高精度大型空腔式不规则曲体混凝土预制构件流水化生产技术
2022-07-22刘慧明
刘慧明
(中铁建大桥工程局集团第六工程有限公司,吉林 长春 130000)
随着我国经济飞速发展,绿色节能建筑施工标准化水平日趋提高,装配式混凝土建筑已经成熟,逐渐向纵深发展; 形状复杂化、体量增大化、精度提高化、产能扩大化的新型混凝土构件已成为我国未来装配式建筑发展的新要求。本文通过装配式地铁车站D型、E型预制构件阐述高精度、大体量、形状复杂的新型混凝土预制构件流水化生产技术; 如何实现高精度大型空腔式不规则曲体混凝土预制构件高效生产。
1 技术背景
目前,国内装配式混凝土预制构件大多数为形状规则的桥梁预制箱梁,房屋建筑工程的梁、板、柱、剪力墙及楼梯,预制管桩,以及一部分混凝土管等;中小型混凝土预制件基本已实现工厂流水化生产,但大型混凝土构件多数以梁场、大型预制厂为主,暂不能形成工厂内流水线生产; 大型不规则曲体混凝土构件更是多以现浇为主; 装配式地铁车站拱顶结构D型、E型构件为大型不规则曲体混凝土结构,装配后净跨度19.1m,环宽2m,与其他预制块榫卯相接,并设置有手孔、张拉槽、防水凹槽及大量的预埋件; 整体体量分别为24.05m、26.49m; 整体精度要求高。D、E结构模型如图1 所示。
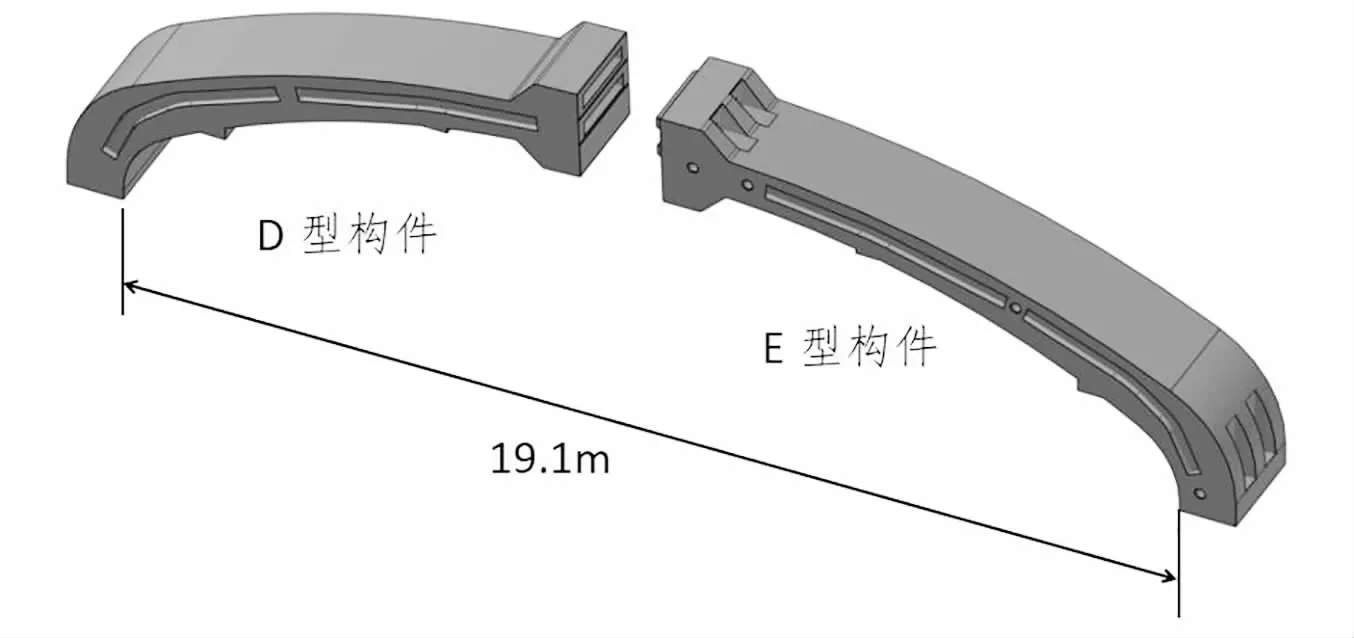
图1 D、E结构模型图
2 生产难点
由于构件为高精度大型空腔式不规则曲体混凝土结构,其钢筋笼加工、转运、入模,钢筋笼与之过程中预埋件的避让,钢筋笼、钢筋保护层、模板尺寸精度保证,混凝土构件的成品精度、外观质量,以及如何满足供应需求都成了生产难点。由此,大型的钢筋半成品检测加工案板、钢筋胎具、大型钢筋笼翻转支架、混凝土模具、大型混凝土构件生产流水线应运而生。
3 预制构件生产流水线
流水线生产车间选址: 大型不规则曲体混凝土构件生产线选址主要考虑两点因素; 一是远离市区,避免给城镇居民日常生活带来负面影响; 二是选址宜在交通便利、临近主干路的位置,以方便原材料的进场运输以及成品构件出厂运输; 另外远离市区的用地费用相对比较经济。
预制构件的流水化生产与国内预制构件生产流水线大体相同,主要是通过底模的循环从而形成流水作业; 为满足供需要求,保证生产车站每天1 环~1.5环的产能; 并兼顾建厂的经济性。经过经济方案对比分析后,生产线共计投入6 套底模板、1 套侧模板;常规养护时,日产能1 环,每6d 一个循环; 进行蒸汽养护时,日产能1.5 环,每4 天1 个循环; 从配合比方面着手,适配出一种工作性能好、短期内能够达到较高强度、不宜产生开裂的混凝土,从而减少构件在生产车间内的停留时间,尽早达到脱底模条件,转运至存放场地。生产线流程如图2。
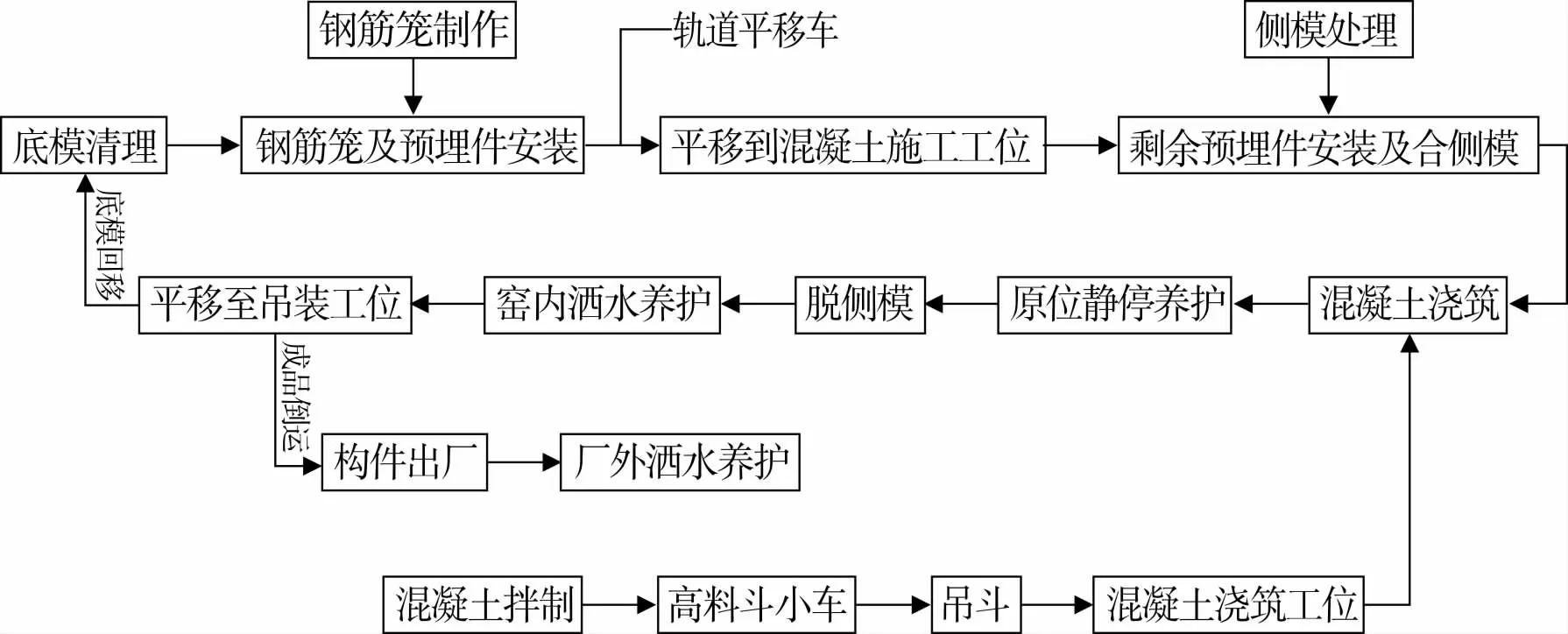
图2 生产线流程图
为保证各型号构件生产均衡,针对各个型号构件体量大小建设八个闭环生产流水线,八条线共用两条回移通道,其中A块、B块、C块共用一条底模回转通道; D块、E块共用一条底模回转通道; 每条生产线有各自构件生产窑,每个生产窑起端区域为侧模组拼、混凝土浇筑及振捣、构件静停蒸汽养护工位,剩余区域为构件常规养护区; 为保证蒸汽养护质量区域两端设置可开启是密闭门,顶部设置可开启保温盖板; 生产窑两端为底模平移区,主要借助轨道平移小车推拉载运功能实现底模模板车的横向平移。轨道平移小车及底模模板车均在轨道上移动,从构件原位静停养护到窑内洒水养护区域(即生产窑内) 轨道应精平无缝,避免混凝土初期强度低因为震动而产生裂缝,底模流转图如图3 所示。
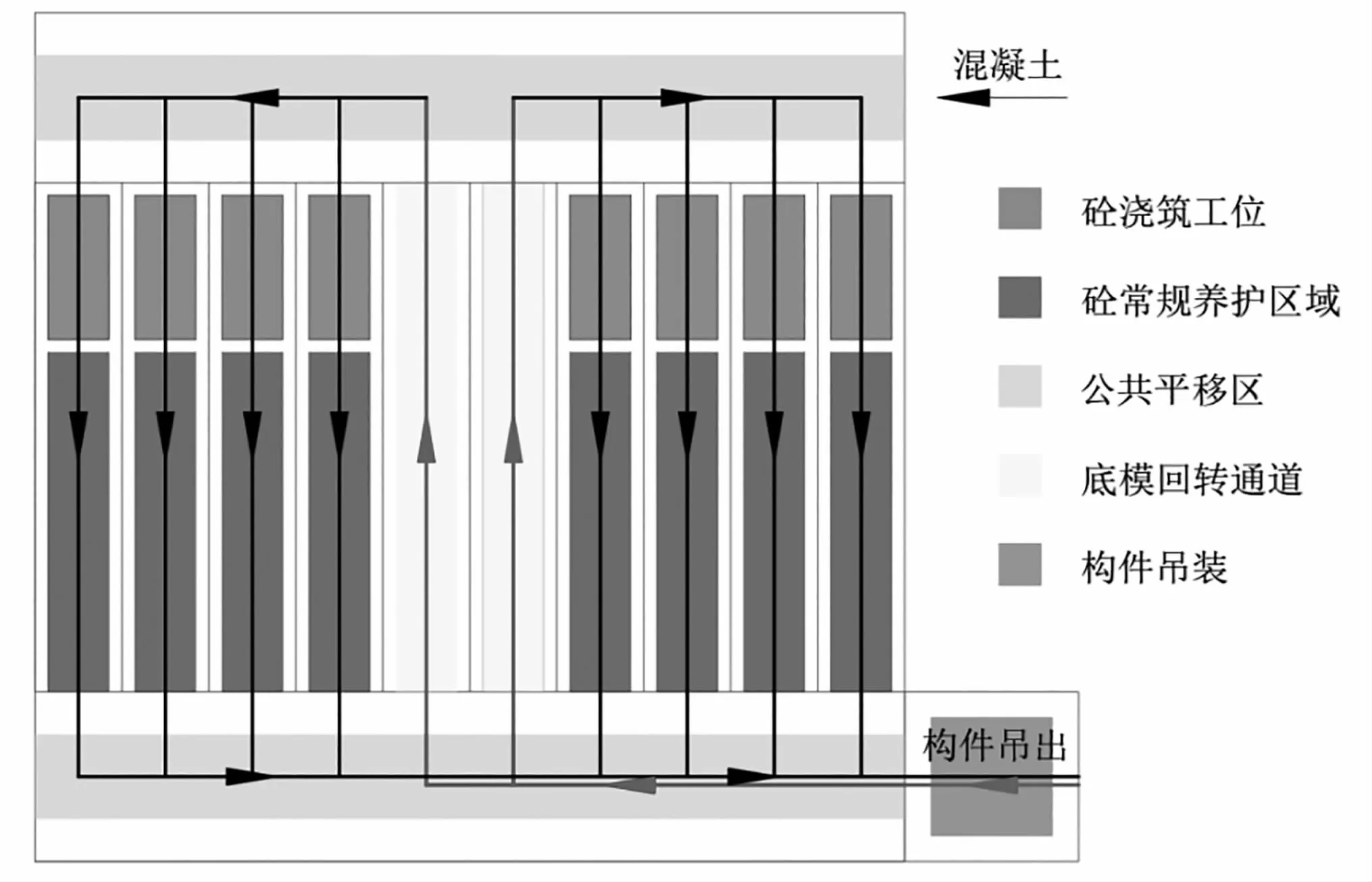
图3 底模流转图
4 高精度大型空腔式不规则曲体混凝土构件钢筋笼
构件的外形特点使得钢筋笼的预制存在一定的难度,首先是钢筋笼的外形尺寸精度保证,钢筋笼制作时繁多的预埋件位置避让; 其次是不同形状尺寸钢筋半成品种类数量达百余种,定位难度大; 再次是弧形的钢筋半成品加工存在一定的困难,工效低; 最后是成品钢筋笼转运、存放过程中如何控制变形。
弧形钢筋半成品加工: 设立不规则钢筋半成品外形百分之百比对检测程序,制作不规则钢筋半成品外形检测、矫正案板,所有外形不规则的钢筋半成品必须进行检测矫正,避免外形尺寸、角度不合格的半成品安装在钢筋笼中而造成整体钢筋笼的不合格,进而导致整个生产线的正常运转。
钢筋半成品外形检测、矫正案板的制作既要能保证半成品尺寸精度,又要保证自身的强度、刚度及抗变形能力; 把精准的半成品外形放样到钢质台案上主要是应用全站测控技术,架立好全站仪后无需建立新的坐标系,直接利用原有坐标系采集案板角点坐标,然后利用虚拟坐标再CAD模型中确定案板在虚拟坐标系中的位置,再把精确的钢筋半成品图形描绘在CAD模型中的案板上,进而计算出案板上半成品外形定位点的坐标; 最后通过全站仪利用虚拟坐标进行放样。注意采集案板位置的虚拟坐标系与放样的坐标系一定是同一坐标系,整个测量放样过程切勿移动全站仪,半成品检测矫正案板如图4 所示。

图4 半成品检测矫正案板
钢筋笼预制: 钢筋笼制作是整个高精度大型空腔式不规则曲体混凝土构件生产过程中的难点; 根据钢筋笼外形尺寸、每根钢筋的位置、预埋件位置等设计制作钢筋胎具; 钢筋胎具的设计重点考虑安全性、钢筋笼外形尺寸精度,再者是胎具的易用性、强度、刚度、抗变形能力; 胎具设计前,对钢筋笼、预埋件进行三维建模、通过碰撞测试找出钢筋笼与预埋件冲突部位,与设计沟通重新调整位置关系; 钢筋胎具上主筋位置主要是通过固定的限位卡槽,底板下铁设计为固定卡槽,顶板上铁设计为可拆卸卡槽; 以利于钢筋笼出模; 钢筋胎具设计不仅要考虑主筋定位、所有的箍筋(高度不等) 位置也需要在钢筋胎具上有标记,确保每根箍筋对号入座,钢筋笼制安胎具如图5 所示。
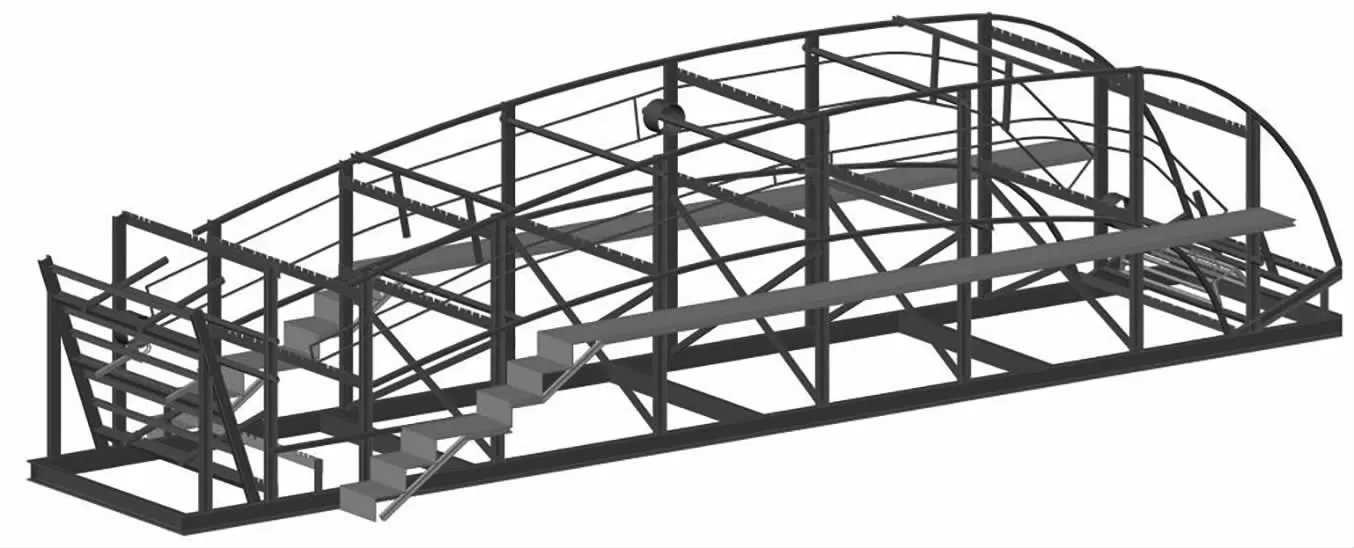
图5 钢筋笼制安胎具
钢筋笼吊运、存放: 钢筋笼吊运过程变形控制,一是采用扁担进行多断面起吊方案,受力部位设在顶板上层主筋,每个断面设置抗变形能力好的穿杠使每根主筋均匀受力; 计算钢筋笼在入模姿态重心位置,扁担上设置4 个吊点,通过调整4 个吊点上钢丝绳长度以使钢筋笼起重吊装姿态平稳; 二是提高钢筋笼自身刚度,利用三角形稳定性原理连接钢筋笼顶板上层及底板下层主筋以提高钢筋笼吊运过程中抗变形能力,对吊装断面左右5 排的箍筋与主筋节点进行全断面点焊加固。为保证生产线正常运转,成品钢筋笼须存有余量,制作钢筋笼存放支架,存放支架各受力横杆宜设置在钢筋笼制作过程底板下铁卡槽对应位置,下设支撑,受力横杆断面连线与钢筋笼底板下弧度相契合。
钢筋笼入底模: 底模平移至回转通道处理完成后,先行安装带齿槽道,以及固定塑料螺栓套、对拉连接器的双面螺丝工装; 调整钢筋笼姿态落入底模后进行塑料螺栓套、连接器以及其他预埋件安装。
5 高精度大型空腔式不规则曲体混凝土构件模板
高精度大型空腔式不规则曲体混凝土构件采用组合式钢模具,模具分为底模、侧模; 每型号构件配置6 套底模、1 套侧模; 底模在生产线上流转,侧模固定在混凝土浇筑工位; 钢筋笼入底模后通过平移小车移动至混凝土工位进行模板组拼及剩余预埋件安装。
模板精度控制: 模板精度控制的目的是控制成品构件的外形尺寸; 成品构件外形尺寸不达标主要提现在首先是长、宽、高达不到设计要求; 其次是构件扭曲。
构件外形尺寸控制措施一: 保证混凝土浇筑前模板精度,底模平移至混凝土工位后,先是进行底模调平,通过水准测量技术校对底模板沿长度方向任意横断面两端点处于同一水平; 其次是侧模组拼,组拼后校对侧模沿长度方向任意横断面与侧模板面交线处于竖直状态; 再次是组拼端模板; 最后是侧模板线型校对,此步骤也是对模板组拼精度复核在调整,利用全站仪测设侧模面板上缘沿线型方向任意三点在水平面的投影处于同一直线上(需借助CAD画图软件进行)。组拼模板的全过程都要在确定模板拼缝没有夹杂杂质异物的条件下进行。
构件外形尺寸控制措施二: 保证混凝土浇筑过程中模板不变形,主要是在模具制作过程中要保证模具的刚度,再者是浇筑工位上设置辅助固定措施、或是支顶措施。
构件外形尺寸控制措施三: 采用PDCA循环工作原则,即P计划阶段: 制定模板精度测控方案; D实施阶段: 按照拟定的模板精度测控方案进行模板精度测量及尺寸校正; C成果检查: 检查构件成品外观尺寸形状是否符合要求; A结果处理: 对于尺寸不合格的部位进行修整处理,同时总结经验进行模板精度测控方案调整,在下一循环中进行实施。往复循环,精益求精。
构件外形检测: 首先是构件脱侧模后,检测并调整使得底模处于水平状态,利用全站仪测设构件侧面上缘沿线型方向任意三点在水平面的投影是否处于同一直线上(需借助CAD画图软件进行); 然后是在构件脱底模后,利用大型游标卡尺检测构件宽度是否达标,再用直角拐尺量测构件侧面与底面夹角是否垂直。
高精度大型空腔式不规则曲体混凝土构件模板尺寸测控技术、构件外形尺寸检测技术未来发展导向;目前高精度模板测控技术、构件外形尺寸检测技术还处于摸索实践阶段; 但方向已经明晰,未来高精度模板测控技术将与自动化向结合,全面实行计算机操控大型液压模板装备系统,将高精度模板测控技术推行国际先进水平; 成品构件外形检测,未来重点发展构件激光扫描建模技术,利用激光设备精密测量构件表面尺寸在计算机上进行建模成像,通过扫描建立的模型与标准模型进行校对计算出构件尺寸缺陷部位,进而进行有针对性的调整。
6 高精度大型空腔式不规则曲体混凝土构件混凝土
预制构件采用自拌混凝土能够较好的供应生产线需求,另一方面要就近选择一家备用混凝土供应商,预防拌合站故障时因混凝土供应问题产生废件。
装配式地铁车站内部为免装修饰面,即要求构件必须达到清水混凝土效果; 为达到这一效果,一是调整构件浇筑姿态,除底板块外各型号构件的浇筑姿态均为外露面向下(贴合底模),以利于气泡向上排出;二是要求构件混凝土具有一定的自密实性及良好的扩展度; 三是选用一种适合的、效果良好的脱模剂; 四是制定行之有效的混凝土振捣方案; 五是脱模控制,保证脱模过程中模板受力方向与混凝土模板接触面垂直,严禁发生斜拉歪拽使构件混凝土局部受力造成缺棱掉角。
构件裂缝控制,混凝土初期水化热反应迅速、集中,增加了产生裂缝的几率; 为此,首先是将预制构件设计为空腔薄壁混凝土结构,其内部采用轻质的泡沫混凝土(简称芯模) 预制块进行填充; 其次是优化混凝土配合比,混凝土要有一定的微补偿收缩性能,避免一次性整体浇筑的薄壁腔体混凝土构件阴角因混凝土收缩产生拉裂; 三是从施工上进行控制,进行二次压光、埋设测温线监控混凝土内外温差等措施。
构件养护,构件养护共分为三个阶段: 一是原位静停蒸汽加温养护,二是洒水养护,三是自然养护;蒸汽加温养护阶段要根据混凝土配合比,混凝土内部水化热反应时间制定专项的升温方案; 不同的配合比蒸汽加温养护方案不尽相同; 蒸汽养护初期监测构件混凝土内部温度变化,混凝土构件原位静停蒸汽加温养护阶段蒸养窑内温度要随混凝土内部温度的逐渐升高进行同步加温; 控制构件蒸汽加温养护期间温度均衡,避免因混凝土强度增长不均衡,导致混凝土应力集中造成裂缝。原位静停蒸汽加温养护完毕后进行洒水养护14d,洒水养护结束后进入自然养护阶段。
7 高精度大型空腔式不规则曲体混凝土预制构件在城市轨道交通中的应用
装配式地铁车站突破常规工法,突破性的将装配式工法应用到地铁领域; 利用拱形结构特点,将不规则曲线融入在装配式地铁车站预制构件中,使车站站厅层实现了无柱化,极大地增加了地铁站内空间,同时赋予车站装饰设计更大的发挥空间,给城市居民带来更好的乘车体验。
装配式地铁车站预制构件的应用,使城市地铁车站建设节约了大量的木材,在全面响应国家及党中央实现碳中和战略目标的大背景下,钢材、水泥的有效利用率更高,城市轨道交通设施建设变得更加绿色、安静,建设过程对市民日常出行影响更低,施工更加快速; 推动了城市轨道交通建设水平又上了一个新台阶。
8 结语
目前,高精度大型空腔式不规则曲体混凝土预制构件流水化生产技术使大型构件流水线生产成为了现实,使不规则曲体混凝土构件精度得到提高接轨国际化水平,同时已在国内部分省市的城市轨道交通领域得到了较好的应用,高精度大型空腔式不规则曲体混凝土预制构件流水化生产技术填补了装配建筑领域空白,开创了国内装配式建筑行业发展新篇章,为国家城市基础设施建设保质、提速。
