天然气管道过流焊接辅助装置设计研究
2022-07-27张圣兵赵小彬韩传军
张圣兵 王 帅 卿 勇 赵小彬 韩传军
1.中国石油天然气股份有限公司西南油气田分公司, 四川 成都 610041;2.西南石油大学机电工程学院, 四川 成都 610500
0 前言
管道运输可以大大提高石油和天然气的运输效率,减少能源消耗,简化工序。通过提高管道的质量,保障油气输送的安全性,是石油化工产业发展的基石[1]。焊接紧急修理是在切断损坏的管道后,将新管道或者阀门等焊接到原来的管道上进行安装的紧急修理工作,可有效阻断焊接管,隔离油气,避免油气流出,防止发生二次事故[2]。焊接过程中,焊接点附近若有气流流动将影响焊接质量,如果再有可燃性气体溢出有可能导致失火或爆炸,给现场焊接操作和质量控制带来危险和挑战[3-4]。
目前,很多学者针对管道焊接机器人进行了研究。周伦等人[5]研制了一种管道全位置焊接机器人,可以完成对应壁厚钢管的焊接,且焊接质量良好。尹铁等人[6]通过分析S曲线的算法原理及其传统的七段模型,对该模型进行了优化修正,提出了一种基于分段插值和三角函数的S形运动曲线。孙学凯等人[7]分析了影响焊接精度的偏差源,通过偏差源得到了实际的相交曲线方程,并将其作为焊接机器人的路径。王克宽等人[8]采用摆动焊接实验系统进行了焊接工艺试验,设计了全位置焊接试验工艺,试验中使用六点标定法对焊枪进行了标定。张青年等人[9]针对设计完成的一种弹性轨道式管道环焊缝焊接机器人焊枪随动装置,论述了其技术原理、设计思路及应用效果。金玉章等人[10]运用能量法中的卡氏定理和虚功原理建立了导轨的径向变形和所受应力与导轨厚度和支撑个数的解析模型,并据此选取相应设计参数的导轨模型进行了仿真。刘辰等人[11]分析了管道自动焊接机器人行走机构的固有振动特性。
以上学者的研究主要聚焦于焊接机器人以及焊缝的焊接过程,对于气流对焊接质量的影响以及如何实现隔离引流焊接的研究相对较少[12-14]。本文在综合分析了管道焊接的原理和工程实际需要后,以天然气管道过流焊接辅助装置为研究对象,在管内气流环境下对管道过流焊接辅助装置进行了针对性设计。
1 管道过流焊接辅助装置设计方案
1.1 工作原理
管道与管道(含弯头等)焊接时,为使焊接过程中管内气流不影响焊接质量,或避免因动火导致燃烧或爆炸,可采用引流与封堵相结合方式。当上游管道因阀门内漏等情况有来气并对焊接造成影响时,可使用管道过流焊接辅助装置,用密封气胎隔离焊缝,中间导流管则将上游气体引入下游管道。其工作原理为:将过流焊接小车放入管道内,遥控装置移动到待焊接位置,控制气胎膨胀,密封管壁,气流从中间导管引入下游端。焊接完成后,密封气胎放气收缩,驱动小车从开口端驶出。天然气管道过流焊接辅助装置工作原理见图1。
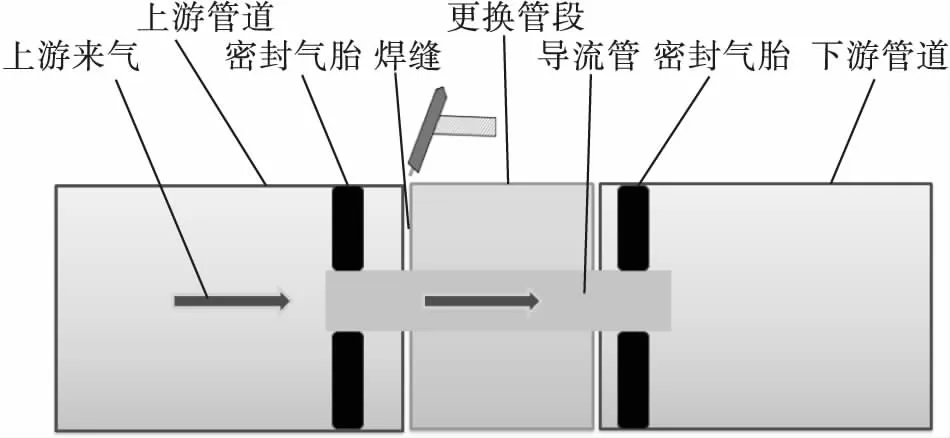
图1 管道过流焊接辅助装置工作原理示意图
1.2 设计方案
最终设计的管道过流焊接辅助装置见图2~3,主要由驱动小车、密封气胎、连接管三部分组成,可使用遥控器实现装置的移动和密封气胎的充放气。作业时,装置在前车的拉动下进入管道内,行进至焊缝处,密封气胎分布在焊缝两侧。接着收缩状态的密封气胎充气至鼓胀,紧贴管道内壁,实现对环空气流的封堵,中间连接管实现上下游的导通,防止憋压。密封气胎充气完成实现密封后,在焊缝处使用焊枪和焊条施焊;焊接完成后,密封气胎放气收缩,驱动小车拖拉装置行进至下一个焊缝处,密封气胎再次充气和封堵,进行施焊;完成后再放气收缩、移动、充气,多条焊缝依次循环往复。全部焊接完成后,驱动小车拖拉装置驶出管道,作业完成。

图2 装置行进至焊缝两侧(气胎无气)示意图

图3 气胎充气封堵管道(气胎鼓胀)示意图
2 管道过流焊接辅助装置结构设计
管道过流焊接辅助装置实际为隔离引流装置,由双轴减速底盘、2个内胎、小气泵、前后密封支撑、波纹管、锁定支撑、电池、控制器、阀门等组成。2个小车的主动轮可正转和反转,实现装置的前进与后退。气胎可充气和放气,用于焊接作业时管道的密封。波纹管可弯曲,便于装置通过弯管。A、B双驱动小车设计,均可使用拖拉的方式将小车从管道中驶出,万一出现卡住的情况,后面小车还可以协助推动。管道过流焊接辅助装置三维模型见图4。

图4 管道过流焊接辅助装置三维模型图
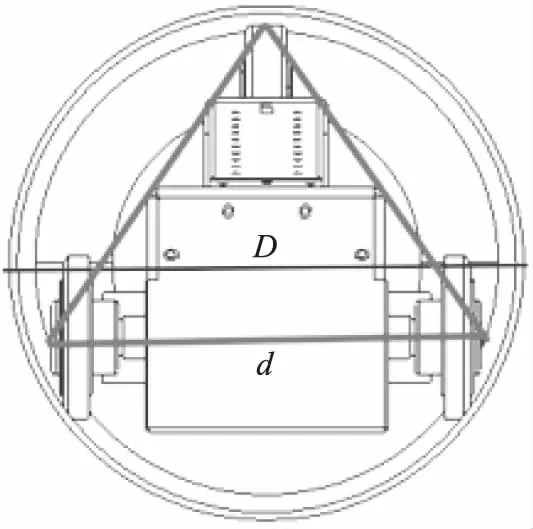
2.1 小车尺寸及轮距设计
管道内径D为200 mm,取小车轮距为140 mm,欲使小车能通过曲率半径1.5D的弯管,按照车体的最大尺寸,将其整体假设为一个长方体,尺寸为140 mm×200 mm×60 mm,见图5。做圆的内接正三角形,由几何关系,得车轮距约为173 mm,实际轮距d为161 mm。使用1.5D曲率的弯管,以确定车身长宽及轴距。R2=1.5D=300 mm,图5中几何关系需满足:
a)小车尺寸计算
(1)
式中:D为管道内径,mm;W为车身长度,mm;H为轴距,mm。
已知H为173 mm,则W为288 mm。当车行驶至45°拐弯处时,车身一侧紧贴管道内壁,另一侧与管道的距离为50.72 mm,由于车身厚度为60 mm,远小于管内直径200 mm,小车能顺利通过弯管,气胎与气胎之间的距离为535 mm,装置总长1 195 mm。
2.2 充气封隔结构设计
选择200 mm×50 mm的气胎用于封隔,收缩后气胎能贴合在轮毂上,便于装置的移动。2个气胎的充气气压最大0.689 5 MPa,管径偏差±20 mm,使用了0.689 5 MPa的充气泵,并做了限压,当充气气压达到0.689 5 MPa时,充气泵电路自动断开,防止气胎损坏,气胎充气后可完全贴紧管道内壁,密封压差可达2个大气压。气胎充气封隔示意图见图6。

图6 气胎充气封隔示意图(单位:mm)
2.3 驱动单元与封隔模块设计
驱动装置的车体单元分为3个可活动部件,包括用于驱动车身整体在管道中前进后退的轮毂单元,用于和管道保持接触的浮动顶轮单元,以及可以调节的封隔单元的连杆机构。驱动小车与封隔模块示意图见图7。
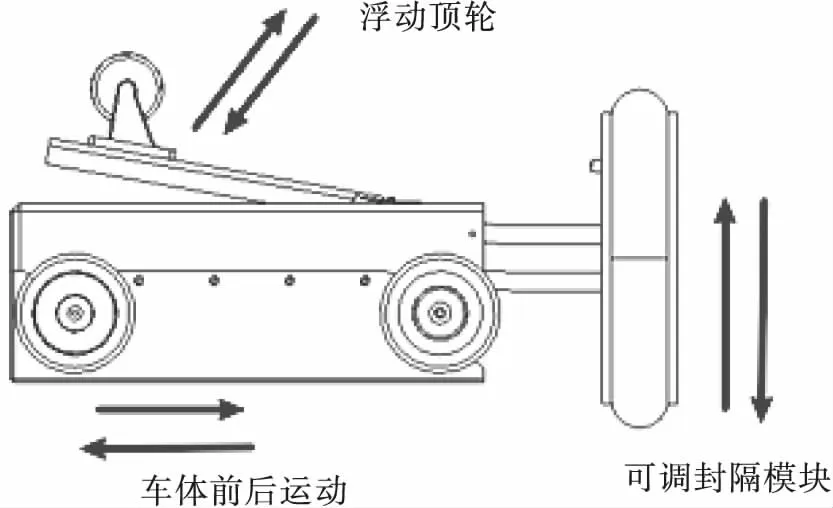
图7 驱动小车与封隔模块示意图
实际运行过程中,由电机驱动轮毂带动整车到达指定位置,浮动顶轮用于保持轮毂与管道实时接触,以增大摩擦力。之后由气泵将封隔气胎充气膨胀,此时连杆结构会自动调整,以适应管道。
3 控制系统设计
传统的自动化装置往往采用继电器控制,但继电器控制存在布线多、故障率高、修理不容易等问题。PLC(可编程逻辑控制器)作为现在国内市场的主流控制器,在技术、业界影响等方面发挥着重要的作用。因此过流焊接装置使用PLC进行控制,以提高其自动化程度[15-18]。
3.1 整体方案设计
按照设计要求,装置可以控制小车启动、正转和反转,以及气泵启停、充气和抽气,均采用经验设计法。
3.2 硬件电路设计
装置主电路和控制电路见图8~9。图8中的KM1和KM2分别是控制马达的正转运转(前进)和反转运转(后退)的接触器。改变在KM1和KM2的主触点进入马达三相电源的相序,即可以改变马达的旋转方向。图9中KM1的线圈与KM2的辅助常闭触点串联连接,KM2的线圈与KM1的辅助常闭触点串联连接,构成硬件互锁电路。这样不会出现由于正反转(小车前进、后退)切换中电感的延迟作用,原连接的接触器主触点还未切断时,其他接触器主触点合上的现象,可以避免交流电源瞬间短路的故障。通过主电路和PLC的电路连接,PLC可以实现对系统的控制。

图8 主电路图

图9 控制电路图
图10为气泵控制气路图,其中P为气泵,操纵小车到指定位置后,打开气泵,此时气泵工作,但不会向气路中输送空气;电磁阀通电,电磁线圈产生电磁力,阀门打开,空气泵开始给气胎充气。约15 s后,电磁阀停电,停止充气,气胎保压并密封。使用结束或者不再需要密封时,气泵开始从气胎里抽气,大约5 s后气胎排气结束,失去密封效果,气泵关闭以节省电能。

图10 气泵控制气路图
4 辅助装置硬件选用及样机制造
4.1 驱动部分
根据过流焊接辅助装置的材料、尺寸,可计算出装置整体质量大约为7.5 kg。管道过流焊接辅助装置的负载为自身重量,所选电机能维持小车在管道内平稳运行即可。小车橡胶轮与钢铁管道的摩擦系数为0.40~0.60,故计算公式:
F=μN
(2)
(3)
式中:F为小车橡胶轮与管道的摩擦力,N;μ为摩擦系数;N为小车对管道的压力,N;P为旋转电机的输出功率,kW;n为旋转电机输出转速,r/min;T为旋转电机输出转矩,N·m。
计算可得摩擦力为30~45 N,相比人走路的速度4~5 km/h,大约为1 m/s,选择的轮胎直径为64 mm,周长为0.200 96 m,行走1 m的距离约需要转5圈,因此选择了一款转速为300 r/min、功率为12 W的电机。
4.2 电磁阀选用
气胎充气与放气的切换需要控制阀,装置选用推拉式换向电磁阀。电磁阀有很多种,不同的电磁阀在控制系统的不同位置发挥作用,使用最多的是方向控制阀、速度调节阀等,通过控制电磁铁的电流来控制机械运动[19-21]。本文中的管道过流焊接辅助装置选择8路常开常闭电磁阀,其参数为电压12 V、电流20 mA、耐压0.7 MPa、电磁阀动作电流40 mA。
4.3 气泵选用
气泵是将空气从密封空间排出,或者是从封闭空间添加空气的装置。管道过流焊接辅助装置选用的气泵参数见表1。

表1 气泵参数表
4.4 样机制造
管道过流焊接辅助装置采用3 mm钢板用于制造驱动小车的壳体,使用3D打印制作气胎支座,不锈钢波纹管用于制作中间导流管,接头处用密封圈密封。完成的实物样机见图11,样机电池供电电压12 V,电池容量7 800 mAh,电机扭矩5 N·m,减速比为1∶27,通过现场测试表明动作响应及时,移动迅速、稳定,过弯顺利,气胎充气后密封压差可达2个大气压且无泄漏,完全达到了设计目标。

图11 管道过流焊接辅助装置实物照片
5 结论
1)针对天然气输送过程中上游管路存在气体泄漏并影响焊接的工况,提出了一种封堵过流辅助焊接方案,基于该方案设计的管道过流焊接辅助装置实现了移动、过弯、过流、密封和远程遥控功能。
2)管道过流焊接辅助装置响应迅速,动作灵敏,密封可靠。该装置使用的气胎材料为普通丁腈橡胶,在用于直径200 mm天然气管道焊接时,未出现气胎因温度升高而导致失效的情况。
3)现场应用表明过流焊接辅助装置完全达到了设计目标,具有广阔的应用前景和较高的推广价值。此外,通过改变气胎外径和小车轮距,可适用于不同直径管道泄漏工况下的焊接修复。但因随管道直径的增大,管道壁厚也会增加,需评估厚壁管道焊接工况下温度场的分布及其对气胎的影响,防止失效行为发生。因此,该装置还需要在温度监控、气胎类型、隔热结构和材料等方面进一步深入研究。
