基于AB PLC的长输油气管道SCADA站控系统的实现
2022-08-11王文
王 文
(国家管网集团公司北方管道有限责任公司长沙输油气分公司,湖南长沙 410006)
当前,我国长输油气管道基本采用先进的SCADA 系统实现全线自动化控制。本研究是围绕管道自动化系统选用性能及可靠性都很高的美国A-B公司的ControlLogix 系列PLC,实现了对站场设备的控制及保护,完成工艺要求。本文从系统构成方面介绍了以AB PLC 为核心的SCADA 站控系统的组成。
1 油气管道SCADA系统组成
长输管道SCADA 系统以4C(Computer,Control,Communication,CRT)技术为基础,主要由调控中心的中控系统(DCC)、输油气场站的站控系统(SCS)、通信系统(COMM)三部分构成,实现遥信、遥测、遥控和遥调的“四遥”功能。
2 站控系统SCS
站控系统由站控计算机、控制器(PLC 或RTU)及流量计算机等第三方智能设备组成。站控系统组成:硬件包括过程控制PLC 系统、安全仪表PLC 系统、操作员/工程师工作站、交换机、路由器、广域网通信设备、单独控制系统(压缩机控制系统、炉控系统、计量系统)等。软件包括操作系统、站控系统软件、单独控制系统后台软件。输油气站场内的各种工艺设备、工艺参数的采集、监视、控制、保护等全部由站控系统完成,可以说站控系统是整个SCADA 系统逻辑控制的主要承载体,如图1所示。
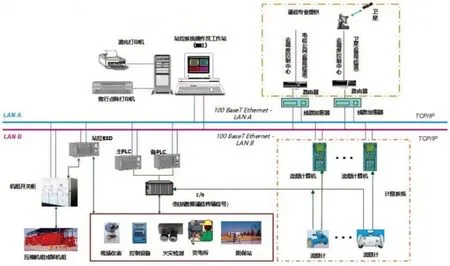
图1 典型站场站控系统配置图
站控系统实现以下主要功能:
1)采集站内温度、压力、差压、液位及阀位等信号。
2)经通信接口与第三方的监控系统或智能设备交换信息。
3)监控各种工艺设备的运行状态。
4)对电力设备、阴极保护、可燃气体的监视和报警。
5)压力、流量的调节与控制。
6)逻辑控制与联锁保护。
7)紧急停车(ESD)。
8)为调度控制中心和后备控制中心提供有关数据。
9)接受并执行调度控制中心下达的命令等。
3 站控系统的PLC
PLC 是Programmable Logic Controller的缩写,中文全称为可编程逻辑控制器。它是一种专为在工业环境下应用而设计的计算机控制系统,采用可编程序的存储器,用于其内部存储程序,执行逻辑运算、顺序控制、定时、计数以及算术运 算等操作指令,并通过数字或模拟的输入和输出部件控制各 种类型的生产过程及生产设备。本文讨论的是 AB(Allen Bradley)公司的ControlLogix 系列PLC,如图2所示。
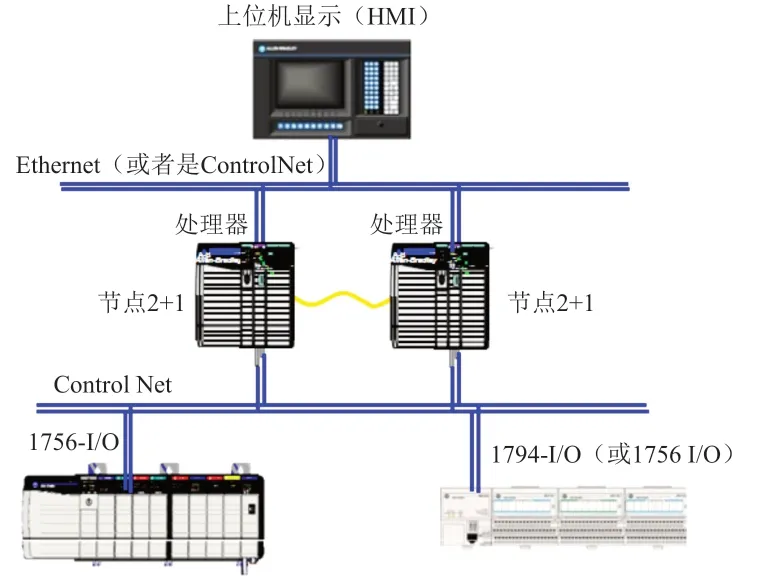
图2 1AB PLC框架组成图
4 基于PLC的站控系统设计与施工的总体思路
4.1 工艺设计
(1)通过发布初步设计,确定总的工艺和设备控制原则和自动化水平。
(2)SCADA 系统技术规格书。
(3)工艺及仪表控 制流程图(P&ID)。
(4)监控I/O 点表。
(5)工艺及设备的操作原理,作为自动化专业编程的原则和基础。
(6)根据工艺操作原理编制的逻辑图,作为编程的指导文件。
4.2 实验室编程与测试(含FAT和SAT)
(1)完成卡件排列表的编制、机柜集成图的绘制。
(2)PLC 数据库的分配及程序编制。
(3)上位机数据库组态及画面的绘制。
(4)成基础测试内容、I/O 通道100%测试、控制逻辑模拟测试、全线保护/操作逻辑测试。
(5)进行PID 调试系统参数的整定,完成系统操作手册的编制,配合工艺和设备的投产。
5 重要设计内容
5.1 工艺管道及仪表流程图(P&ID)
可以获得与SCADA 系统相关的如下信息:
(1)主要的工艺显示参数数量,如压力、温度、液位等。
(2)主要的受控设备数量,如电动阀、调节阀、泵机组等。
(3)主要工艺参数及受控设备的信号走向。
(4)调节阀PID 调节参数。
(5)控制回路的联锁,如压力保护停泵等。
5.2 工艺操作原理
可以获得与站控系统相关的如下信息:
(1)管道系统总体控制目标和水平。
(2)各站场与调度控制中心之间传输的数据信息。
(3)SCADA 控制功能的划分。
(4)各站场系统控制功能概述。
(5)管道系统的安全保护。
(6)各主要设备检测参数和控制要求,如:输油泵机组、远控阀门、调节阀、流量计等。
(7)各站场主要工艺保护参数、站保护联锁功能、主要工艺操作、受控设备联锁操作等。
(8)管线全线运行操作,应急工况的处理(水击超前保护、水击决策表等)。
6 系统集成与测试
6.1 卡件排列表根据监控I/O点表
遵循以下原则进行排列:
(1)根据每个机架的槽数进行排列,如A4、A7、A17机架等;根据每个机架的槽数进行排列如机架等。
(2)每种I/O 类型的总点数应留有20%~30%的余量。
(3)对I/O 总点数及扩展机架数量的限制(AB规定为扩展机架 3、对I/O 总点数及扩展机架数量的限制(AB 规定为扩展机架不超过64个节点,一个机架所有DI 或DO 算一个节点,AI、AO 等各站一个节点、MSG 指令也占一个节点)。
(4)以太网通讯模块应与处理器模块共同排列在同一机架上。
(5)同一设备的反馈点或命令点应连续。
6.2 机柜集成
主要针对PLC 机柜柜内的接线进行布置,包括以下一些资料:
(1)机柜布置图,该图纸包括对机柜正面以及背面的机架、空开、端子、防浪涌、继电器等设备进行布线的方式。
(1)模板接线原理图,该图一般需查询PLC 产品的说明书。
(2)端子接线图,该图纸为每一个I/O 点的机柜内接线方式。
(3)回路供电端子接线图,该图主要针对I/O 回路供电进行规划和分布。
6.3 PLC数据库的建立
一份完整的PLC 数据库应该包括数据点的归类、编程位号、所在电缆号、功能描述、信号类型、I/O 类型、量程、单位、报警值设定、所在的I/O 通道情况、与上位机通信的地址位和其他信息的备注。
6.4 工厂测试验收(FAT)
主要工作内容有:
(1)硬件/软件设备检查。
(2)上位机基本功能测试(系统启停、用户权限、历史数据处理、时钟同步、冗余切换等)。
(3)人机界面验收(画面完整性及功能测试)。
(4)PLC 机柜内设备检查及冗余切换测试。
(5)程序结构检查。
(6)I/O 通道100%连通性测试(包括DI、DO、AI、AO、RTD 等 为FAT 主要工作内容)。
(7)对模块化编程后的程序模块进行模拟测试。
(8)对水击超前保护系统进行模拟联调。
(9)对全线控制逻辑(如全线启/停输等)进行模拟联调。
(10)完成FAT 记录报告并由相关方面进行签字确认(设计、建设及施工三方签字)。
6.5 现场测试验收(SAT)
主要工作内容有:
(1)PLC 机柜及柜内设备的现场验收。
(2)PLC 程序结构验收。
(3)数字量输入回路测试(液位/流量/压力开关、可燃气体报警等)。
(4)数字量输出回路测试(声光报警等)。
(5)模拟量输入回路测试(压力、温度、液位、流量、泵保护参数等,同时需与PLC 核对量程)。
(6)单体受控设备测试(风机、污油泵、电动阀、调节阀、泵机组等受控设备)。
(7)站控逻辑测试(包括泵切换、泵顺序启停、收发球、压力保护停泵等)。
(8)PID 调节系统的参数整定(在正式投产后进行整定)。
(9)全线控制逻辑测试(全线启停输等)。
(10)全线水击超前保护测试(事故甩泵、泵全停、干线阀门误关等)。
(10)全线ESD 保护测试(进站ESD、进站压力超高等)。
(12)完成SAT 记录报告并由相关方面进行签字确认(设计、监理、建设、施工及运行五方签字)。
7 结束语
长输油气管道SCADA 的站控系统由以AB PLC控制器为核心,实现了输油气站场内的各种工艺设备、工艺参数的采集、监视、控制,可以说以PLC 为核心的站控系统是整个SCADA 系统逻辑控制的主要承载体,实现对整个生产过程的数据采集、监视与控制。
