组合型平整辊系的研究与应用
2022-08-03刘治宏常建勋
刘治宏, 常建勋
(山西太钢不锈钢股份有限公司冷轧厂, 山西 太原 030002)
不锈冷轧带钢的平整,是不锈冷轧带钢生产的重要环节,平整可以消除屈服平台,并在一定程度改善板型。宝新、张浦、甬金等国内主流钢厂平整辊的辊型曲线主要使用正弦曲线。在品种单一、冷轧钢带规格范围较窄的时期,正弦曲线平整辊很好的解决了消除屈服平台、改善板型的问题。
随着应用领域的拓展,不锈钢品种从单一的304系奥氏体不锈钢和430 系铁素体不锈钢,已发展到品种包括奥氏体不锈钢、体素体不锈钢、马氏体不锈钢、双相不锈钢、沉淀硬化不锈钢五大类上百个钢种牌号,冷轧带钢规格也从最初的厚度0.5~3.0 mm,宽度1 000~1 219 mm,扩大到厚度0.3~8.0 mm,宽度940~2 000 mm。随着冷轧带钢变宽,平整辊增长,为了保证足够的延伸曲线,辊子道次有所增加,辊子中心点到两边部的延伸差变大。这就行成越宽的材料,压力越大,延伸越小的材料(薄料)辊子凸度越大。此时,正弦曲线平整辊对薄、宽料板型的改善能力有限的弊端就体现出来。针对薄、宽料的板型改善问题,需要设计新的辊型。
1 组合辊系
平整时为消除钢带边浪,增加平整辊凸度是有效方法[1-3],但是正弦单一的辊型特点,平整辊工作面中间凸度太大会造成钢带中间新的大肚板缺陷,从而制约了凸度的增加。
综合考虑,只有改变辊型设计,采用组合辊型才能达到预想效果。根据钢带板凸度,平整辊中部适当减小凸度,缩小延伸差,平整辊边部适当位置增加凸度,扩大延伸差,使钢带消除边浪的同时不产生新的大肚板缺陷,达到理想的平整效果。这两种辊型相组合,平整辊整体凸度是减小的。由于平整辊中部凸度较为平缓,压力也更容易作用在边部[4]。最大满足边部延伸差的行成,平直的钢带有助于张力的建立,产生相互支持的作用,以达到满意的平整效果。
2 曲线组合型平整辊系的设计
平整时为消除钢带边浪,增加平整辊凸度是有效方法,但是正弦单一的辊型特点,平整辊工作面中间凸度太大会造成钢带中间新的大肚板缺陷,从而制约了凸度的增加。
根据钢带板凸度,平整辊中部适当减小凸度,缩小延伸差,平整辊边部适当位置增加凸度,扩大延伸差,使钢带消除边浪的同时不产生新的大肚板缺陷,达到理想的平整效果[5-6]。这两种辊型相组合,平整辊整体凸度是减小的。由于平整辊中部凸度较为平缓,压力也更容易作用在边部[7-8]。
以平整辊直径800 mm,辊面长度1 400 mm 的平整辊系为例来说,(图1 中横向为辊面长度,长度范围0~1 400 mm 之间,纵向为辊面实际高度,以辊面0/1 400 mm 处为纵坐标0 点)组合型辊系设计思路如图1 所示。
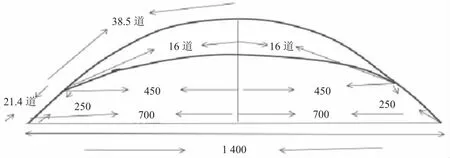
图1 组合型辊系设计思路(mm)
首先根据不同凸度建立两条独立的曲线,如图2所示。

图2 两条独立曲线


对两条曲线进行复合,如图3 所示。
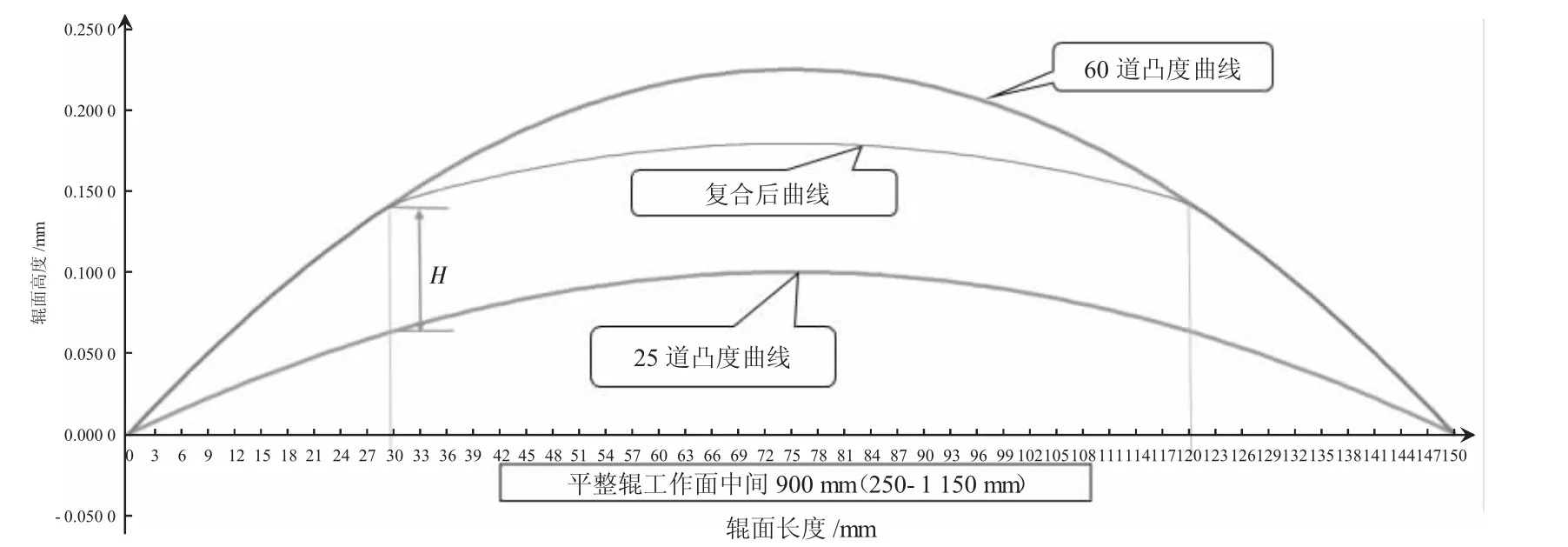
图3 复合板型曲线示意图
60 道曲线(0~250 mm)+25 道曲线(250~1 150 mm)+60 道曲线(1 150~1 400 mm)。
平整辊工作面中间900 mm(250~1 150 mm)需要将25 道凸度曲线上移H 的距离进行曲线复合,H=a1+a2,(250 mm≤x≤250 mm)。
按上图两条曲线复合后,复合曲线如图4 所示。

图4 复合后的板型曲线
其中:a复合=A1sinx,(0~250 mm);
a复合=H+A2sinx,(250~1 150 mm);
a复合=A1sinx,(1 150~1 400 mm)。
式中:a复合为复合曲线的振幅,x 为辊面长度。
在实际应用过程中,两条曲线连接位置会出现“凸点”,需要用合理的方法进行处理,保证连接点平缓过渡。
不同凸度曲线连接后,平整辊工作面250 mm 和1 150 mm 位置有两个“凸点”,以250 mm 位置“凸点”为例说明优化方法:已“凸点”为中心,在200~300 mm区域内的11 个点进行曲线值求差值,会发现靠平整辊边部由于凸度大差值较大,靠中间由于凸度小差值较小,故在连接点出现“凸点”。
3 组合辊的磨削
平整作为轧钢工序里后部工序,对平整辊的要求极为苛刻,表面粗糙度Ra≤0.02 μm,不能有可见螺旋纹,振纹,花印等缺陷,更不能出现过渡段阴暗面,造成钢板表面亮度不一致。由于复合曲线是两根不同凸度形成的曲线,在曲线上有两次过渡。这样的曲线在磨床上磨削是比较困难的,因为砂轮的法线与轧辊曲线不垂直,造成磨削时砂轮两边部一边接触,产生螺旋纹与阴阳面。
针对以上问题,磨削试验时做了大量工作:首先,需要将砂轮修正成圆弧形,避免砂轮与辊面形成角接触;其次,在编制好的曲线中再叠加一条速度曲线,即磨削过程中的横移速度按照曲线设定好的百分数来执行,在辊型拐点处降低横移速度,这样可以减轻过渡段变化造成的阴阳面问题;最后就是不断进行磨削试验,优化磨削参数。通过不断磨削总结,数据分析与优化,最终辊面质量得以保证。
4 应用情况
太钢不锈钢可生产规格全世界范围内最广,在特色极薄、超宽不锈钢带的板型改善方面,单一正弦辊型重平率高达15.0%,采用不同凸度复合辊型系后,重平率降低至0.35%,组合辊型很好地解决了正弦曲线辊系不易处理的薄、极宽、极窄的冷轧钢带的板型问题。
5 结论
组合型正弦辊型在改善薄规格、极大极小宽度不锈钢带板型时,减小带钢中部和边部延伸率差异,避免了钢带板型存在纵向折印和肋骨印缺陷问题,在实际生产过程中并且已取得了非常好的效果。
平整辊复合辊型为平整板型控制增加了最灵活有效的手段,可以促进冷轧不锈带钢向更宽更薄的领域发展。
