大规格TB8 钛合金化学成分均匀性研究★
2022-08-03王永强侯晶晶马耀远
曹 瑞, 王永强, 岳 旭, 张 晋, 侯晶晶, 马耀远
(1.新疆湘润新材料科技有限公司, 新疆 哈密 839000;2.新疆钛基新材料重点实验室, 新疆 哈密 839000)
TB8(β-21S)是目前航空领域应用最广泛的5 种高强β钛合金之一,是20 世纪80 年代为了满足高温使用环境研制开发的一种综合性能优异的钛合金,其工作温度可达540 ℃,因所有合金元素的总质量分数约为21%而得名[1]。TB8 具有优异的冷热加工性能和良好抗氧化性及抗腐蚀性能,常作为箔材用于制造钛基复合材料,同时也用于制造Trent 系列发动机的尾椎。此外,还可替代原有的410 钢和IN-625 高温合金用于空客A330 发动机舱附近的塞子、喷嘴和整流罩等部件;替代IN-625 合金用于波音777 的衬套和喷管,实现飞机减重164 kg[2];替代强度水平相当的1Cr18Ni9Ti 不锈钢用于飞机液压系统、蜂窝、燃油箱、紧固件、液压管路等[3]。
TB8 钛合金的化学成分为Ti-15Mo-3Al-2.7Nb-0.25Si[4],其铝当量3.0、钼当量12.756,β稳定系数Kβ为1.575,是典型的高合金化亚稳定β型钛合金。TB8钛合金中含有质量分数近18%的高熔点、高密度的难熔金属Mo 和Nb,两者均属于同晶型β稳定元素,起固溶强化作用,同时提高了该合金的热盐应力腐蚀抗力和在还原介质中的耐蚀性,但在工业真空自耗熔炼过程中比较困难。金属钼的熔点为2 620 ℃、密度为10.2 g/cm3,金属铌的熔点为2 468 ℃、密度为8.57 g/cm3,均远高于钛的熔点1 668 ℃和密度4.5 g/cm3,同时高于钛合金真空自耗熔炼时电极末端和熔池的温度,易造成高密度金属夹杂,钛合金生产过程中两者均以中间合金的形式进行添加。
钛合金电极制备过程中铌的加入多以AlNb70 的方式添加,其生产简单、成本较低,适用于工业化生产使用。但钼的加入若以传统的铝钼中间合金进行添加,由于TB8 钛合金中铝含量较低,铝钼中间合金用AlMo85 进行添加,研究表明,铝钼中间合金中w(Mo)超过75%以上时,将会出现纯钼夹杂[5]。为避免TB8 钛合金中出现高密度钼夹杂,钼的加入采用了Ti-Mo 中间合金进行添加[6],但钛钼中间合金生产困难、加工周期长、过程质量控制难度大、生产成本高,不适用于大规模工业化生产。为此本研究采用国内最新研制开发的MoNbAlSiTi 多元中间合金以用于TB8 钛合金铸锭的生产,其采用铝热还原法进行生产,生产简单、成本较低,其熔点为1 910 ℃、密度为7.0 g/cm3,更接近钛的相关指标,相对传统的原材料可降低近30%的成本[7],并通过对生产过程工艺参数进行控制,探索了大规格TB8 钛合金铸锭的成分均匀性和VAR 熔炼工艺。
1 试验验证
1.1 原料
本实验铸锭采用新疆湘润新材料科技有限公司自产的高品质0A 级小粒度(0.83~12.7 mm)海绵钛为主要原料,选用国内新开发的MoNbAlSiTi 多元中间合金,并适当配入铝豆、AlMo60、钛硅、钛铁、二氧化钛等进行成分调节,投料生产质量为2 300 kg 的TB8 钛合金铸锭。
1.2 电极制备
本试验采用全自动配混料系统、8 000 t 油压机以及真空等离子焊箱来生产Ф400 mm 的自耗电极。该合金铸锭中间合金添加比例高达23%以上,且粉末居多,为使海绵钛与中间合金充分均匀混合,并且保证电极块的质量,适当延长了原料的混料时间,减少了单块电极重量,并增大了电极块的压制压力,实际压制压力比压制同等规格的TC4 电极块时增加了1 000 t左右,保证压制的电极块成型良好,无掉料、裂纹等缺陷。在氩气保护状态下,对压制完成的自耗电极用等离子焊箱进行焊接,避免了电极焊接时与空气接触而造成的氧化和氮化,同时为保证自耗电极的强度,防止发生熔炼过程中电极掉块或者断裂,增加了电极的焊接焊缝数量。
1.3 熔炼工艺
TB8 钛合金铸锭合金含量高,为保证铸锭中合金元素的均匀性,本试验采用三次真空自耗电弧炉熔炼,且根据该合金铸锭本身的产品特性及熔炼过程,对每次熔炼工艺参数进行相应调整,最终得到Ф650 mm的TB8 钛合金铸锭成品,三次VAR 熔炼工艺参数如表1 所示。
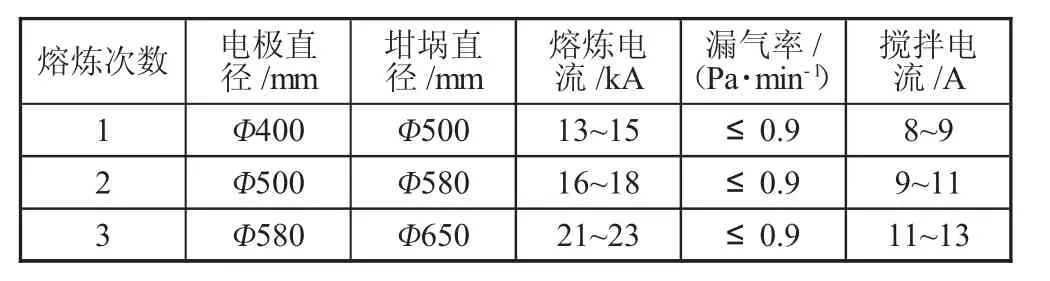
表1 VAR 熔炼主要工艺参数
1.4 扒皮取样
自耗电极经过两次真空自耗电弧熔炼后,在二次熔炼铸锭的锭身和头部端面位置(见图1)分别取了锭身外圆头、中、底三点和端面九点试样进行合金元素Al、Mo、Nb、Fe、Si 化学成分分析。取完样后,将二次锭掉头装炉熔炼三次成品铸锭,完成三次熔炼,铸锭先通体扒皮5 mm,去除表面氧化皮,再按图1-1 所示的铸锭锭身外圆头、中、底三点取样进行化学成分检测。利用超声波检测技术对铸锭头部缩孔位置进行标记,再按标记用锯床切除冒口和锭底20~25 mm 左右,而后把铸锭沿锭身长度从中间位置分切为两截,按照图1-2 分别在铸锭的冒口、锭底及中分分切面上用钻床钻取九点试样,进行合金元素Al、Mo、Nb、Si、Fe 含量检测。

图1 铸锭纵向及横向取样示意图
1.5 试验结果
二次熔炼铸锭合金元素检验结果如图2 所示。
试验过程中,电极块压制、自耗电极焊接、一次熔炼均未发生掉料或断裂事故,说明此试验的电极块压制参数、焊接工艺均能满足高合金化TB8 钛合金自耗电极生产的致密度和强度要求,保证了熔炼质量和安全。由图2 可看出,经过二次VAR 熔炼的TB8 钛合金铸锭锭身的纵向和头部端面横向各合金元素成分均匀性良好,偏析倾向较大的Al、Fe 元素含量一致性很好,w(Mo)波动稍大,极差0.35%,在成分要求范围之内,说明此试验的各项工艺选择能满足经两次真空自耗熔炼的TB8 钛合金成分均匀性要求。

图2 二次熔炼铸锭合金元素检验结果
三次熔炼铸锭合金元素检验结果如图3 所示。
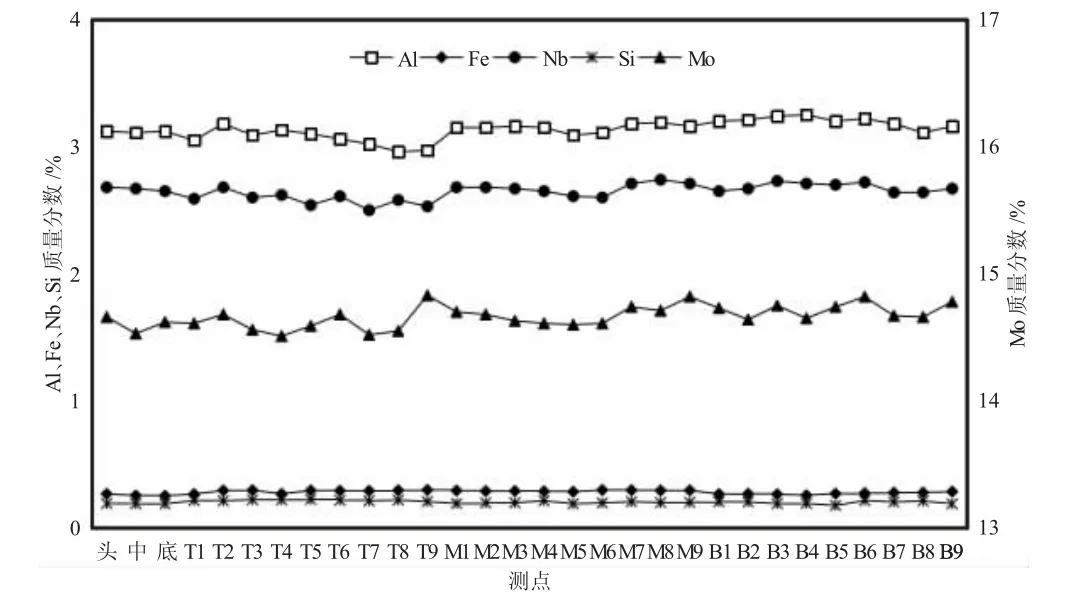
图3 三次熔炼铸锭合金元素检验结果
由图3 可看出,经过三次VAR 熔炼的钛合金铸锭中,锭身头、中、底三点和横向端面九点各位置处的主合金元素含量分布均匀,且铸锭整体化学成分一致性好,完全满足TB8 钛合金铸锭化学成分的使用要求。成品铸锭头部热封顶过程较长,熔池中的Al 元素在真空环境下挥发损失较多,头部靠近中心位置Al含量较低;Mo 属于高密度元素,在钛及钛合金真空自耗熔炼过程中存在比重偏析倾向,易在熔池的心部富集,故头部和中部中心位置w(Mo)偏高,但整体均匀性良好,极差0.32%,最大偏差比例约2.2%。由此可见,经过三次VAR 熔炼的TB8 钛合金铸锭中Mo 元素的均匀性比两次熔炼铸锭中均匀性更好,同时TB8钛合金合金含量较高,因此选择三次VAR 熔炼是有必要的。
2 结论
1)TB8 钛合金铸锭的VAR 熔炼过程中,选择新型五元中间合金作为添加剂,加入少量的二元中间合金进行成分调整,降低电极块单重,提高电极块压制压力,增加焊接数量,优化VAR 熔炼工艺参数,可生产出化学成分均匀性良好的TB8 钛合金铸锭。
2)TB8 钛合金中合金化程度高,具有高熔点、高密度的难熔金属Mo 元素的含量高,在生产大规格2 t级的TB8 钛合金铸锭时,经过三次VAR 熔炼的铸锭化学成分均匀性和一致性更好。
