采用宏程序车削不同走刀轮廓拉伸试样的方法
2022-08-03黄成杰
黄成杰
(太钢技术中心, 山西 太原 030003)
试样作为金属材料各种性能的载体,通过拉伸试验可获取各项力学性能试验数据,因此试样加工是保证试验结果准确性的首要因素。绝大部分中厚板和型材的力学性能检验,按照检验方法标准经机械加工制成圆形横截面拉伸试样。但因试样形状多样,且每种形状规格众多并形成一个系列,普通程序下的一个程序只能描述一个形状和尺寸规格的试样,即使采用宏程序编程[1]也只能解决相同形状不同规格系列工件的加工,当试样形状发生改变时只能重新编程,开发程序占用大量时间,严重影响应用到实际加工的进度。通过挖掘数控系统功能,开发了解决不同形状和不同尺寸规格系列的室温和高温圆形横截面拉伸试样复合加工宏程序,突破了传统意义上一个宏程序只能用于相同形状不同规格系列工件的加工限制,达到缩短程序开发时间,加工便捷、优质、高效之目的,对于拓展宏程序的应用范围具有重要的实际意义。
1 常用试样采标情况
对常用的2 种室温和1 种高温试样的中国、美国、日本和欧盟标准(表1、图1—图3)进行对比。

图1 采用中国、日本、欧盟标准圆形横截面室温拉伸试样

图2 采用美国标准的圆形横截面室温拉伸试样
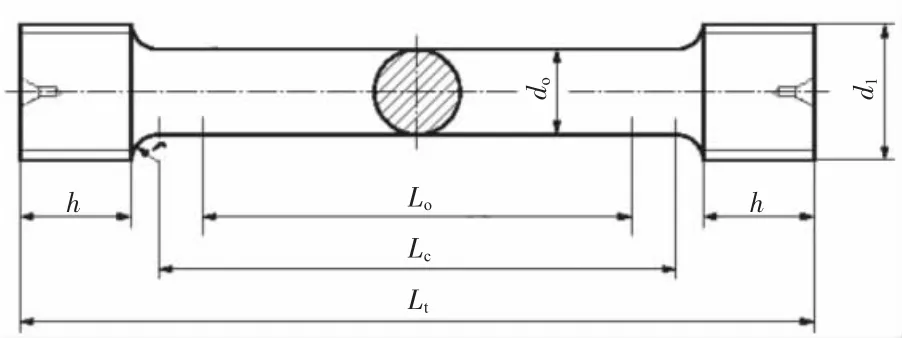
图3 采用中国、美国、日本、欧盟标准螺纹头部圆形横截面高温拉伸试样

表1 圆形横截面拉伸试样采标情况
2 技术方案
2.1 合理规划走刀轨迹
对比3 种形状试样的加工轮廓可以发现,在一个加工轮廓的基础上增加或减少一些加工步骤就可形成另一个形状的加工轮廓,并可以此类推,编制一个复合型的加工程序,运用数控系统的某些功能,即可用一个程序实现所有形状不同规格系列试样的加工(图4)。

图4 3 种形状的圆形横截面拉伸试样
2.2 宏程序变量的设计与赋值
分析不同形状试样的可变量,完成宏程序变量的设计与赋值,共确定12 个赋值宏变量[2](图5、下页表2)。

表2 圆形横截面拉伸试样宏变量赋值列表
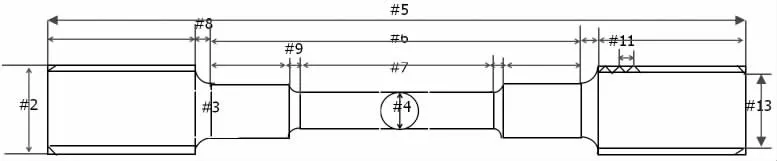
图5 圆形横截面拉伸试样宏变量标注示意图
2.3 编制圆形横截面拉伸试样宏程序
宏程序O9999 作为一个切削模块,由主程序O9000 调用(表3、表4)。

表3 圆形横截面拉伸试样主程序(FANUC 0i 系统)

表4 圆形横截面拉伸试样宏程序(FANUC 0i 系统)
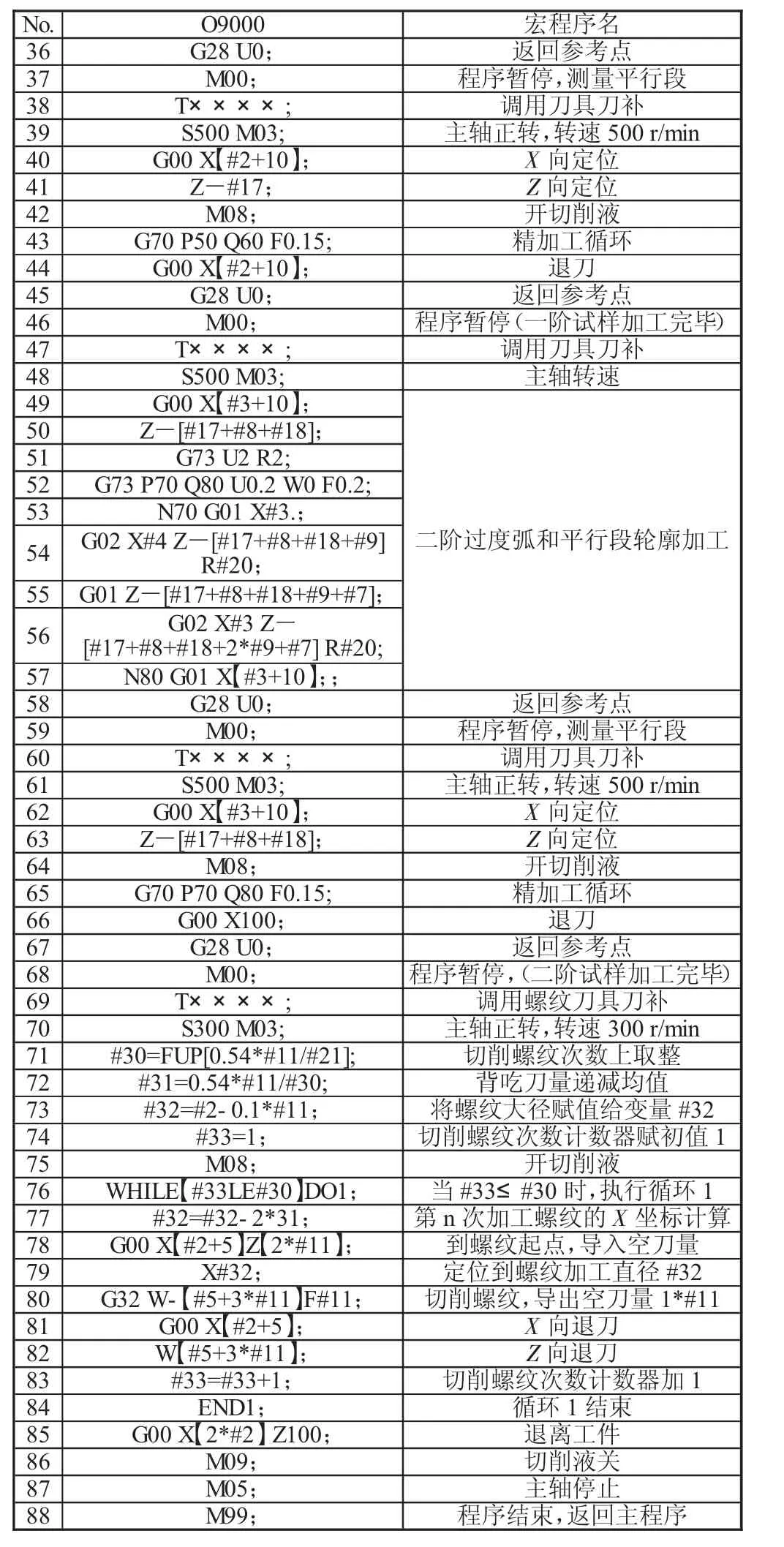
续表4 圆形横截面拉伸试样宏程序(FANUC 0i 系统)
3 需要解决的技术问题
若想采用一个宏程序解决不同形状圆形横截面拉伸试样的加工,突破传统意义上宏程序只能用于相同形状不同规格系列工件加工的限制,需拓展宏程序应用范围。同时,还应解决加工不同形状和不同规格圆形横截面拉伸试样过渡半径的正确赋值。GB/T 228.1—2010《金属材料拉伸试验第1 部分:室温试验方法》6.1.2 机加工的试样中提到:“如试样的夹持端与平行长度的尺寸不相同,他们之间应以过渡弧连接。此弧的过渡半径的尺寸可能很重要。”
4 解决技术问题采用的技术方案
对于广泛使用的Fanuc 数控系统,在一个程序的程序段前加上跳段符号“/”, 同时按下机床操作面板上的“跳选”键[3],将不需要的程序段跳过,即可实现不同形状圆形横截面系列拉伸试样的复合加工。
运用宏程序采用变量编程和变量之间可运算的优势,将不同形状和不同规格试样的过渡半径值由已知变量值之间的运算得出(表2、图6)。

图6 圆形横截面拉伸试样过渡弧半径值计算图解
5 工艺路线
三种形状的圆形横截面拉伸试样加工工艺路线如表5 所示。

表5 3 种形状的圆形横截面拉伸试样加工工艺路线
6 实施方式(见表6)

表6 具体实施方式
7 结论
1)运用数控系统程序段跳过功能,按下操作面板上的“跳选”键,成功实现了不同形状圆形横截面系列拉伸试样可用一个程序进行复合加工,减少了试样形状变化时重新开发程序占用的大量时间,杜绝了多程序占用系统内存而影响机床响应速度和调错程序的可能。
2)运用宏程序给变量公式赋值,自动准确计算试样过渡半径值,较好地解决了人工直接赋值不准确的问题,彻底消除了加工试样过渡弧与平行段之间出现的接刀痕迹,保证了检测数据的准确性。
