彩涂高耐久产品表面麻点缺陷原因分析及其对涂层性能影响研究
2022-08-09汤晓东钱婷婷马新荣朱彰荣吴银义
汤晓东,钱婷婷,马新荣,朱彰荣,吴银义
(1.马钢股份公司冷轧总厂;2. 马钢股份公司技术中心 安徽马鞍山 243041)
彩涂板是一种在镀锌、镀铝锌、镀锌铝镁、冷轧基材表面涂覆聚酯、硅改、高耐久、聚偏氟乙烯树脂等不同种类涂料后,经烘烤固化得到的一种铁基高附加值产品。彩涂板作为冶金和化工行业相结合的重要产品,无论是美观功能的发挥还是服役性能的要求,表面质量都尤为关键,若控制不好,生产中极易出现气泡、缩孔、爆孔、针眼等麻面缺陷[1]-[3]。
本文针对某钢厂彩涂线生产的某批次建筑用高耐久灰色彩涂产品,常规工艺条件下涂层上表面出现麻点类缺陷,针对该缺陷,利用扫描电镜、能谱仪对其进行分析,研究了该缺陷产生原因并提出解决对策,同时对其耐蚀性能进行研究,为同类彩涂板麻面类缺陷的研究提供了技术参考。
1 试验材料及方法
1.1 试验材料
试验所用材料为出现麻点缺陷的灰色高耐久镀铝锌建筑彩涂板,正面涂层厚度为25 μm,厚度0.65 mm,双面锌层重量100 g/m2。
1.2 微观形貌及能谱分析
采用放大镜对不同线速(80 m/min、75 m/min、60 m/min)下板面缺陷部位的微观形貌进行观察。进一步地,选择线速为80 m/min时的麻点缺陷,利用能谱仪对麻点缺陷凸起部位以及正常部位的成分进行分析。
1.3 盐雾实验分析
1.3.1 实验材料

表1 实验材料属性
1.3.2 耐中性盐雾试验
实验方案:样板的处理包括:封边+平板、封边+划叉。中性盐雾实验,实验箱内的温度保持在(35±2)℃,氯化钠溶液的浓度为(50±5)g/L,每80cm2水平面内,每小时收集的降雾量平均为(1.0-2.0)ml之间。
实验周期:500小时;实验过程中,定期对样板进行观察,记录涂层起泡、破坏处腐蚀等实验现象。
实验设备:盐雾实验箱。
1.4 耐酸碱性能测试
将四周及背面封边试样在5%的硫酸溶液和5%的氢氧化钠溶液中浸泡,观察样板表面起泡、开裂等情况。
2 结果与讨论
2.1 微观形貌及EDS能谱分析
2.1.1 微观形貌
采用放大镜对不同线速(80 m/min、75 m/min、60 m/min)下板面缺陷部位的微观形貌进行分析,如图1所示,麻点缺陷形貌基本类似,均呈气泡形状,但是单位面积内数量以及孔径不一。线速度为60 m/min时无麻点缺陷。从图中可知,产线工艺速度的降低对气泡的密度有所改善。
2.1.2 EDS能谱分析
进一步地,选择线速为80 m/min时的麻点缺陷,利用能谱仪对麻点缺陷凸起部位以及正常部位的成分进行分析,如图2-图4所示。

图1 不同线速麻点缺陷微观形貌(放大镜)
通过试验结果可以发现,麻点缺陷部位的成分主要是碳、氧、钛和硅元素,麻点缺陷其他部位和板面正常部位的成分一致,均含有碳、氧、钛和硅,但是含量差别很大。缺陷部位钛含量较高,高达25.39%,硅含量仅为0.30%,而正常部位钛含量达9.09%,硅含量相比颗粒部位有大幅上升,为1.12%。通过试验结果可以发现,缺陷处富钛元素,但硅元素较少。
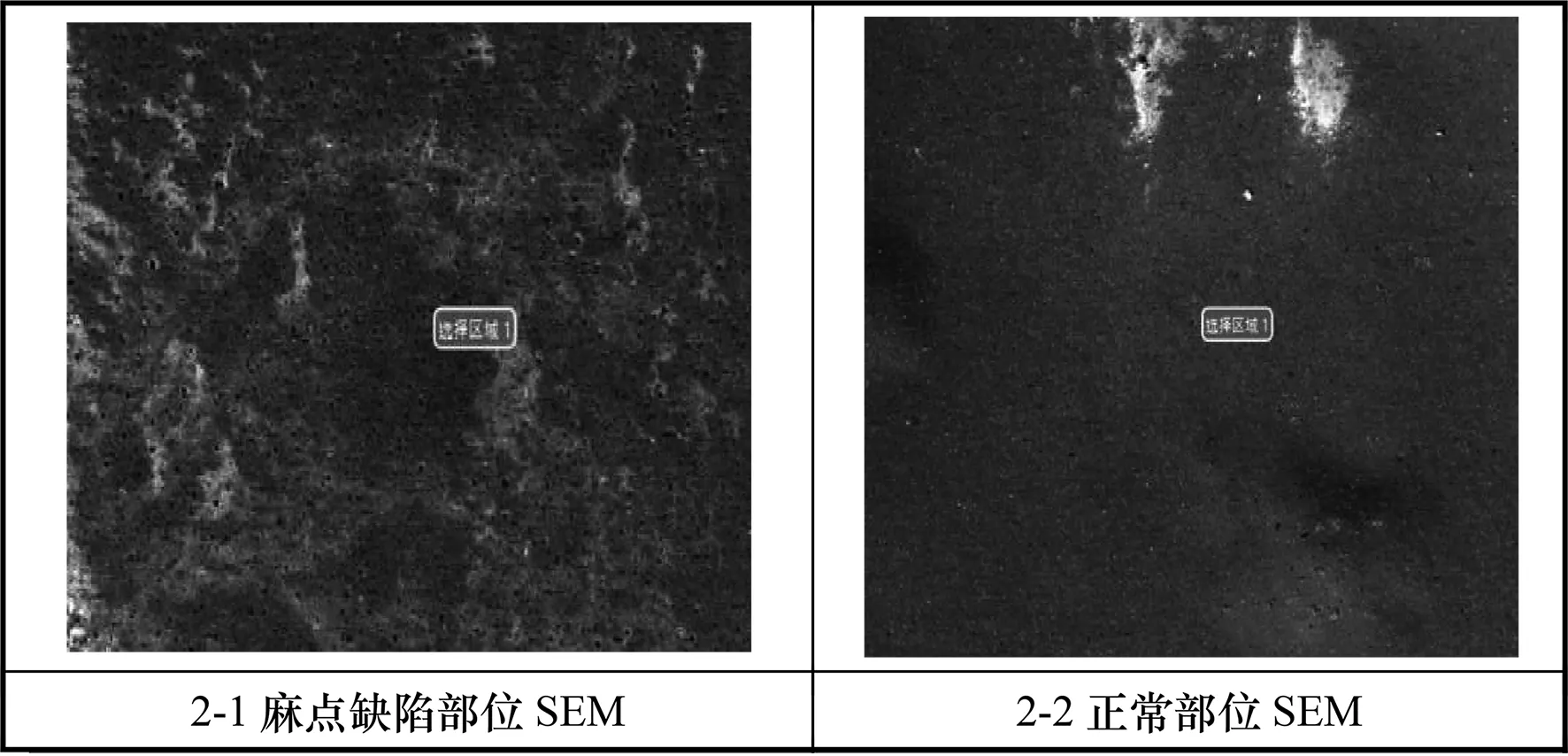
图2 麻点缺陷及周围部位能谱分析

图3 麻点缺陷部位能谱

图4 正常部位能谱
2.2 盐雾3000小时对涂层性能的影响
根据GB/T 12754的规定,结合从上述盐雾结果看,60 m/min的结果与75 m/min和80 m/min有麻点缺陷的板面情况基本一致。因此,从盐雾加速试验的方法评估其耐蚀性的角度,本文描述的缺陷对产品的耐蚀性并无影响。

表5 盐雾试验图片
2.3 酸碱浸泡对涂层性能的影响
实验过程中,定期对样板进行观察,记录涂层起泡、裸边腐蚀等实验现象,根据GB/T1766 中的0 级要求,在5%的硫酸溶液和5%的氢氧化钠溶液中浸泡24小时的三个线速度下样品涂层正面表面无起泡、开裂,色差、光泽度变化,都满足耐酸碱准标要求。延长试验时间至600小时,发现麻点缺陷的耐酸性能有差异,在800小时,耐碱性出现异常,麻点部位有微泡现象。

图6 600小时耐硫酸

图7 800小时耐氢氧化钠
根据上述结果分析,麻点缺陷部位属于正常涂层,涂层致密度也是完好的,只是麻点处的钛白粉聚集,钛白粉的耐酸碱性能不如树脂,因此,会出现起微泡的现象。
2.2 缺陷产生原因及改善措施
2.2.1 缺陷产生原因
从SEM和EDS检测结果显示异常元素为Ti。为分析Ti的来源,线上单涂底漆,未见上述缺陷。因此,推断该缺陷产生原因为面漆内的钛白粉分散不均,与稀释剂匹配不良,涂覆过程产生气泡。
同时,某钢彩涂机使用三辊逆涂涂布,涂覆辊和带料辊均高速同方向转动,涂覆辊和带料辊相对速度很大。如产线线速是100 m/min时,切点处的相对速度达到245 m/min-280 m/min。相比其它厂家的两辊逆涂和三辊低速涂布方式,同样线速下切点处相对速度在60 m/min-100 m/min。因此初步判断在高剪切力作用下,涂料流平性能下降,从而产生高线速下板面麻点缺陷,降低线速后,流平时间延长,缺陷改善[4]-[6]。
2.2.2 改善措施
为了保证涂层表面质量,控制涂料的流平性,进行稀释剂数量及种类的调整。流平实际就是表面张力均化的过程,若涂料分散性不好,涂层固化过程会逐渐形成气泡炸裂后产生麻点等缺陷。某钢彩涂产线的烘干固化是五段式炉温,高低沸点溶剂的挥发梯度设置需要适应产线的工艺窗口。因此,通过线下调整涂料配方内的溶剂组成比例,再次上线后基本解决了表面橘皮及缩孔问题,具体调整结果见表2。

表2 灰色系产品的溶剂成分调整前后对比
3 结语
彩涂的表面质量和理化性能是考核产品合格的两大方面,而此类麻点缺陷在产线较为常见,但是其产生的原因不尽相同。本文所述缺陷的原因主要是面漆钛白粉的分散性不好,与稀释剂不匹配,导致钛白粉颗粒聚集;另外,产品对不同产线的工艺适应性有局限,针对具体产线工艺需要进行摸索后固化。结合GB/T 12754的规定,麻点缺陷与正常板面除表观上有不同外,耐中性盐雾及酸碱性能满足产品的使用要求,但从延长酸碱试验时长来看,由于麻点处的钛白粉聚集钛白粉的耐酸碱性能不如树脂,因此,会出现起微泡的现象。综上,良好的板面需要涂料以及工艺的相互配合适应。
