相控阵超声检测技术在钢结构建筑工程检测中的应用研究
2022-08-12徐万宝杨昊张炜豪陈煜翔
徐万宝,杨昊,张炜豪,陈煜翔
(1.安徽省建筑科学研究设计院 绿色建筑与装配式建造安徽省重点实验室,安徽 合肥 230031;2.安徽省建筑工程质量第二监督检测站,安徽 合肥 230031)
0 引言
钢结构在建筑工程应用中具有强度高、重量轻等优点,与其他材料相比,具有明显的优势和较高的综合效益。建筑领域钢结构的应用很大程度上提高了建筑物质量安全,但在实际施工中,钢结构现场安装需要将钢结构通过焊接的方法连接起来,为保障结构安全,需要对焊缝进行检测,保证满足质量要求。但传统无损检测方法存在一定落后性,检测过程中不直观和受制于检测人员的水平而造成漏检,对钢结构的结构安全产生不利影响,所以就需要一种可以有效保障建筑钢结构质量安全的检测方法。相控阵超声检测是高效、方便的成像检测,可以提高检测结论的准确性,是对建筑钢结构质量的有效检测,对于建筑钢结构质量具有重要意义。
1 相控阵超声检测技术原理及发展现状
相控阵超声检测技术根据仪器算法设定的延迟法则,通过激发相控阵专用的阵列探头控制各个独立晶片(阵元),使每个独立晶片声束合成(如图1),实现检测声束的移动、偏转和聚焦等功能,并在接收声波回波后按一定的延迟法则进行信号处理并以需要的图像的方式来显示被检测对象内部缺陷状态的超声检测成像技术。
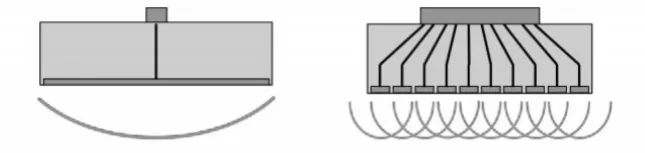
图1 相控阵探头声束合成示意图
相控阵仪器最早出现于上世纪80年代,但由于设备过于庞大,且价格高昂,操作困难,仅在核电关键部位应用。自上世纪90年代开始,微电子技术和计算机的突破,促成了相控阵检测技术的发展,在2000年以后,国外相控阵超声检测技术已得到了一定的发展并且开始应用于工业检测中。2006年中国石油天然气管道科学院和上海电气自动化设计院等单位实现了国内首次天然气管道的相控阵检测的工程应用,并通过对相控阵和电子的控制方法,实现了国内第一次相控阵检测的成功。目前国内在超声相控阵检测基础理论和算法等相关技术及应用方面的基础研究相对落后,但是随着近几年相控阵检测技术广泛应用于航天航空、特种设备、核电、船舶等行业,在工程应用领域已成赶超之势。
相对于核电、特种设备等领域相控阵超声检测技术的成熟运用,到目前为止,建筑领域的相控阵超声检测并未颁布相关检测标准和应用规范,通过查阅文献和相关资料,虽然相控阵超声检测技术已经在某些建筑领域钢结构检测项目中实际应用,但由于缺乏系统的检测验收标准规范,相控阵超声检测仍然参照超声检测的标准执行。在这种现状下,无法体现相控阵超声检测相对于传统检测的优势,限制的相控阵超声检测在钢结构中的应用。
2 传统无损检测技术在钢结构中的应用
2.1 超声检测技术
超声检测技术是建筑钢结构工程焊缝检测中常用的一种无损检测技术,一般分为脉冲反射发超声检测(UT)、衍射时差法超声检测(TOFD)、相控阵超声检测(PA)三种,我们常说的超声检测方法一般指的就是A型脉冲反射发超声检测。该方法利用超声波传播与被检工件相互作用,通过入射波的反射、透射和衍射对工件内部缺陷进行检测分析判断。在具体实践中,检测人员主要利用高频的声波进行超声检测,该技术在建筑钢结构工程焊缝无损检测中有着较为广泛的应用。比如在使用A型脉冲反射法超声检测中,可以十分精准地检测平面缺陷,有着较高的检测效率。利用该检测法能够准确地判断出钢结构材料中未焊透、未熔合的缺陷。脉冲反射法超声检测技术有着较强的经济性,但是该技术应用中对检测材料的表面粗糙度有着较高的标准要求,如果检测人员缺乏足够的专业水平和工程实践经历可能会影响检测结果的准确性。
2.2 射线检测技术
X射线、γ射线是射线检测常用的射线检测源。射线检测是利用射线的穿透性,对焊接位置进行检测,探测结果可以在荧光屏上显示出来,检测人员能够对焊缝内部的缺陷问题、大小等有着十分直观的了解,进而全面、客观地判断钢结构工程焊缝质量,划分焊接质量等级。应用射线检测技术可以提升钢结构工程焊缝检测质量,支持焊接人员开展进一步的工作。比如在密闭性较强区域的钢结构检测中,可以使用射线检测技术检测焊缝质量,通过照相观察等方式客观判断焊缝情况。此外,在采用射线检测技术时还可以综合使用电子图片等方式,能够严格地划分并且精准地识别不同焊缝缺陷问题,尤其是照相观察方式可以长时间留存底片。不过射线检测技术在具体应用中可能会影响检测人员的身体健康,有着较高的检测成本,需要耗费较长的检测时间。
3 相控阵超声检测技术的优势
3.1 相对常规超声检测的优势
相对于A型脉冲反射法超声检测,相控阵超声检测是使用电子的方法对探头中的阵列探头进行延迟激励,所以在进行线形扫查时,不需要进行锯齿形扫查,比常规手动扫查速度快且使用灵活,可使用不同的延迟法则控制检测所需要聚焦深度,根据缺陷角度设置偏转角度、波束宽度;在相控阵超声检测中,因不需要变换角度和锯齿扫查等方式就可以一次对焊缝进行全面检测,检测效率高;同时可以根据工件的外形,在计算机中导入工件模型,在检测中实现B\C\D\S等成像,使检测过程变得简单,缺陷判断更加直观缺陷判断更加直观明了,极大提高对细小缺陷的发现能力。
3.2 相对于射线检测的优势
相对于射线检测,相控阵超声检测只有耦合剂的成本,耗材少,使用成本较低;且通过成像技术,可以多维显示各类数据,检测结果更全面,数据信息更加齐全;同时对危害性面积型的裂纹和未熔合具有极高检出灵敏度;相控阵超声检测在使用中更加环保,现场使用更加方便、操作简单,扫查速度快,检测效率高。
3.3 综合优势
相控阵超声检测技术通过成像技术以直观的三维图像等显示方法,能够一次对缺陷的高度、深度及长度尺寸进行精确定量,弥补了A型脉冲反射法超声检测无法记录和射线检测无法进行高度和深度的测量;通过延迟法则的算法方式,控制多晶片探头调整声束参数(如角度、焦距和焦点尺寸等)等方法,配合数据处理工具,可以检测微小缺陷;相控阵超声检测技术能以镜面反射方式采取多个角度聚焦声束来检测不同方位的缺陷;相控阵超声检测技术可通过导入工件的模型,在计算机中上显示出缺陷,对一些外廓复杂的TKY焊缝、小径管焊缝等进行缺陷定位,给人一种更加直观、更加便捷的方法检测工件。相控阵超声检测技术继承了以往的超声波检测优势,对厚度大的工件检测率高,检测速度快,同时不需像射线拍片,去采用多次曝光,花去大量的时间。相控阵超声检测技术以其缺陷检出率高,操作便捷,无危害性,使该技术具有灵活的使用范围。
4 相控阵超声检测技术的工程应用
4.1 在装配式建筑和钢结构厂房等H型钢构焊缝中检测应用
H型钢属于在钢结构中应用广泛,可以使钢材更好地发挥效能,提高承载能力,且H型钢在工程应用中加工安装工艺简单、方便、快捷,是钢结构和装配式建筑中的重要构件之一,广泛地应用于建筑行业的各个领域,特别是钢结构厂房的支撑框架和化工产业的管廊等。
H型钢主要焊缝形式是T型对接焊缝和平板对接焊缝,焊缝结构简单,易于加工。可以有效地使用相控阵检测技术对翼板与端板的全熔透焊缝进行成像检测,也可以使用相控阵超声大角度扇形扫查,一次对翼板与腹板T型对接焊缝的熔深进行测量,如图2所示,相控阵大角度覆盖,一次测出3的熔深及熔深区域的焊缝质量。如图3所示,可以使用相控阵超声扫查,对型材的平板对接焊缝进行一次成像扫查,高效便捷地检测焊缝焊接质量。

图2 T型对接焊缝相控阵检测示意

图3 平板对接焊缝相控阵检测示意
4.2 在桥梁U肋焊缝中的检测应用
纵肋焊缝是在桥梁建设施工过程中不可避免的。纵肋对接是指闭口肋(U型肋)在梁段间对接时两梁段间的U肋,由安装工艺造成的一段开口,采用一小段同样材质的U型肋使两梁段完全封闭的全焊接连接。U型肋嵌补段对接焊、U型肋与顶板焊接处均处于仰焊位置施焊,焊接工作条件恶劣,U型肋间间距较近,焊接时焊接空间狭窄,极易发生漏焊或焊接缺陷,所以往往是检测的重点。但由于U肋板焊缝是个Y型焊缝,且壁厚较薄,A型脉冲反射法超声检测有很大盲区,同时U肋板焊缝熔深的反射面是弧形,需要多种角度检测出最深的点,需要的精度比较高。而常规超声由于角度单一,一般反射点并不能找到熔深的合适点,所以精度不够。由于U肋板焊缝不是全熔透,而且壁厚比较薄,常规超声检测的显示不直观,由于定位复杂,不容易区分轮廓回波和熔深,而射线检测因为工件结构原因不能拍出理想的角度,还有桥梁施工过程中工作量大,工期短,需要效率比较高的设备,射线跟施工时间冲突,难以跟上工程进度要求。
使用相控阵超声检测技术可以仅在闭口肋外侧进行一次扫查,就可以通过相控阵成像的端点读值法读取并获得角焊缝中的轮廓信息并判断缺陷的位置。既能检测U肋角焊缝双侧焊接的内部缺陷和熔深,且精确度高,避免了现有检测方法受U肋结构尺寸的限制而只能检测U肋外侧部分角焊缝的问题,又能实现了对U肋角焊缝双侧的无损检测,充分保障了U肋焊缝的焊接质量,保障桥梁的结构安全。

图4 U肋焊缝相控阵检测图
5 结论
目前,国内像核电、军工和特种设备等领域相控阵超声检测技术已经得到广泛的应用,并陆续颁布相关检测验收标准。在建筑领域,相控阵检测技术适用金属和非金属管道检测,如城市地下管网钢制管道和PE管道检测,适用于桥梁U肋板检测、钢结构管管对接焊缝检测、钢结构板板对接焊缝检测、装配式建筑H型钢检测等工程应用场景,国内已有多家相关单位进行了相关研究和应用,通过相控阵超声检测技术在钢结构检测中的应用研究,可以更好地在建筑领域应用相控阵检测技术,针对建筑类、交通类检测特征,制定相应的地方验收标准,通过高效精确的检测技术服务,提升建筑质量安全,服务社会发展。