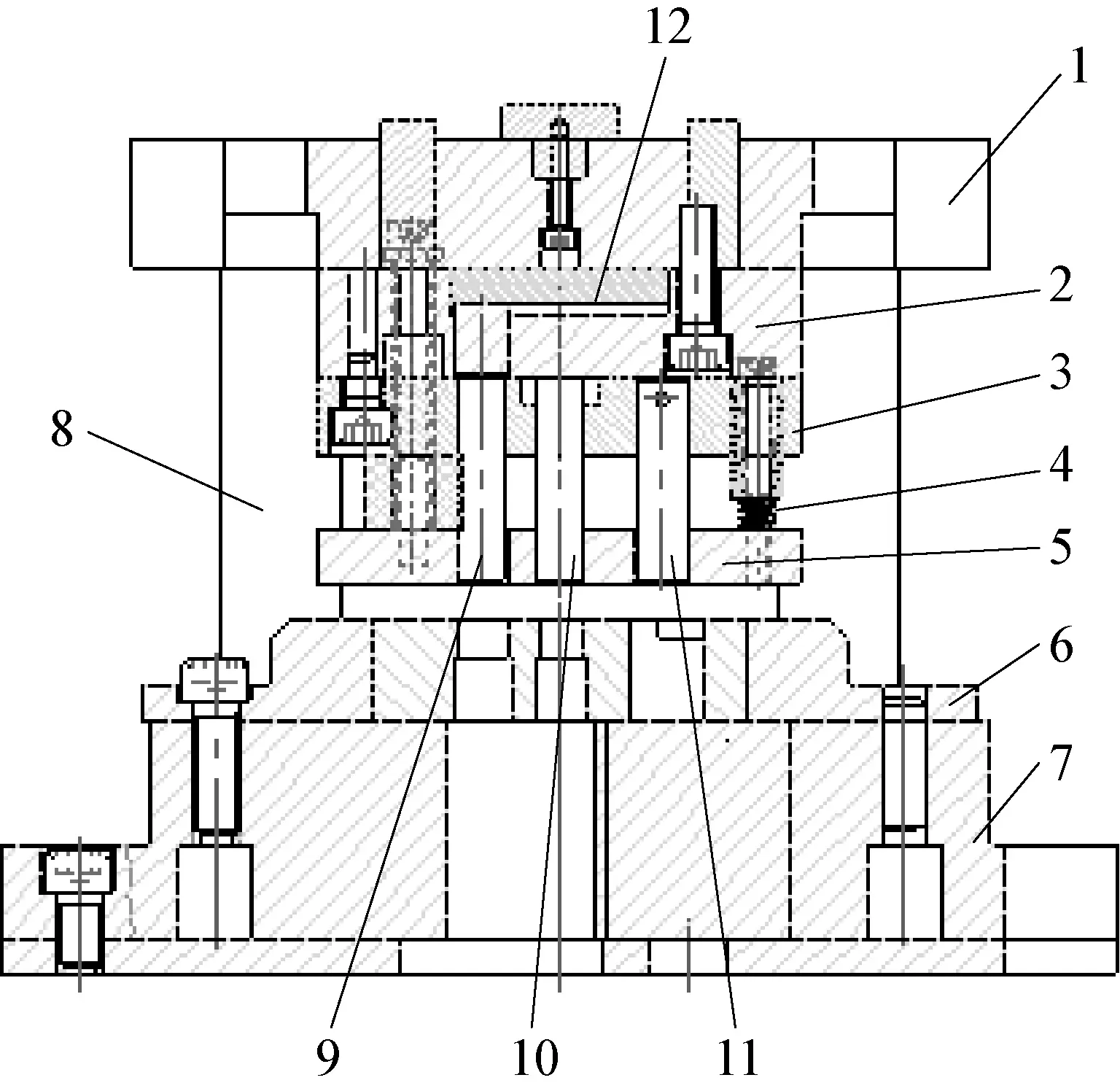
1-上模板;2-上垫板;3-冲头固定板;4-冲头;5-脱模板;6-凹模;7-下模板;8-导柱导套;9-大槽冲头;10-小槽冲头;11-剪切冲头;12-推板槽;13-调节装置;14-气缸;15-推板;16-凹槽;17-顶块;18-大槽冲头过孔;19-限位板
在上模板和上底板之间设有调节装置。调节装置包括水平排列的气缸和推板。上垫板顶面中部设有推板滑槽,推板水平设置在推板滑槽内,推板底面设有凹槽,气缸固定安装在上模板后侧,气缸活塞杆头与推板后侧壁中部固定连接,气缸活塞杆带动推板在推板滑槽中来回移动;环形槽的高度尺寸大于限位板的高度尺寸。凹槽和凸起的垂直截面形状为规则的梯形。推板的高度尺寸与推板滑槽的高度尺寸一致[5-6]。
2.2 工装设计
2.2.1 冲头固定板与冲头的连接
该冲头包括大槽冲头、小槽冲头和剪切冲头。如图3所示,小孔冲头固定在冲头固定板的底面中部,剪切冲头固定在小槽冲头的一侧,大槽冲头设置在小槽冲头的另一侧;冲头固定板上设有大槽冲头通孔。大槽冲头的中部围绕其垂直中心线设有环形槽,环形槽上方的大槽冲头设置在大槽冲头的通孔内;在冲头固定板的底面上,围绕大槽冲头环形槽的外周向设置有几组限位板。限位板通过螺钉与冲头固定板连接,几组限位板的内壁设置在环形槽内。大槽冲头可以沿着其通孔上下移动。

1-大槽冲头;2-小槽冲头;3-剪切冲头图3 冲头固定板与冲头连接示意图
环形槽上方大槽冲头的高度与冲头固定板的一致。在大槽冲头进行冲制时,限位板正好将大槽冲头完全限位于大槽冲头过孔中,不会滑动,避免了偏置系统的冲击。
2.2.2 顶块
上垫板上大槽冲头通孔对应的位置设有顶块通孔,顶块在顶块通孔中滑动,其中心轴线与大槽冲头的中心线重合,所述顶块的顶面上设有与所述凹槽相匹配的凸起,如图4所示。

图4 顶块的结构图
顶块的整体高度与上垫板的一致。用大槽冲头冲孔时,顶块刚好夹在上垫板上。如果高度低于上垫板的高度,则在冲压过程中会发生滑动。
顶块的底面整体覆盖大槽冲头的顶面。在滑动过程中,当大槽冲头作用在顶块上时,不会影响大槽冲头的上升,因为顶块的通孔比大槽冲头的通孔小。
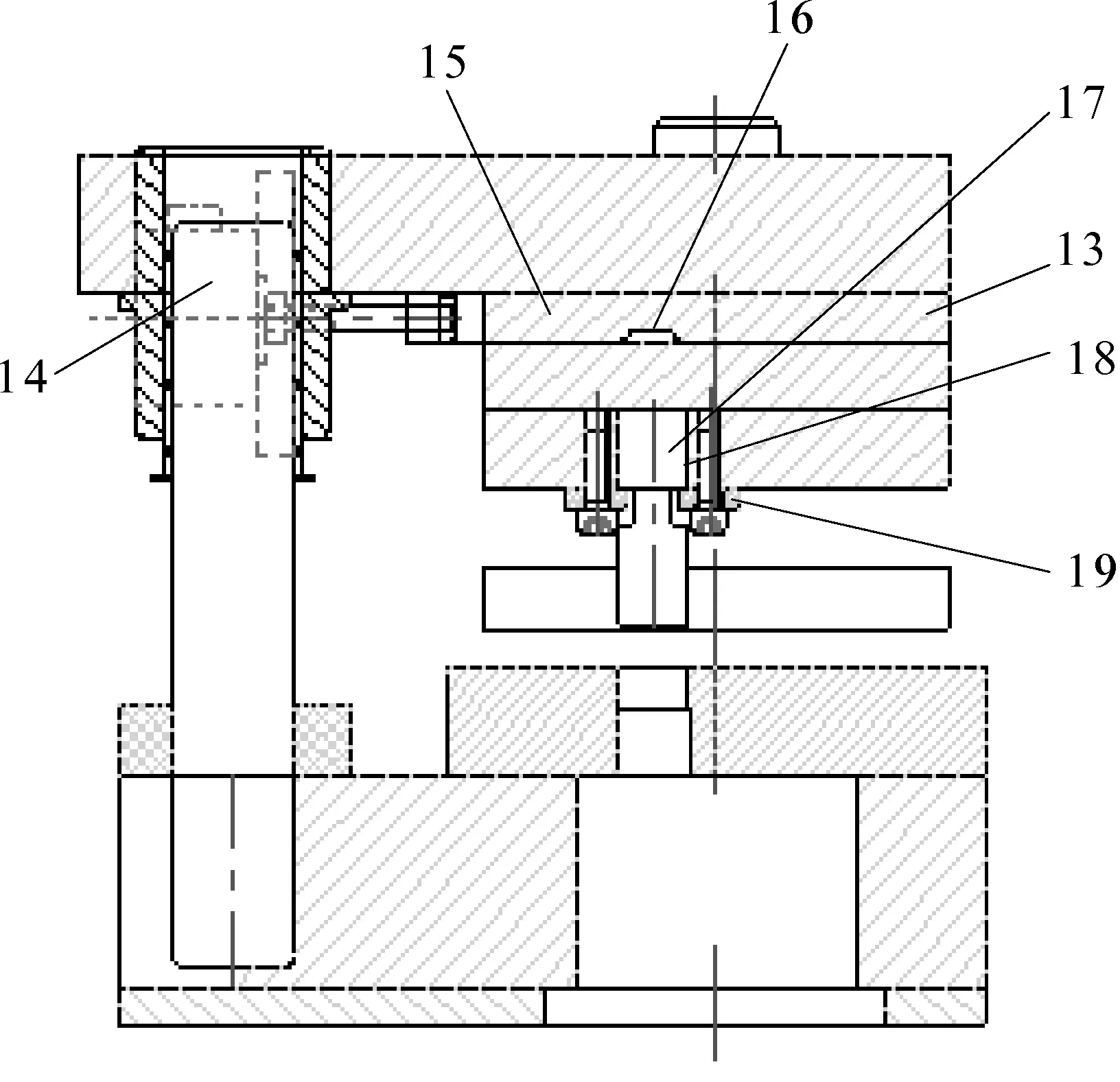
2.2.3 上垫板和推板
在上模板和上垫板之间设有调节装置,如图5所示。调节装置包括水平排列的气缸和推板。上垫板顶面中部设有推板滑槽,推板水平设置在推板滑槽内,推板底面设有凹槽,气缸固定安装在上模板后侧,气缸活塞杆头与推板后侧壁中部固定连接,气缸活塞杆带动推板在推板滑槽中来回移动。
推板的高度与推板滑槽一致。推板只在水平方向上滑动,保证了冲压的稳定性。

1-垫板;2-推板;3-顶块通孔图5 上垫板和推板的结构图
2.2.4 凸模的大小槽冲头
冲头经淬火处理后,硬度应达到69HRC~72HRC。线性尺寸公差应符合GB/T 1804—2000的要求。
冲片外径φ(590 mm)公差的选取:上偏差按GB/T 1800.4极限偏差E7的上偏差减去H7的上偏差计算(+0.215-0.07=+0.145),下偏差为+0.075 mm(上偏差减去H7的上偏差)。
冲片内径φ((493+0.145)mm)公差的选取:上偏差为+0.135,下偏差为+0.072 mm。
冲片槽形按凸模冲头匹配制作,双向间隙为0.05~0.07 mm,即冲制槽形凸凹模最小间隙Zmin=0.025 mm,Zmax=0.035 mm。公差标注在凸模上:
Dn=(DH+Δ)-δn,
(1)
其中,Dn为凸模尺寸;
DH为冲片槽形最小极限尺寸;
Δ为冲片槽形制造公差;
δn为凸模制造公差
定子产品大槽槽底尺寸为φ483.7(0, +0.155) mm,凸模制造公差(+0.108, +0.155)mm,由以上计算得出凸模上公差为(483.7+0.155)+(483.7-0.108)=0.047 mm,下公差为0 mm,工件公差和模具公差均按H9制作。凹模按凸模尺寸设计,留0.03 mm间隙配作。查表得:卸料板、顶件块、推件块与凸模或凹模的间隙Z位0.05~0.10 mm。同理得出小槽槽底凸模尺寸。
综上得出图6大槽冲头槽底公差(+0.040, +0.058),图7小槽冲头槽口公差(+0.030, +0.045),槽底公差(+0.070, +0.10)。
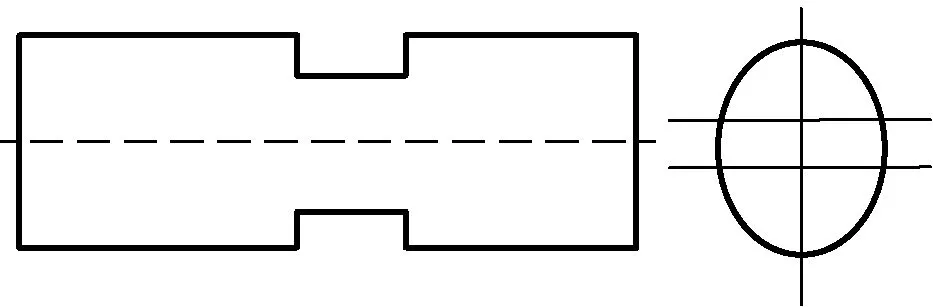
图6 大槽冲头的结构图

图7 小槽冲头的结构图
2.2.5 大小槽槽形
大槽结构图如图8所示,实线代表一次冲孔获得的小槽形状,虚线代表两次冲孔获得的大槽形状。
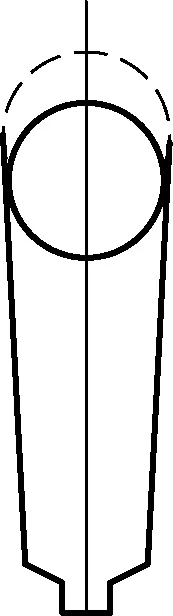
图8 大槽结构图
3 工作原理
如图1所示,定子冲片安装在冲模上。冲孔小槽形时,气缸14处于原始位置,推板15上的槽16对应顶块17上的顶起,顶块和大槽冲头9可以上下滑动,大槽冲头没有冲孔动作。只有小槽冲头用于冲压和冲压小槽形状。
当气缸14驱动推板15移动时,突起和凹槽16相互错开。冲孔时,顶块顶面设置在推板底面上,顶块和大槽冲头无滑动。此时,大槽冲头和小槽冲头被冲压并旋转90°后,小槽冲头被连接以冲压大槽形状。
通过调整冲孔程序调整冲孔频率和气缸工作,实现定子冲孔大小槽的连续单冲。冲孔时有以下几种情况:
(1) 大槽冲头和小槽冲头可以同时冲孔,在试生产中,可以提前设置大槽形的数量,按设定冲一圈后,冲出所有大槽形中的部分槽形和部分小槽形,然后将定子冲板旋转角度α,只有小槽冲头开始冲,调整小槽冲头设定的程序,冲出整圈,一部分小槽形与原大槽形连接,一部分槽形连接形成大槽形,其余小槽形用其完成,大槽冲头冲孔调整程序可以快速调整大槽形状的数量和排列;
(2) 只能先冲孔小槽冲头,然后根据设定完成定子冲孔件上小槽的冲孔,然后定子冲片旋转角度α,大槽冲头、小槽冲头同时开始冲裁,根据大槽形的排列设置冲孔工序,完成大槽形的冲孔。
4 工业应用
模具材质Q235,力学性能:σb=225 MPa。查卸料力系数表K缷=0.045~0.055,KD=0.08。查顶件力系数表K顶=0.08,冲内孔72槽的力P=Ltσb=(72×200)×0.5×225=1 620 KN,选择对应的冲床。定子大小槽及冲片制作过程如图9所示。

(a) 冲片

(b) 冲压过程

(c) 定子
5 结 论
设计了一种H355-6定子双槽冲压片的冲压模。本模具提供了一种用于电机定子冲孔的大小槽可变排列冲模,解决了传统大小槽加工模单槽排列、效率低、成本高、复冲模周期长的技术问题。冲压产品用于三相异步电动机,电机的杂耗、温升、噪声均低于设计值,能满足用户的需求。
