环焊缝余高及热影响区宽度对管道环焊接头轴向承载能力的影响*
2022-08-11何小东李为卫吉玲康郭忠平
何小东, 李为卫, 吉玲康,郭忠平
(1.中国石油集团工程材料研究有限公司,石油管材及装备材料服役行为与结构安全国家重点实验室 陕西 西安 710077;2. 中国石油长庆油田分公司第二采气厂 陕西 榆林 719000)
0 引 言
基于应力设计的管线主要的技术指标是环向应力,通常当环焊接头的抗拉强度大于管体横向规定的最小抗拉强度时即可满足标准的要求[1]。然而,长距离油气输送管道不可避免地遭遇地质滑坡、冻胀融沉、开采沉陷和地震,如果采用基于应力设计,这些因素会导致管道的轴向应力超过其屈服强度[2],环焊接头可能会受到较大的轴向应力而断裂失效。因此,油气管道环焊接头具有足够轴向承载能力是非常必要的,且对穿越地质条件复杂地带的管道应采用基于应变设计的方法,即使轴向应力大于管材的屈服强度,通过应变控制可确保管道安全。
管道环焊缝接头是典型的非均匀结构。焊接接头的焊缝、热影响区(heat affected zone,HAZ)和焊缝两侧管体母材不仅存在显微组织和化学成分不均匀,而且力学性能也是非均匀的状态,同时热影响区宽度、焊缝尺寸和坡口角度等几何不连续加剧焊接接头力学性能的不均匀性。李根采用ANSYS有限元软件研究了咬边、凹坑、焊缝余高和错边等几何尺寸参数对X70管道环缝接头应力集中的影响程度[3],结果表明焊缝余高对受内压管道环焊缝的应力集中的影响最低,错边的影响程度大于余高的影响程度,而咬边和凹坑的影响程度最大,焊缝余高不影响管道接头静载强度。但是,对于承受循环载荷的焊接结构,焊缝余高造成的截面突变会引起应力集中,削弱焊缝的疲劳强度[4],并影响疲劳断裂位置[5]。刘振雄的研究表明[6],对接接头焊缝的疲劳性能先随焊缝宽度增大而增强,但随着焊缝宽度继续增大,疲劳性能有逐渐减弱的趋势。HAZ屈服强度小于母材屈服强度时,HAZ宽度越大焊接接头极限载荷越小[7]。因此,对于管道系统的薄弱区域,需要研究焊缝余高和热影响区宽度对环焊接头轴向承载能力的影响,以提升管道完整性管理水平。
本文采用有限元方法,研究了焊缝余高和热影响区的尺寸对OD559 mm×31.8 mm L485管道GMAW环焊接头的承载能力影响。
1 计算模型及网格划分
1.1 计算模型
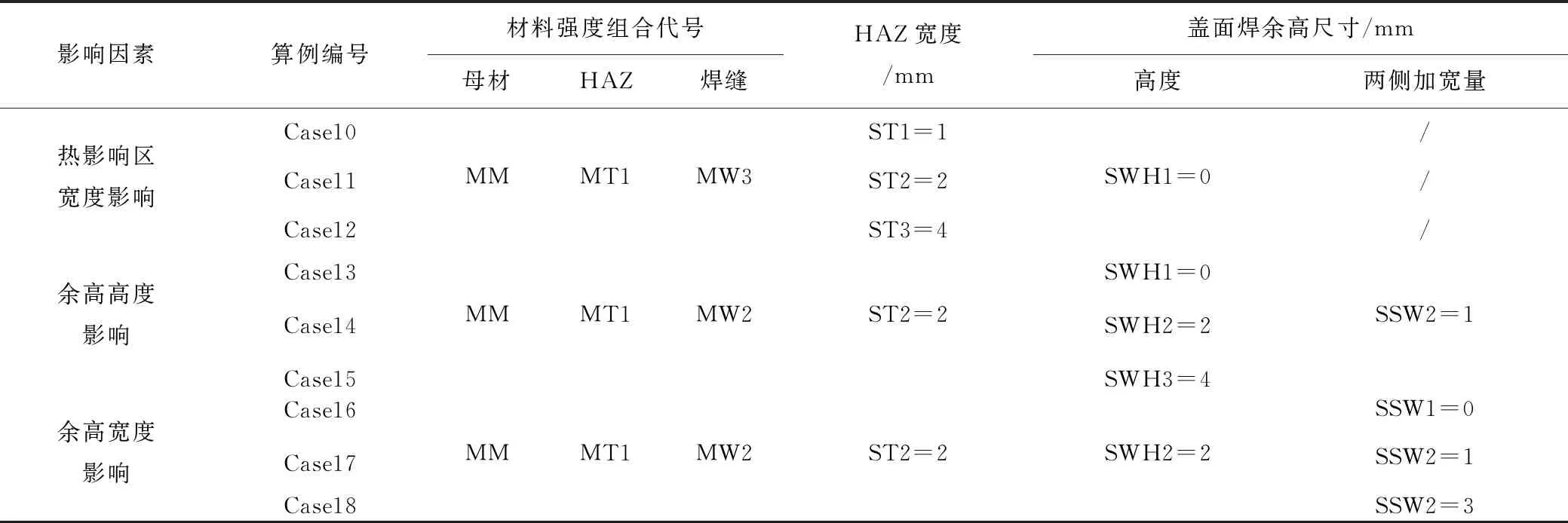
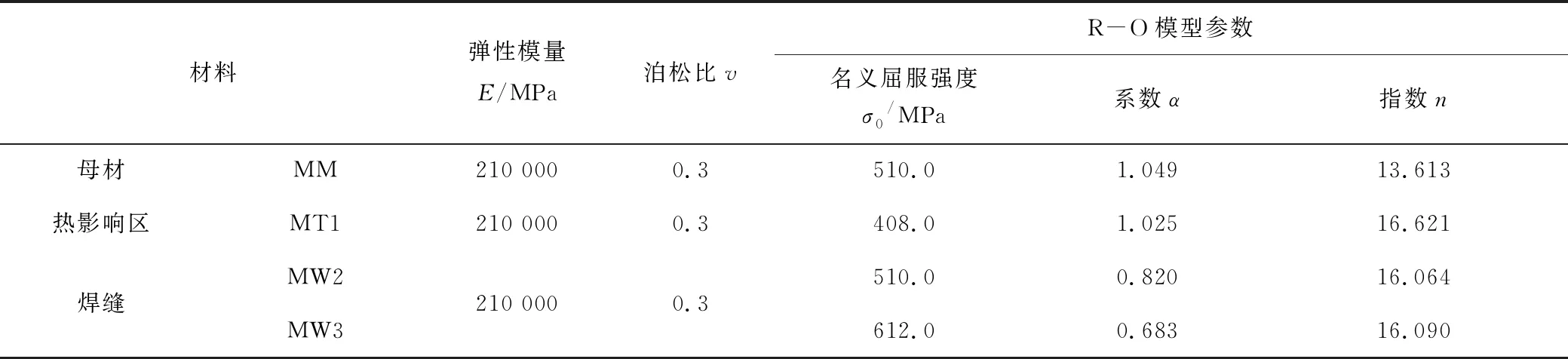
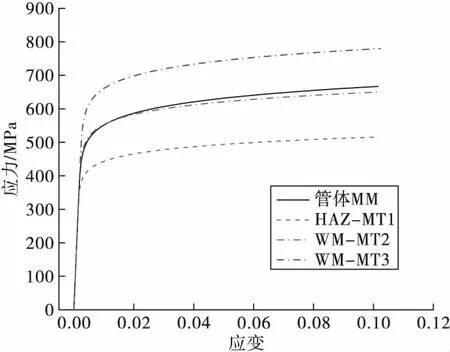
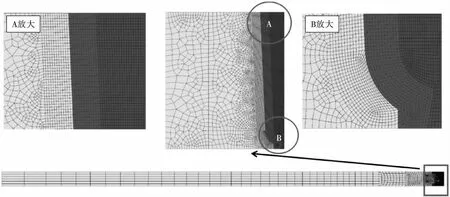
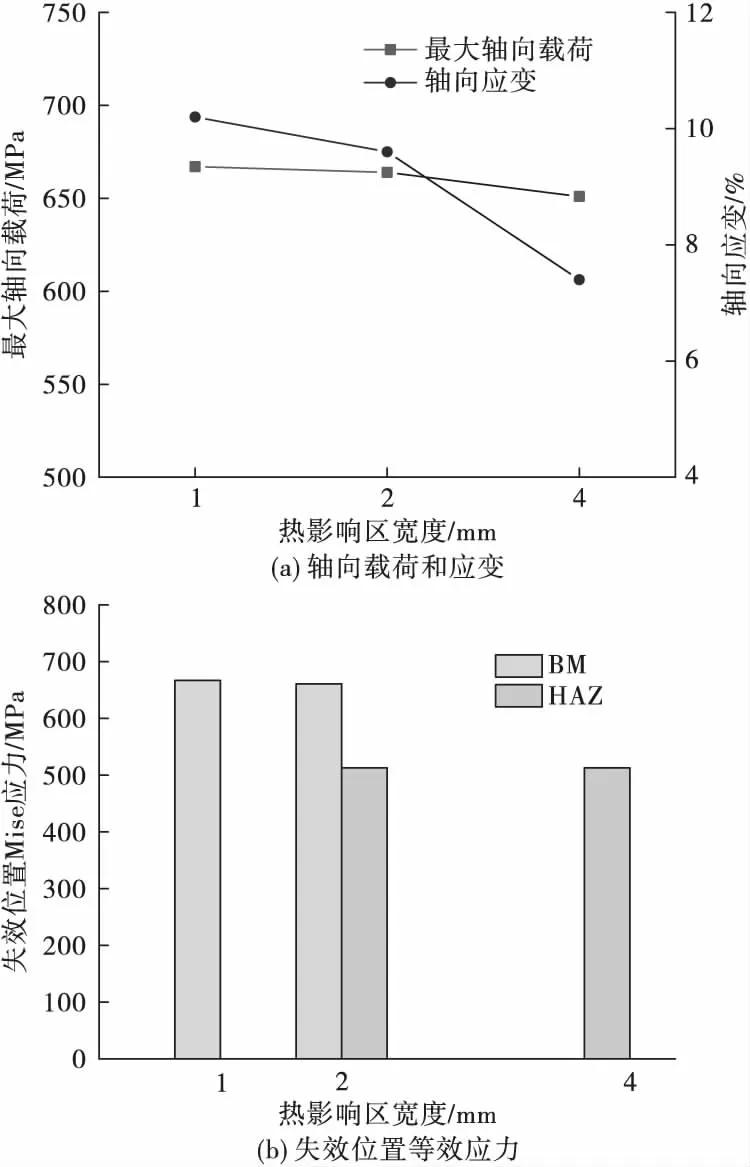
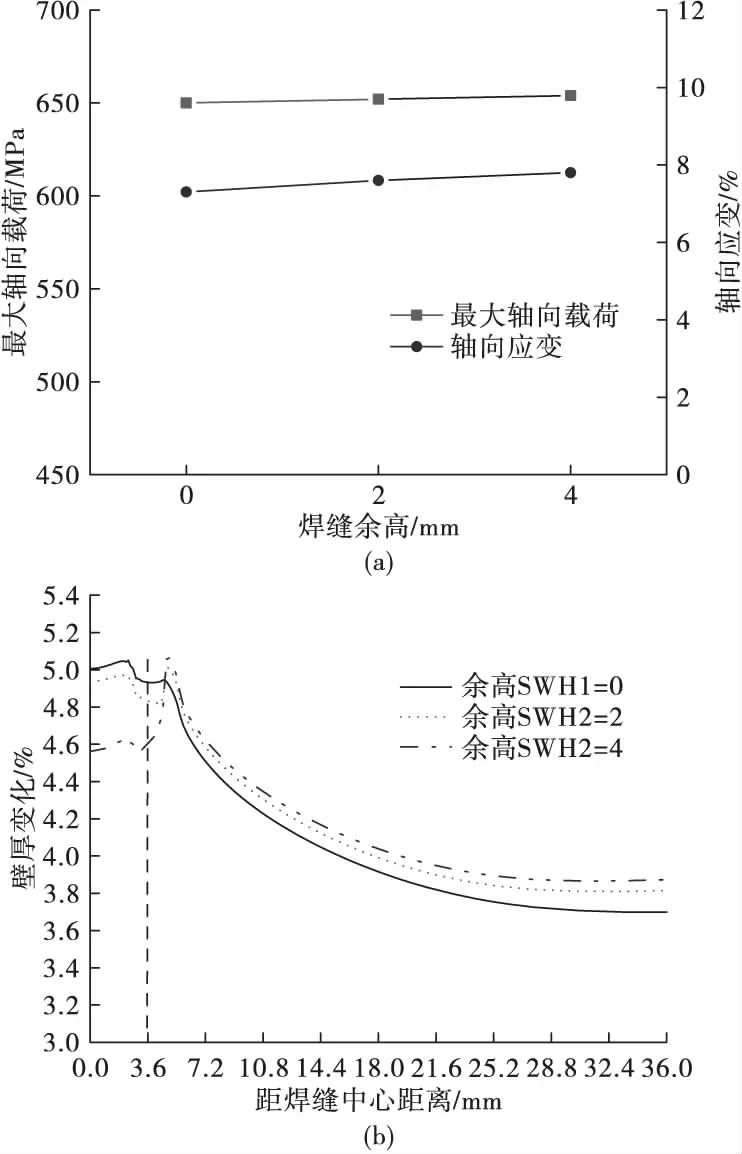
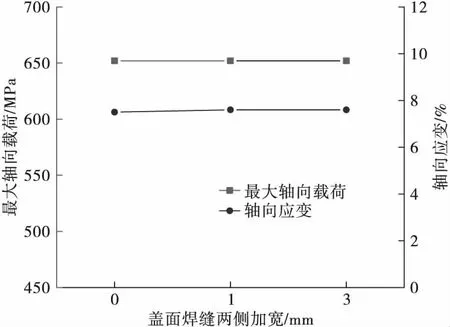
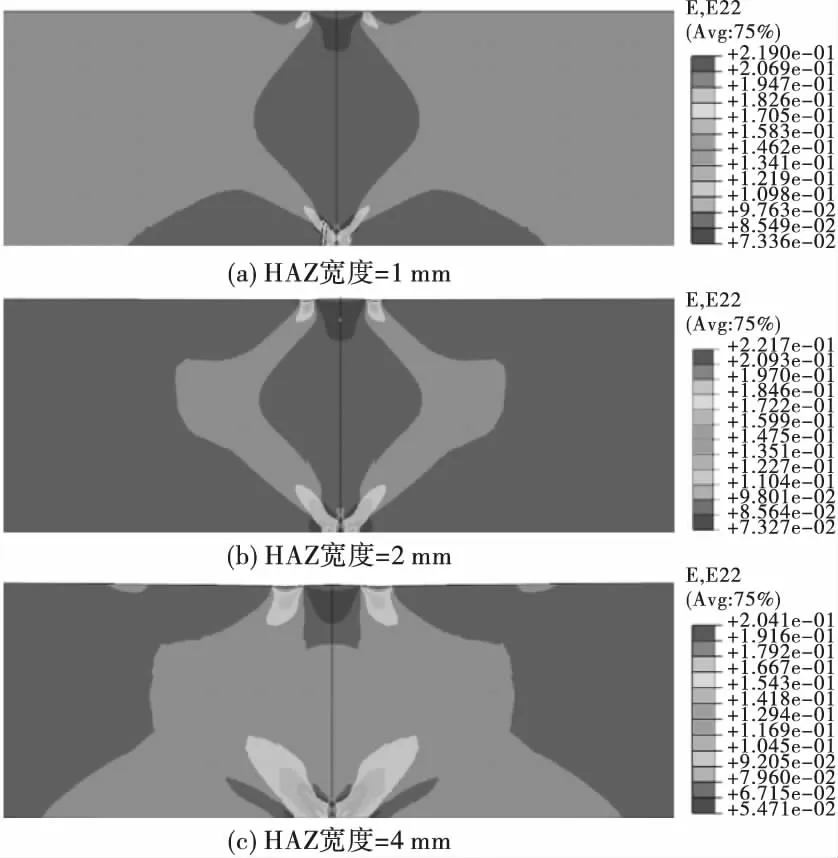
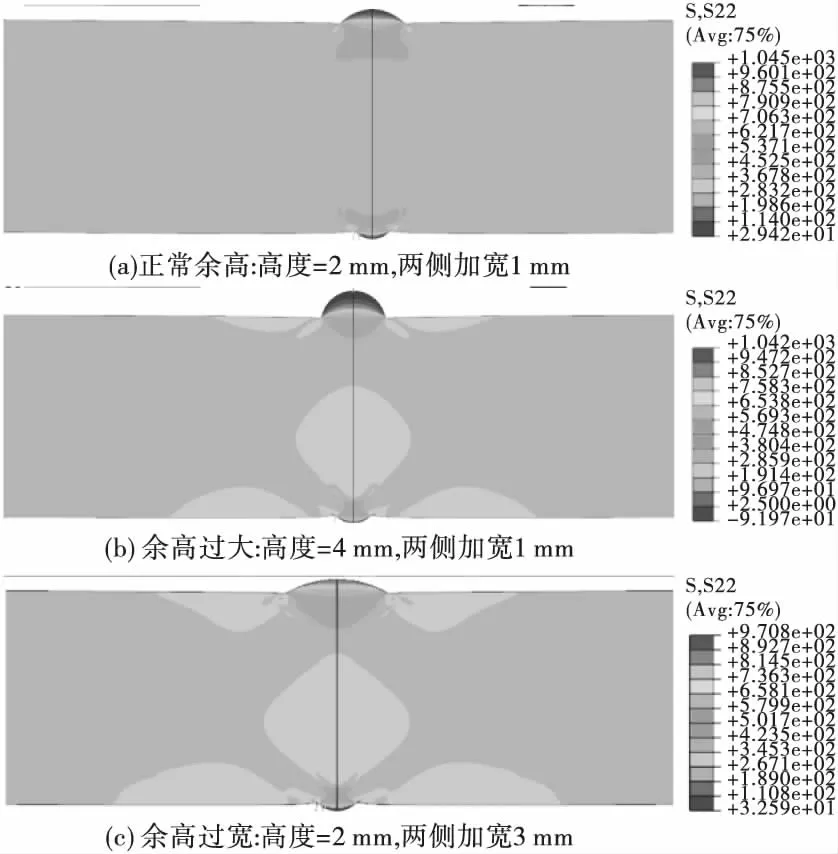
管道环焊缝为窄间隙熔化极气体保护焊接(gas metal-arc welding,GMAW),焊接坡口型式及接头示意图如图1所示。表1为计算模型材料的组合。在表1中,管道轴向母材强度代号为MM,焊缝金属强度代号为MW,热影响区强度代号为MT,热影响区宽度代号为ST,盖面焊余高高度代号为SWH,宽度代号为SSW,且MM=MW2 图1 焊接坡口型式(a)及接头示意图(b) 表1 计算模型的材料及焊缝余高尺寸和HAZ宽度组合 表2 材料拉伸性能 由于Ramberg-Osgood(R-O)材料模型与连续屈服的管线钢材料的力学行为更接近,因此,计算时将表2中的材料数据转化为Ramberg-Osgood(R-O)模型输入数据,见表3,并按R-O模型公式(1)计算出管线钢材料的应变值,并绘制应力-应变曲线,如图2所示。 (1) 式(1)中:ε为管线钢材料的应变;σ为管线钢材料的应力,MPa;E为管线钢材料的弹性模量,MPa;σ0为管线钢材料的名义屈服强度,MPa;α为系数;n为指数。 表3 材料R-O模型输入数据 图2 管道轴向母材与焊缝金属和热影响区材料R-O模型曲线 取管道长度L为2 000.0 mm建立有限元模型,环焊缝位于管道长度的中间位置。采用通用有限元软件Abaqus 6.14进行前处理、计算和后处理。根据模型几何形状、边界条件及载荷的对称性,采用1/2模型的轴对称单元进行分析。为准确模拟热影响区宽度和盖面焊缝余高尺寸对管道承载能力的影响,模型建立不包括管道内压和外压。HAZ区宽度影响有限元计算模型及网格划分如图3所示。 在焊缝中心对称面施加对称约束,管道径向和环向无约束。在远离焊缝的另一端面施加由0逐渐增大至400 mm (即40%轴向平均应变)的拉伸位移载荷U,分析在U增大过程中管壁的壁厚变化率。通过初步计算以壁厚减薄5%对应的位移载荷为结构最大承载位移,此时失效位置的Mises应力接近材料抗拉强度。 图3 HAZ宽度影响有限元模型及网格划分 图4为热影响区宽度对轴向承载能力的影响计算结果。从图4(a)可知,在焊缝尺寸相同,母材、焊缝和HAZ的强度也相同的情况下,HAZ宽度为1、2和4 mm环焊接头所对应的极限轴向平均应变分别为10.2%、9.6%和7.4%,其失效时对应轴向载荷分别为667 MPa、664 MPa和651 MPa。图4(b)表明,当热影响区尺寸为1 mm时,失效位置在母材部位,对应的等效应力为667 MPa。当热影响区尺寸增大至2 mm时,失效发生在热影响区及母材,所对应的等效应力为513 MPa和661 MPa。当热影响区尺寸增加至4 mm时,热影响区将发生失效,其等效应力为513 MPa。 图4 HAZ宽度对轴向承载能力的影响 图5为焊缝余高对管道环焊接头轴向承载能力的影响。 图5 焊缝余高对轴向承载能力影响 从图5(a)可见,在焊缝与母材等强匹配、而热影响区存在一定软化的情况下,当盖面焊缝余高为0 mm、2 mm和4 mm时,管道环焊接头的极限轴向载荷分别为650 MPa、652 MPa和655 MPa,对应的轴向平均应变分别为7.3%、7.6%和7.8%。虽然盖面焊缝余高增加对管道环焊接头最大轴向载荷和应变影响较小,但失效位置距焊缝中心由2.39 mm增加至4.93 mm,即失效位置由焊缝转向母材和热影响区,如图5(b)所示。 图6为盖面焊道余高两侧宽度对管道环焊接头承载能力的影响。从图6可见,在环焊缝与母材等强匹配、盖面焊缝两侧余高加宽尺寸分别为0 mm、1 mm和3 mm时,管道环焊接头承载的极限轴向平均应变分别为7.5%、7.6%和7.6%,其失效时对应轴向载荷均为652 MPa。因此,对于壁厚较大的管道环焊接头,盖面焊道两侧加宽尺寸并不能增加管道轴向承载能力。 图6 焊缝余高宽度对轴向承载能力影响 不匹配焊接接头热影响区的力学性能及几何参数的变化对接头极限载荷影响有较大的变化[7]。图7为高匹配下不同热影响区宽度下管道环焊接头轴向应变云图。从图7可见,当HAZ宽度小于2 mm时,即使HAZ的强度比母材强度低20%,在拉伸载荷下接头的轴向应变也主要发生在母材部位,因此环焊接头的承载能力较大。但当热影响区宽度增加时,焊接接头的轴向应变变小,而且应变主要集中于热影响区和焊缝区域。在管道环焊缝焊接中,通常采用的焊接方法有手工焊条电弧焊、半自动自保护药芯焊、熔化极气体保护焊和钨极氩弧焊,也有采用埋弧焊制作双联管。这些焊接方法的热输入范围变化较大(0.6~5.0 kJ/mm),因此,热影响区的宽度也不同。当管道环焊接头采用热输入较大的方法焊接时,不仅要分析HAZ的软化程度,还必须分析研究热影响区宽度变化对管道环焊接头轴向承载能力的影响程度。 焊缝余高的高度和宽度对解决管道环焊接头低匹配和热影响软化引起的应变集中具有一定的作用。当盖面焊道两侧熔敷金属达到钢管壁厚的宽度时,可以使管道内侧浅裂纹尖端的形变量变小,从而降低了裂纹驱动力,这对于钢管壁厚较小的油气管道是一个很好的措施。但对于厚度大于20 mm的管道环焊缝采用这种方法来解决低匹配和热影响软化的问题将增加很大的焊接工作量和材料浪费。因此,等强匹配和高强匹配是解决厚壁管道环焊缝轴向变形能力的必然选择。在保证盖面焊缝两侧熔合良好的情况下,即使增加焊缝余高和宽度也不能提高管道环焊接头的轴向承载能力。如果焊缝余高过高和过宽,反而会在管道内壁根焊两侧附近产生较大的轴向应力,如图8所示。当载荷进一步增大时,容易引起根焊两侧应变集中而发生失效。 图7 不同HAZ宽度轴向应变云图 图8 不同余高尺寸轴向应力云图 1)在高强匹配下,GMAW环焊接头的轴向极限载荷和轴向平均应变随HAZ宽度增大而减小,失效位置由管体转移到热影响区。 2)当HAZ软化宽度小于2 mm时,即使HAZ的强度比母材强度低20%,在拉伸载荷下GMAW环焊接头的轴向应变也主要发生在母材。 3)环焊缝余高高度和宽度增加对GMAW环焊接头轴向极限载荷和轴向平均应变影响较小。过大的焊缝余高和宽度会导致管道内壁根焊附近两侧管体和HAZ附近产生较大轴向应力和应变,容易引起根焊两侧HAZ发生失效。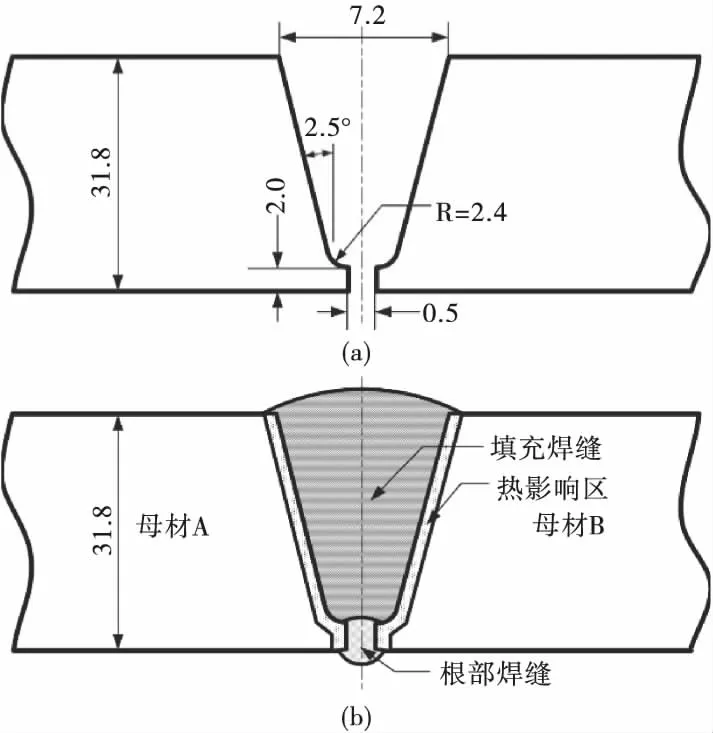

1.2 有限元模型建立及网格划分
2 结果及讨论
2.1 计算结果
2.2 讨论
3 结 论