电解铝工艺铝母线制作安装技术
2022-07-22冯国杰
冯国杰
(八冶建设集团有限公司,金昌 737100)
1 铝母线制作技术分析
铝母线作为电解铝工艺制作中不可缺少的一部分,主要工作是将直流电传输至电解槽,使得阳极中的电流与溶液表面发生氧化反应,进而产生以氧化铝为主的化学物质,同时将冰晶石作为溶剂的导电化合物,最终在铝母线中进行电解反应产生铝元素和氧元素。电解铝母线主要由电解槽槽底的母线、立柱母线、短路母线以及阳极母线组成[1]。
1.1 铝母线制作原材料的质量要求
从铝母线涵盖的化学成分来看,需符合《重熔用铝锭》(GB 1196—88)规定的重熔用铝锭技术条件。另外,在未经过冷却已降低硬度的情况下,在20 ℃的温度中电阻应低于0.028 6 Ω·mm-2,强度最高适应于5.5 kg·mm-2。
从铝母线的外观质量来看,要求其必须符合标准,即内部排列紧密,表面上看不应存有气孔、质点或细密微孔分布的缺陷等问题,同时外观应保持光滑平整的形态,不应存留制作痕迹及裂纹。
从铝母线的尺寸标准来看,铝母线的质量对使用者的生命安全具有直接影响。因此,在进行材料加工的过程中,需根据设计要求控制其规格大小,如表1所示[2]。此外,铝母线的断面宽度应在52 mm 左右,厚度应保持在2 mm 左右。
1.2 铝母线制作工艺的主要流程
一般情况下,铝母线的制作工艺流程为“外观核验—平整—描线—对齐—画线—锯切—钻孔—加工—焊接—质量核验—出厂”。铝母线经过核验后若符合标准,可进行母线平直矫正,通过钻孔锯切处理后输入电流,并通过母线制作。此流程结束后即可进行立柱母线和阳极母线的制作,从而完成电解铝母线的前期制作工艺,最后将制作完成的铝母线进行焊接与检验,待质量合格后纳入厂库封存[3]。
1.3 铝母线具体制作程序及技术
铝母线的工艺制作开始于电解铝元素,主要包含灌炉、去渣、配料、精炼、冷却、制作、锯切、成品检验以及入库封存等环节。
1.3.1 铝母线制作材料的比例分配
需先确认母线中所含有的材料内容,再严格按照筛选标准进行分配,最好采取纯度高于99.6%的铝材料,其中含有的硅元素纯度应控制在10%以下。溶解后分析采取样本,若符合标准,则可进入下一步骤。
1.3.2 铝母线的烧炼工艺
当熔炉中的铝液从炉眼中流出经过凹槽后,结晶器与引锭头的空间被注满铝液,使得结晶器中水循环开始冷却。锭头的铝液外层凝固后进行二次冷却水循环处理,最终在引锭架中进行碾压形成母线。
1.3.3 铝母线平整度矫正
铝锭作为制作母线的主要材料,制作前需将烧炼后的铝锭进行平直矫正。一般会采取500 t 的千斤顶进行矫正。对于母线表面的平直度,要求在3 mm·m-1以内,长度限制在6 mm 内[4]。
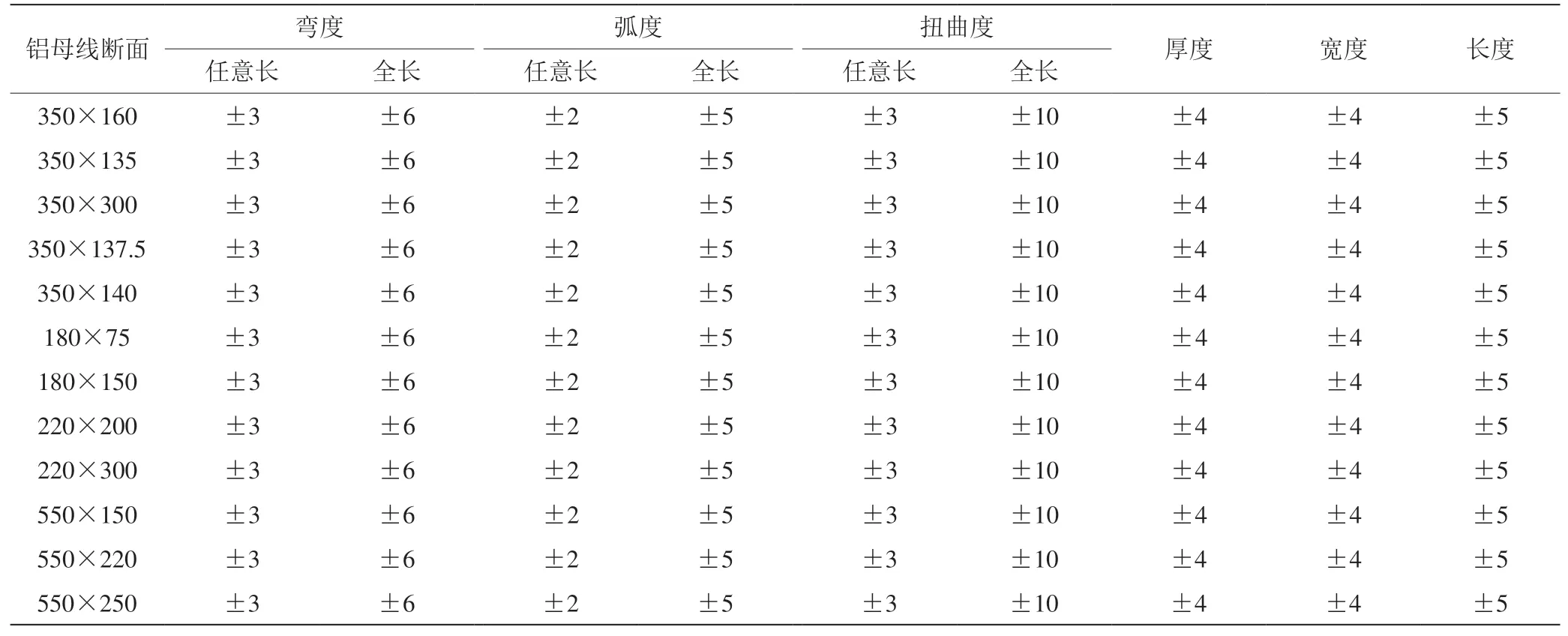
表1 铝母线断面公差计算 单位:mm
1.3.4 铝母线锯切
锯切铝母线是为了满足运输条件,所以大部分铝母线是按照倍尺加工的。在锯切过程中,需将铝母线放置在支架托辊中,并结合圆盘锯进行锯切处理。
1.3.5 电流传输母线制作
执行过程中,需将母线放置在专业胎膜上,放置斜垫铁固定,最终完成铝母线与铝板之间的焊接工作。
1.3.6 立柱母线制作技术
在将立柱母纫和钻孔螺栓相连接的过程中,必须明确将实际有效的接触面积限制在85%,将实际测量的最大压降限制在8 mV 以内。锯切工序后,可以完成立柱母纫的平面加工过程,同时可以在刀座上设置发电机和刀盘,结合发电机转动原理带动刀具盘旋转。需注意,在刀盘内应设置二把刀片,以更好地体现切削的双重效果。
1.3.7 阳极母线制作技术
阳极母线的规格与横截面偏大,因此为满足两面平整,在0.5%的基础上需大面积铣刀打磨。两面分别采取粗加工和精加工处理。
1.3.8 阳极导杆制作
阳极导杆主要由导杆和铸钢抓两部分组成。其中,导杆不允许另外加工,而铸钢抓需与钢铝爆炸块进行电焊衔接。
1.3.9 铝板与软母线的铸造工艺技术
铝板为母线连接的重要部分。软母线是运动板块与拆卸板块连接的基础。通常,铝板的厚度控制在10 mm 以内,而软母线的厚度控制在1 mm 以内,且皆由剪板机进行裁剪工作。铝板底部通过剪切后,两侧需保留45°的斜坡。
1.3.10 母线加工技术
将电解铝铝板与母线相关联,将软母线与运用板块和拆卸板块进行逆行连接。在铝母线制作过程中会产生废弃材料,为避免对周边环境造成影响,需进行适当的清洁处理。它主要有两种清理方式。第一种是切割废弃材料,厚度控制在10 cm,并储存切割后的小块材料,可在后期冷却处理中作为降温材料,进而实现铝母线制作工艺的再利用。第二种是收集铝片废料,放置在燃烧炉中实现循环利用。
2 铝母线安装技术分析
2.1 铝母线安装工艺主要流程
铝母线安装工艺的主要流程为“基本核验—铝液冷却成型—电流侧母线—立柱母线—阴极母线—阳极母线—阳极软母线—阳极导杆”[5]。
2.2 铝母线具体安装程序及技术
2.2.1 基础核验
母线基础工作完成后需进行规格检验,其中混凝土顶面的空度应控制在30 ~50 mm。同时,铝母线的安装规格应根据电解槽的中心点确定。
2.2.2 槽底以及电流传输母线安装
将槽底中的母线直接放置在与槽底相对应的横梁上。另外,将电流传输母线安装在电解槽的中心线位置,这时需注意中心线的偏离误差应控制在2 mm 内,随后完成电流母线安装。
2.2.3 安装立柱母线
立柱母线借助两根倾斜45°的钢带固定在电解凹槽上,并利用木方固定其另一端。
2.2.4 阳极母线安装
确保电解槽结构稳定且阳极提升机安装完成后,可在阳极提升机上展开阳极母线的安装工作。装配过程中需要以电解槽的中心线为标准,定位调节电解槽阳极母纫,将母纫和电解槽中心点的定位误差限制在2 mm 内,平整性要求限制在0.7%之内。
2.2.5 阳极铝导杆安装
电解铝用导杆由导杆及下方连接的导杆爪头、碳块、爆炸块组成,将阳极母线的装置展开固定安装。
2.2.6 软母线安装
软母线包括阴极软母线、短路软母线、阳极软母线等。阴极软母线与阳极软母线之间需采取电焊工艺连接,而短路母线需经过压制后才可进行配置。
2.2.7 绝缘板安装
绝缘板作为成品,只需在母线安装前放置在内便可完成安装。
2.3 铝母线焊接技术分析
铝母线电焊衔接工艺主要是在铝板中将两支铝母线相连接。表2 为铝母线焊接工艺参数。在进行电焊连接工艺时,需先确保电焊机械设备能够正常运行,因此需要开展前期检查,确保焊机组件与接触点电源接触时正常运行。同时,工作人员需注重器械内部组件的清洁,确保器械的使用寿命。此外,需确保电焊器械中氩气的纯度高于99.99%。要检验金属焊接材料的质量,关注焊丝表面是否出现开裂、弯曲、腐蚀等情况,同时需注重焊丝表面是否掺杂液体或粉尘,确保焊丝的质量。要清洁焊接口处的被焊接材料,尤其在原材料两端5 cm 处若出现表面油污,则需采取酒精消毒的方式清理,同时需结合钢丝刷处理氧化膜及多层焊接间的残留杂质。清理完成后,即可在24 h 内进入下一工序。若焊接面出现大面积裂分,可对其整形振打,直至表面的裂纹、气孔等问题完全消失。

表2 铝母线焊接工艺参数
3 铝母线制作注意事项
3.1 避免母线内部出现杂物及气孔
对于电解铝液中残留的杂物碎屑,必须结合精炼、净化等工艺进行技术处理,以免在后期制作中造成消极影响,同时可投入稀土。稀土能够有效净化铝液,也能降低Fe、Si 造成的不良影响,提升铝母线的导电强度和抗拉力。将配置好的重熔铝锭或其他合金投入电解铝液,不仅能够起到冷却效果,也能在一定程度上减少杂质并提升纯度。
3.2 避免出现裂纹
裂纹可根据裂痕形态分为表面裂纹、中心裂纹、纵向裂纹、横向裂纹、测裂纹以及角部裂纹等。根据裂纹所出现的位置和机理特征,裂纹也可分为热裂纹和冷裂纹两种。若直接采取电解铝液生产铝母线,则会导致裂纹面积更广。因此,必须采取相对应的措施展开补救及控制。根据比例调制铝液的化学成分,确保母线的化学成分符合《重熔用铝锭》(GB/T 1196—2002)所规定的Al99.60 以上标准。其中:硅含量控制在0.12 ~0.16;铁含量控制在0.16 ~0.22;结合稀土去杂处理措施,稀土含量控制在0.14 ~0.20。这样能够有效去除杂质带来的消极影响,提升铝母线的导电效果,并降低母线裂纹出现的概率。
根据标准采取规范化的铸造工艺技术,铝的铸造温度与速度则采取相反的限制要求。若铸造速度选择下限,那么铸造温度则采取上线。铸造速度应保持在70 ~110 mm·min-1。
冷却水的温度应控制在35 ℃以内,压强则低于0.35 MPa,同时冷却宽度应调整为20 ~40 mm,以有效降低裂缝的出现。为减少铝母线表面上出现过多的水波痕迹或出现明显弯曲的形态,需在生产面检查这3种物体(中间包、结晶器、铸造机)的内部,确保三者的中心点都在一条轴线上。为保证铝母线表面的平整度,生产前需注意中间包内铝液的高度是否稳定,进而避免铝母线出现弯曲的形态,同时保持结晶器皿内部的表面粗糙度。加工表面上,任意10 个点的不平度的算术平均值为1.6 μm,并确保导流板表面光滑无毛刺。在浇注铝液的过程中,要结合石墨材料起到润滑作用。
4 结语
铝母线的制作与安装工艺是电解铝工艺中不可缺少的技术之一。电解铝母线加工、制作与安装流程复杂,因此铝母线安装制作工艺要求相对较高。铝母线的制作安装技术对于电解铝行业的经济收益及质量具有直接影响,因此应鼓励相关技术人员在实际操作中不断发现问题和解决问题。